Tokom obrade, skladištenja ili rada, metalni dijelovi i gotovi dijelovi mogu izgubiti svoj izvorni oblik.
Za naredne operacije, dimenzije i oblik gotov proizvod važno je da konfiguracija i dimenzije radnog komada odgovaraju projektnim vrijednostima. Ovo se postiže srednjom pripremnom operacijom ravnanja metala. Operacija se izvodi na hladnom dijelu ili se zagrijava u svrhu plastičnosti.
Prazan list može biti naboran, ima cilindričnog oblika- twist. Osovine i osovine se mogu saviti.
Šta je ravnanje metala?
Proces vraćanja metalnog blanka u prvobitni oblik naziva se ispravljanje metala. Nedostaci su sljedeći:
- Wave.
- Dent.
- Konveksna.
I još neke.
Vrste obrade metala
Operacija je podijeljena u dvije podvrste:
- Manual.
- Mašina.
Ručna obrada i ravnanje metala koristi se u kućnim radionicama i u izradi unikatnih proizvoda. Set alata je jednostavan, ali je potrebna visoka kvalifikacija radnika - ispravljač.

Mašinsko ravnanje se koristi u industriji. Oprema je masivna i složena, ali ima visoku produktivnost i mogućnosti automatizacije procesa. Osim toga, operacija strojnog ravnanja često se kombinira sa savijanjem i rezanjem limova, uključujući to kao dio jedinstvenog tehnološkog kompleksa.

Operacija se može izvesti na sobnoj temperaturi. Rad na temperaturi od 0C i ispod je neprihvatljiv - materijal gubi svoju plastičnost i postaje krhak. Ponekad se radni komad mora zagrijati na 140-400C da bi se povećala plastičnost.
Obrada lima
Složenost operacije ispravljanja lima zavisi i od vrste defekta.
Većina teški slučajevi je kombinacija različite vrste defekti, na primjer, valovitost ruba i ispupčenje u središtu lima u isto vrijeme.
Konveksna
Izbočenje se korigira udarcima po obodu, počevši od vanjske strane defekta i postupno smanjujući radijus kruga, krećući se od ruba do centra defekta. Snaga udaraca postaje manja, a učestalost se povećava.

Ako na radnom komadu ima više izbočina, treba ih spojiti u jednu veliku. Potrebno je pobijediti između lokalnih defekata, postižući njihovu povezanost, a zatim nastaviti kako je gore opisano.
Valovite ivice
Obrada lima sa valovitim rubovima vrši se počevši od rubova lima i postupno prema njegovom središtu. Nakon istezanja radnog komada u sredini, valovitost ivica se izglađuje.
Tanki listovi
Radni komadi male debljine ne mogu se ispravljati matricama zbog velike vjerovatnoće pucanja i nabora.

Za ravnanje tankih limova koriste se proširene površine od metalnih ili drvenih šipki za glačanje. Radni komad se zaglađuje s različitih strana, postepeno povećavajući pritisak.

Povremeno je potrebno preokrenuti traku kako ne bi došlo do ispupčenja u drugom smjeru. Ako na početku ima nekoliko izbočina, ispravite krajeve trake, a zatim prijeđite na sredinu.
Mekani udarci se ne koriste za ravnanje. Izrađene su od legure visoke čvrstoće i zaobljene ili zaobljene na oštru stranu.

Za ispravljanje očvrslog metala, udarci se usmjeravaju duž konkavnog dijela dijela. Kako se materijal rasteže na konkavnoj strani, radni komad će se ispraviti. Operacija se izvodi na glavi za ispravljanje, koja ima hemisferni oblik, duž kojeg se dio postupno pomiče gore-dolje.
Za ispravljanje očvrslog kvadrata s kršenjem pravog kuta razvijene su dvije metode. Ako je ugao postao oštar, udarci se usmjeravaju blizu unutrašnjeg ugla. Ako je kut postao tup, udarci se usmjeravaju na zonu na vrhu spoljni ugao. Materijal u zahvaćenom području se rasteže i vraća pravi ugao.
Metoda je slična radu sa trakom. Nepravilnosti su označene kredom, radni komad se nalazi ispupčenjem prema gore. Udari su usmjereni od periferije defekta do njegovog centra.

Kada se glavni nedostatak ispravi, snaga udara se smanjuje i dio se rotira oko uzdužne ose kako bi se izbjegla deformacija u drugom smjeru. Kvadratni i pravougaoni valjani proizvodi se koriguju na isti način.
Ovdje se koristi spin metoda. Jedan kraj spirale je fiksiran u škripcu pričvršćenom na ispravnu ploču, a drugi u ručnu stezaljku.

Nakon djelomičnog odmotavanja spirale, ona se pritisne na ploču i ispravi kao okrugli valjani proizvod, određujući zakrivljenost kroz svjetlost.
Glavne metode ispravljanja metala
Na izbor metode utječu priroda i površina presjeka, marka i vrsta legure, veličina defekta u odnosu na ukupnu veličinu proizvoda.
Ovisno o načinu primjene naprezanja u metalnim zarezima, postoje tri metode ravnanja metala:
- hladno savijanje;
- istezanje u hladnom stanju;
- lokalno grijanje.

Grijanje se vrši plinskim gorionicima ili indukcijskim.
Koja je svrha rezanja metala?
Konfiguracija dijela može se mijenjati tokom njegove primarne obrade, transporta ili skladištenja. Takvi praznini su neprikladni za dalju upotrebu, ali nisu neopozivi, konačni brak. Metalna obrada se koristi za vraćanje forme u radni komad, utvrđenu projektnom i tehnološkom dokumentacijom.

Ponekad, kako bi se smanjio trošak proizvodnje, preduzeće namjerno nabavlja blankove nepravilnog oblika, u ovom slučaju operacija je uključena u tehnološki proces. U proces se može uključiti i planirana obrada metala nakon termičke obrade koja uzrokuje promjenu oblika dijela. U suprotnom, posao će biti neplaniran, a njegov trošak je uključen u neplanirane gubitke.
Oprema za ravnanje
Osnova svakog seta alata je prava peć. Mora biti savršeno ravan, masivan i stabilan, za šta se lijeva od lijevanog željeza ili čelika sa visokim udarcem, za jačanje konstrukcije, opremljen je uzdužnim i poprečnim ukrućenjima. Postavljaju se na masivnu betonsku podlogu.

Čekići za obradu trebaju biti mekši od materijala izratka. Stoga se isporučuju sa drvenim ili gumenim udarcima. Za rad sa čeličnim limovima koriste se čekići s mekim glavama od bakra ili olova. Napadač mora imati zaobljen oblik. Striker kvadratni oblik nije prikladan, jer će ostaviti karakteristične tragove na praznom listu - zareze. Masa ploče treba biti povezana s masom čekića otprilike 100:1.
Za rad s praznim listovima koristi se i obloga od guste gume, na kojoj se formira veliki broj tuberkula iste visine. Pod udarom, metal sam pronalazi svoje mjesto, a produktivnost procesa je značajno povećana u odnosu na golu čeličnu ploču za ravnanje.
Za rad s tankim listovima koristi se posebna oprema - gleterice i nosači. Za rad sa kaljenim dijelovima koriste se cilindrične ili poluloptaste ispravljače.

U kućnoj radionici koristi se nakovanj ili masivna metalna ploča.
Preduzeća koriste specijalne mehanizovane komplekse za ravnanje sa mehaničkim ubacivanjem limova i automatizovanim ispravljanjem nedostataka. U nekim slučajevima, gredica se vuče između masivnih suprotno rotirajućih valjaka. Kod drugih, operacija se odvija na ispravnoj pločici spuštanjem široke prese.
Razni blankovi i proizvodi imaju izbočine, valovitost, zakrivljenost i druge nepravilnosti. Ispravljanje i uređivanje ispravlja otkrivene nedostatke.
Uredi- ovo je poravnavanje neočvrslih dijelova, praznih dijelova i listova. Relativno jednostavan proces, može se obaviti kod kuće.
Prije početka uređivanja, provjerava se zakrivljenost radnih komada i dijelova. To se radi nanošenjem metalnog ravnala na dio (na rubu) ili okom. Rubovi zakrivljenih mjesta su označeni kredom.
Uređivanje se vrši na čak pouzdanim oblogama ili na ispravnoj ploči. Morate odabrati prava mjesta za štrajk. Udarci se nanose silom koja je srazmerna veličini zakrivljenosti. Postupno smanjite silu udara kada prelazite s veće krivine na manju.
Ispravljanje šipki i traka od metala se izvodi sljedećim redoslijedom:
- označene su granice zavoja na konveksnoj strani;
- in desna ruka uzima se čekić, na lijevo se stavlja platnena rukavica ();
- štap ili traka se postavlja na nakovanj ili na desnu ploču sa ispupčenjem prema gore. Udarci se nanose duž izbočine do srednjeg dijela od rubova krivine. Kako se savijanje korigira, sila udara se smanjuje, ako je potrebno, šipka ili traka se preokreću. Ako imaju nekoliko zavoja, prvo ispravite zavoje koji se nalaze bliže rubovima, a zatim one u sredini;
- rezultati uređivanja se provjeravaju - primjenom ravnala ili okom.
Obrada metalnih obradaka ili limova
Obrada metalnih blankova ili limova je potrebna kada imaju ispupčenje ili valovitost.
Redoslijed uređivanja praznina i listova valovitosti je sljedeći:
- granice valovitog dijela su ocrtane kredom;
- radni komad ili lim se postavlja na nakovanj ili na ispravnu ploču na način da nema previsa ivica;
- radni komad ili list se pritisne na nakovanj ili ploču za ispravljanje i ispravljanje počinje;
- Udarci se nanose čekićem na ivicu od sredine. Snaga udara se smanjuje pri približavanju rubu. Zabranjeno je ponavljanje udara na istom mjestu.
Uređivanje izbočina na limovima vrši se u sljedećem redoslijedu.
- Granice izbočina su ocrtane kredom.
- Radni komad ili lim se postavlja na nakovanj ili ploču ispupčenjem prema van, sprečavajući ivice da previse.
- Uređivanje počinje od izbočine najbliže ivici.
- Nakon toga se izvode udarci sa druge ivice. Primjenjuju se česti, ali ne jaki udarci. Smanjuje se snaga udara na kraju uređivanja. Zabranjeno je nanositi više udaraca na jedno mjesto.
Kada se nekoliko izbočina nalazi u blizini na metalnom limu, izbočine se čekićem spajaju u jedno, a zatim se ispravlja prema gore opisanoj tehnologiji.
Izbočine i valovitost tankog metalni limovi a praznine se ispravljaju čekićima, olovnim, mesinganim ili bakrenim čekićima. Vrlo tanki limovi se postavljaju na ravnu ploču i zaglađuju drvenim ili metalnim šipkama.
Prilikom ispravljanja dijelova, zaliha i limova moraju se poštovati sigurnosni zahtjevi. Nosite rukavice kako biste izbjegli ozljede od udaraca. Radni komadi, prazni i listovi moraju se čvrsto držati na nakovnju ili ploči za ispravljanje kako ne bi skliznuli.
Zakrivljenost dijelova se provjerava okom (Sl. 82, a) ili razmakom između ploče i dijela koji je na nju položen. Rubovi zakrivljenih mjesta su označeni kredom.
Prilikom uređivanja, važno je odabrati prava mjesta za hit. Snaga udara treba da bude srazmerna količini zakrivljenosti i da se postepeno smanjuje kako se krećete od najveće krivine ka najmanjem. Montaža se smatra završenom kada nestanu sve nepravilnosti i dio postane ravan, što se može odrediti primjenom ravnala. Montaža se vrši na nakovnju, običnoj ploči ili pouzdanim oblogama koje isključuju mogućnost klizanja dijelova s njih pri udaru.
Montaža trake se vrši sledećim redosledom. Na konveksnoj strani kredom su označene granice zavoja, nakon čega se na lijevu ruku stavlja rukavica i uzima traka, a: čekić se uzima u desnu ruku i dovodi u radni položaj (Sl. 82.6).
Traka se postavlja na pravilnu ploču tako da leži ravno na ploči sa konveksnom prema gore, dodirujući se u dvije točke. Udarci se nanose na konveksne dijelove, prilagođavajući silu udara ovisno o debljini trake i veličini zakrivljenosti; što je veća zakrivljenost i što je traka deblja, to su udarci jači. Kako se traka ispravlja, sila udara slabi i traka se često okreće s jedne strane na drugu dok se potpuno ne ispravi. Sa nekoliko izbočina, prvo ispravite one najbliže krajevima, a zatim smještene u sredini.
Rezultati montaže (ravnost obratka) provjeravaju se okom, tačnije, na pločici za označavanje duž zazora ili nanošenjem ravnala na traku.
Obrada metala okruglog preseka. Nakon očne provjere na konveksnoj strani, granice zavoja su označene kredom. Zatim se šipka postavlja na ploču ili nakovanj (Sl. 83) tako da zakrivljeni dio bude konveksan prema gore. Udarci čekićem se nanose na konveksni dio od rubova krivine do srednjeg dijela, prilagođavajući silu udara ovisno o promjeru šipke i veličini krivine. Kako se zavoj ispravlja, sila udara se smanjuje, završavajući laganim udarcima i okretanjem šipke oko svoje ose. Ako šipka ima nekoliko krivina, prvo se koriguju oni koji su najbliži krajevima, a zatim oni koji se nalaze u sredini.
Obrada lima je složenija od prethodnih operacija. Limeni materijal i praznine izrezane od njega mogu imati valovitu ili izbočenu površinu. Na radnim komadima koji imaju valovitost duž ivica (Sl. 84, a), valovite površine se prvo ocrtavaju kredom ili mekom grafitnom olovkom. Nakon toga se radni komad postavlja na ploču tako da rubovi obratka ne vise, već potpuno leže na potpornoj površini i, pritiskajući ga rukom, započnite uređivanje. Za rastezanje sredine obratka nanose se udarci čekićem od sredine obratka do ruba, kao što je prikazano na sl. 84, u krugovima. Šolje manji prečnici odgovaraju manjim potezima, i obrnuto.
Jači udarci se nanose u sredinu i sila udarca se smanjuje kako se približava njenoj ivici. Kako bi se izbjeglo stvaranje pukotina i radno očvršćavanje materijala, nemoguće je nanositi ponovljene udarce na isto mjesto obratka.
Posebna pažnja, pažnja i oprez se primjećuju prilikom ispravljanja praznina od tankog limenog materijala. Nanose lagane udarce, jer nepravilnim udarcem, bočne strane čekića mogu ili probušiti lim ili uzrokovati izvlačenje metala.
Prilikom ravnanja predmeta sa ispupčenjima identifikuju se iskrivljena područja i utvrđuje se gdje je metal više ispupčen (sl. 84.6). Konveksni dijelovi se ocrtavaju kredom ili mekom grafitnom olovkom, a zatim se uložak postavlja na ploču s konveksnim dijelovima prema gore tako da ivice ne vise, već potpuno leže na potpornoj površini ploče. Montaža počinje od ivice najbliže izbočini, duž koje se nanosi jedan red udaraca čekićem u granicama naznačenim na površini prekrivenoj kružićima (sl. 84, d). Zatim udaraju na drugu ivicu. Nakon toga se nanosi drugi red udaraca duž prve ivice i opet idu na drugu ivicu, i tako sve dok se postepeno ne približavaju izbočini. Udarci čekićem se primenjuju često, ali ne jako, posebno pred kraj montaže. Nakon svakog udara, u obzir se uzima njegov utjecaj na radni predmet na mjestu udara i oko njega. Nemojte dozvoliti nekoliko udaraca na isto mjesto, jer to može dovesti do stvaranja novog konveksnog područja.


Pod udarcima čekića materijal oko konveksnog mjesta se izvlači i postepeno izravnava. Ako se na površini obratka nalazi nekoliko ispupčenja na maloj udaljenosti jedna od druge, sa udarcima čekićem po rubovima pojedinačnih izbočina, ta izbočina se prisiljavaju da se spoje u jedno, čemu se onda upravlja udarcima oko njegovih granica, kako je naznačeno iznad.
Tanki limovi se ravnaju lakim drvenim čekićima (maljevi - sl. 85, a), bakrenim, mesinganim ili olovnim čekićima, a vrlo tanki limovi se postavljaju na ravnu ploču i glačaju metalnim ili drveni blokovi(Sl. 85,b).
Obrada (ravnanje) metala
Ispravljanje (ispravljanje) kaljenih delova. Nakon stvrdnjavanja čelični dijelovi ponekad warp. Ispravljanje dijelova koji su savijeni nakon stvrdnjavanja naziva se ravnanje. Preciznost ispravljanja može biti 0,01 - 0,05 mm.




U zavisnosti od prirode ravnanja, koriste se čekići sa kaljenom glavom ili specijalni čekići za ravnanje sa zaobljenom stranom glave. U ovom slučaju, bolje je staviti dio ne na ravna ploča, ali na glavi za ravnanje (sl. 86, a). Udarci se ne nanose na konveksnu, već na konkavnu stranu dijela.
Proizvodi debljine od najmanje 5 mm, ako nisu očvrsnuti, već samo do dubine od 1-2 mm, imaju viskoznu jezgru, pa se relativno lako ispravljaju; potrebno ih je ispraviti kao sirove dijelove, odnosno udariti na konveksna mjesta.
Uređivanje očvrslog kvadrata, u kojem se ugao između prirubnica promijenio nakon stvrdnjavanja, prikazano je na sl. 86,6-g. Ako je ugao postao manji od 90°, udarci čekićem se nanose na vrh unutrašnjeg ugla (Sl. 86.6 i d lijevo), ako je ugao postao veći od 90°, udarci se nanose na vrh spoljni ugao (sl. 86, c i d desno).
U slučaju savijanja proizvoda duž ravnine i duž uskog rebra, ravnanje se izvodi odvojeno - prvo duž ravnine, a zatim duž rebra.
Montaža materijala kratkih šipki vrši se na prizmama (Sl. 87, a), pravilnim pločama (Sl. 87.6) ili jednostavnim oblogama, udarajući čekićem po konveksnim mjestima i krivinama. Nakon uklanjanja izbočina, ravnost se postiže nanošenjem laganih udaraca duž cijele dužine šipke i okretanjem lijevom rukom. Pravost se provjerava okom ili razmakom između ploče i šipke.


Snažno elastični i takođe vrlo debeli obradak se oblači na dve prizme, udarajući kroz mekanu podlogu kako bi se izbegli urezi u radnom komadu. Ako su sile koje razvija čekić nedovoljne za ravnanje, koriste se ručne ili mehaničke prese.
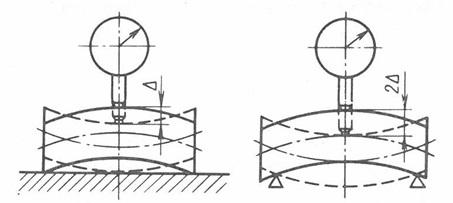
Montažna osovina (prečnika do 30 mm) na ručnim presama (Sl. 88, a) izvodi se na sledeći način. Osovina 2 je postavljena na prizme 4 i 5, a pritisak se vrši pomoću vijka 3. Vrijednost otklona se ovdje određuje u centrima 7 pomoću indikatora 6 (Sl. 88.6).
Da bi se eliminisala zaostala naprezanja na mestima ispravljanja, odgovorna osovina se polako zagrevaju 30 - 60 minuta na temperaturu od 400 - 500°C, a zatim polako hlade.
Stvrdnjavanje se vrši polaganjem zakrivljene osovine na ravnu ploču sa ispupčenjem prema dolje i čestim i laganim udarcima po površini osovine malim čekićem (Sl. 89, a). Nakon pojave na površini kaljenog sloja (sl. 89.6), praznina između osovine i ploče nestaje i obrada se prekida.
Uređivanje metodom grijanja (bez utjecaja). Profilni metal (uglovi, kanali, T-Grade, I-grede), šuplja osovina, debeli čelični lim, otkovci se koriguju zagrevanjem zakrivljenog mesta (ispupčenja) puhaljkom ili gorionik za zavarivanje do trešnje crvene; metalni slojevi koji okružuju izbočinu hlade se sirovim azbestom ili vlažnim krajevima (krpama) (Sl. 90).
Budući da je zagrijani metal duktilniji, kada se hladi mlazom komprimiranog zraka, zagrijano područje se skuplja i metal se ispravlja.
Obrada metala
TO kategorija:
Savijanje i ravnanje metala
Obrada metala
Zakrivljenost dijelova provjerava se okom ili razmakom između ploče i dijela koji je na nju položen. Rubovi zakrivljenih mjesta su označeni kredom.
Prilikom uređivanja, važno je odabrati prava mjesta za hit. Snaga udara treba da bude srazmerna količini zakrivljenosti i da se postepeno smanjuje kako se krećete od najveće krivine ka najmanjem. Montaža se smatra završenom kada nestanu sve nepravilnosti i dio postane ravan, što se može odrediti primjenom ravnala. Montaža se vrši na nakovnju, običnoj ploči ili pouzdanim oblogama koje isključuju mogućnost klizanja dijelova s njih pri udaru.
Da biste spriječili udarce ruku, vibracije prilikom ispravljanja metala, potrebno je nositi rukavice, čvrsto držati dijelove, izratke na ploči ili nakovnju.
Montaža trake se vrši sledećim redosledom. Na konveksnoj strani, granice zavoja su označene kredom, nakon čega se na lijevu ruku stavlja rukavica i uzima traka, a u desnu ruku uzmi čekić i zauzima radni položaj.
Traka se postavlja na pravilnu ploču tako da leži ravno na ploči sa konveksnom prema gore, dodirujući se u dvije točke. Udarci se nanose na konveksne dijelove, prilagođavajući silu udara ovisno o debljini trake i veličini zakrivljenosti; što je veća zakrivljenost i što je traka deblja, to su udarci jači. Kako se traka ispravlja, sila udara slabi i češće se traka okreće s jedne strane na drugu dok se potpuno ne ispravi. Sa nekoliko izbočina, prvo ispravite one najbliže krajevima, a zatim smještene u sredini.
Rezultati montaže (ravnost obratka) provjeravaju se okom, tačnije, na pločici za označavanje duž zazora ili nanošenjem ravnala na traku.
Uređivanje trake. Nakon očne provjere na konveksnoj strani, granice zavoja su označene kredom. Zatim se šipka postavlja na ploču ili nakovanj (slika 1) tako da zakrivljeni dio bude konveksan prema gore. Udarci čekićem se nanose na konveksni dio od rubova krivine do srednjeg dijela, prilagođavajući silu udara ovisno o promjeru šipke i veličini krivine. Kako se zavoj ispravlja, sila udara se smanjuje, završavajući laganim udarcima i okretanjem šipke oko svoje ose. Ako šipka ima nekoliko krivina, prvo se koriguju oni koji su najbliži krajevima, a zatim oni koji se nalaze u sredini.

Rice. 1. Obrada okruglog metala

Rice. Slika 2. Šema ispravljanja lisnog materijala: a, b - savijeni blankovi, c. d - raspodjela šokova
Obrada lima je složenija od prethodnih operacija. Limeni materijal i praznine izrezane od njega mogu imati valovitu ili izbočenu površinu. Na obradacima sa valovitim rubovima (slika 2, a), valovite površine se prvo ocrtavaju kredom ili mekom grafitnom olovkom. Nakon toga se radni komad postavlja na ploču tako da rubovi obratka ne vise, već potpuno leže na potpornoj površini, a pritiskajući ga rukom, počinju ispravljati. Za rastezanje sredine obratka, udarci čekićem se nanose od sredine obratka do ruba kao što je prikazano na sl. 2, u krugovima. Krugovi manjeg prečnika odgovaraju manjim potezima, i obrnuto.
Jači udarci se nanose u sredinu i sila udarca se smanjuje kako se približava njenoj ivici. Kako bi se izbjeglo stvaranje pukotina i radno očvršćavanje materijala, nemoguće je nanositi ponovljene udarce na isto mjesto obratka.
Posebna pažnja, pažnja i oprez se primjećuju prilikom ispravljanja praznina od tankog limenog materijala. Nanose lagane udarce, jer nepravilnim udarcem, bočne strane čekića mogu ili probušiti lim ili uzrokovati izvlačenje metala.

Rice. 3. Obrada tankih limova: a - drvenim čekićem (majem), b - drvenom ili metalnom šipkom
Prilikom ravnanja zalogaja sa ispupčenjima otkrivaju se iskrivljena područja, te se utvrđuje gdje je metal više ispupčen (sl. 2). Konveksni dijelovi se ocrtavaju kredom ili mekom grafitnom olovkom, a zatim se radni komad postavlja na ploču s konveksnim dijelovima prema gore, tako da njegovi rubovi ne vise, već potpuno leže na potpornoj površini ploče. Montaža počinje od ivice najbliže ispupčenju, duž koje se nanosi jedan red udaraca čekićem u granicama naznačenim na površini prekrivenoj kružićima (sl. 2, d). Zatim udaraju na drugu ivicu. Nakon toga se nanosi drugi red udaraca duž prve ivice i opet idu na drugu ivicu, i tako sve dok se postepeno ne približavaju izbočini. Udarci čekićem se nanose često, ali ne jako, posebno pred kraj uređivanja. Nakon svakog udara, u obzir se uzima njegov utjecaj na radni predmet na mjestu udara i oko njega. Nemojte dozvoliti više udaraca na isto mjesto, jer to može dovesti do stvaranja novog konveksnog područja.
Pod udarcima čekića materijal oko konveksnog mjesta se izvlači i postepeno izravnava. Ako na površini obratka postoji nekoliko ispupčenja na maloj udaljenosti jedna od druge, sa udarcima čekićem po rubovima pojedinačnih izbočina, te izbočine se prisiljavaju da se povežu u jedno, čemu se tada upravlja udarcima oko njegovih granica, kako je naznačeno iznad.
Tanki limovi se ravnaju lakim drvenim čekićima (batovi - sl. 3, a), bakrenim, mesinganim ili olovnim čekićima, a vrlo tanki limovi se postavljaju na ravnu ploču i glačaju metalnim ili drvenim šipkama (sl. 3, b).
Ispravljanje (ispravljanje) kaljenih delova. Nakon stvrdnjavanja, čelični dijelovi se ponekad iskrivljuju. Ispravljanje dijelova koji su savijeni nakon stvrdnjavanja naziva se ravnanje. Preciznost ispravljanja može biti 0,01-0,05 mm.
U zavisnosti od prirode ravnanja, koriste se čekići sa kaljenim udarcem ili specijalni čekići za ravnanje sa zaobljenim licem.

Rice. 4. Ispravljanje očvrslih delova: a - na glavi za ravnanje, b - kvadratno duž unutrašnjeg ugla, c - duž spoljašnjeg ugla, d - mesta udara
lijena strana napadača. U ovom slučaju, bolje je postaviti dio ne na ravnu ploču, već na glavu za ispravljanje (slika 4, a). Udarci se ne nanose na konveksnu, već na konkavnu stranu dijela.
Proizvodi debljine od najmanje 5 mm, ako nisu očvrsnuti, već samo do dubine od 1-2 mm, imaju viskoznu jezgru, pa se relativno lako ispravljaju; potrebno ih je ispraviti kao sirove dijelove, odnosno udariti na konveksna mjesta.
Uređivanje očvrslog kvadrata, u kojem se nakon stvrdnjavanja promijenio ugao između polica, prikazano je na sl. 4, 6-g. Ako je ugao postao manji od 90°, udarci čekićem se nanose na vrh unutrašnjeg ugla (sl. 84 b i d, lijevo), ako je kut postao veći od 90°, udarci se nanose na vrh spoljni ugao (sl. 4, c i d, desno) .
U slučaju savijanja proizvoda duž ravnine i duž uskog rebra, ravnanje se izvodi odvojeno - prvo duž ravnine, a zatim duž rebra.
Obrada kratkog šipkastog materijala vrši se na prizmama (sl. 5, a), pravilnim pločama (sl. 5, b) ili jednostavnim oblogama, udarajući čekićem po konveksnim mjestima i krivinama. Nakon uklanjanja izbočina, ravnost se postiže nanošenjem laganih udaraca duž cijele dužine šipke i okretanjem lijevom rukom. Pravost se provjerava okom ili razmakom između ploče i šipke.

Rice. 5. Montaža kratkih osovina i šipki: a - na prizmama, b - na ploči
Snažno elastični i takođe vrlo debeli obradak se oblači na dve prizme, udarajući kroz mekanu podlogu kako bi se izbegli urezi u radnom komadu. Ako su sile koje razvija čekić nedovoljne za ravnanje, koriste se ručne ili mehaničke prese.
Uređivanje (ravnanje) je operacija kojom se eliminišu nepravilnosti, zakrivljenosti ili druge nesavršenosti oblika obradaka. Uređivanje i ravnanje imaju istu svrhu, ali se razlikuju po načinu izvođenja i korištenim alatima i uređajima.
Montaža je ravnanje metala djelovanjem pritiska na jedan ili drugi njegov dio, bez obzira da li se taj pritisak proizvodi presom ili udarcima čekića. „
Oblačenje je po pravilu pripremna operacija koja prethodi glavnim operacijama obrade metala.
Obradi su podvrgnuti čelični limovi i limovi od obojenih metala i njihovih legura, traka, šipkasti materijal, cijevi, žica, kao i metalne zavarene konstrukcije. Radni komadi i delovi od lomljivih materijala (liveno gvožđe, bronza, itd.) ne mogu se uređivati.
Postoje dvije metode obrade metala: ručno ravnanje, koje se izvodi čekićem na čeličnim liveno-gvozdenim pločama za ravnanje, nakovnjima i sl. i mašinsko ravnanje, koje se izvodi na mašinama za ravnanje. Prilikom ručnog ravnanja bravar traži mjesta na površini obratka ili dijela, pri udaru na koja bi se radni predmet ispravljao, odnosno ležao bi na ploči, bez izbočina, savijanja i valovitosti.
Metal se ravna i hladno i toplo. U potonjem slučaju, mora se imati na umu da se ravnanje čeličnih gredica i dijelova može izvesti u temperaturnom rasponu od 1100-850 °C. Zagrijavanje iznad navedenih temperatura dovodi do pregrijavanja, a potom i do izgaranja obradaka, odnosno do nepopravljivog braka.
Montaža se koristi u slučajevima kada je potrebno eliminisati izobličenje oblika obratka - valovitost, izvijanje, udubljenja, zakrivljenost, ispupčenje itd. Metal se može uređivati u hladnom i zagrijanom obliku. Zagrijani metal je lakše uređivati, međutim, to vrijedi i za druge vrste njegove plastične deformacije, na primjer, savijanje.
Kod kuće se oblačenje treba obaviti na nakovnju ili masivnoj ploči od čelika ili lijevanog željeza. Radna površina peći mora biti ravna i čista. Da bi buka udara bila manje glasna, peć treba ugraditi drveni sto, sa kojim je, osim toga, moguće nivelirati ploču tako da bude u horizontalnom položaju.
Za uređivanje potreban vam je poseban bravarski alat. Ne možete to napraviti nikakvim čekićem koji vam je pri ruci, metal ne samo da se ne može ispraviti, već može dobiti još veće nedostatke. Čekić mora biti napravljen od mekanog materijala- olovo, bakar, drvo ili guma. Osim toga, nemoguće je uređivati metal čekićima s četvrtastim udaračem - to će ostaviti tragove u obliku ureza na metalnoj površini. Glava čekića treba da bude okrugla i polirana.
Osim čekića, koriste se drvene i metalne gleterice i nosači. Koriste se za ravnanje tankih limova i traka. Za obradu kaljenih delova sa oblikovanim površinama postoje ispravne glave.
Vjerovatno ne vrijedi podsjećati da se metalno ravnanje (ravnanje) mora raditi u radnim rukavicama, bez obzira da li je posao težak ili ne, da li je obradak velik ili mali i da li je jako zakrivljen.
Da biste provjerili zakrivljenost radnog komada, morate ga položiti na glatku ploču s površinom koja bi nakon ispravljanja trebala biti ravan. Razmak između ploče i radnog komada će ukazati na stepen zakrivljenosti koji treba eliminisati. Zakrivljena mjesta moraju biti označena kredom, tako da je mnogo lakše udarati čekićem nego fokusirati se samo na zakrivljenost vidljivu oku.
Ispravljanje metalne trake savijene u ravni je najjednostavnija operacija. Zakrivljeni radni komad mora biti postavljen tako da ima dvije dodirne točke sa nakovnjem. Udarci čekićem ili maljem treba nanositi na najkonveksnija mjesta i smanjiti snagu udaraca kako izbočine postaju sve manje. Nemojte udarati samo po jednoj strani radnog predmeta, metal se može saviti u suprotnom smjeru. Da se to ne bi dogodilo, radni komad se mora s vremena na vrijeme okrenuti. Iz istog razloga ne biste trebali zadavati nekoliko udaraca zaredom na istom mjestu.
Ako postoji nekoliko izbočina, prvo morate izravnati rubove obratka, a zatim njegovu sredinu.
Ispravljanje okruglog metala - ova vrsta posla je u osnovi slična ispravljanju metalne trake - potrebno je kredom označiti neravna mjesta i postaviti radni komad s izbočenjem prema gore, udarce treba nanositi na izbočinu od rubova krivine do sredine izbočina. Kada se korigira glavna krivina, sila udarca se mora smanjiti i metalna šipka periodično rotirati oko svoje ose kako bi se spriječilo zakrivljenje u suprotnom smjeru.
Metalne šipke kvadratnog presjeka moraju se uređivati istim redoslijedom.
Montaža metala uvijenog u spiralu vrši se metodom odmotavanja. Da biste ispravili zakrivljenost, morate jedan kraj upletenog metala stegnuti u veliki škripac na stolu, a drugi u ručni škripac. Nakon što ste odvrtali metal do mjere koja se može kontrolirati okom, morate nastaviti uređivanje na glatkoj, provjerenoj ploči na uobičajen način, kontrolirajući zakrivljenost kroz svjetlost.
Ispravne hidraulične prese za ravnanje - ravnanje osovina, osovina, cijevi
Vrlo često, bilo koja vrsta proizvodnje postavlja pitanje: Kako se osovina, cijev može ispraviti? Kako obnoviti i popraviti savijeni i deformisani čelik? Mi znamo odgovore na sva ova pitanja.
URALSTANKOSERVIS isporučuje nove moderne uvozne ravne prese proizvedene u Nemačkoj, Italiji, a nudi i ruske ravne prese sopstvene proizvodnje (proizvedene u Rusiji).
NAMJENA, PRIMJENA I UPOTREBA PRAVIH HIDROPRESERA
Vertikalne industrijske hidraulične prese su dizajnirane da eliminišu nedostatke u dijelovima u hladnom stanju: deformacije, zakrivljenosti, savijanja, savijanje dijelova i zaliha nakon nepravilnog skladištenja, transporta, nakon termičke obrade, stvrdnjavanja, navarivanja, prskanja.
Presa se može koristiti za popravku i restauraciju dijelova.
Prešanjem se eliminišu takvi nedostaci u obradacima kao što su: konveksnost, konkavnost, aksijalna nelinearnost i neravnina, savijanje, deformacije, neusklađenost nosećih i pomoćnih površina.
Koriste se za obradu dugih i dugotrajnih proizvoda i raznih obrtnih tijela - osovina, osovina, cijev, otvore vratila i cijevni zarezi, pogonski cilindri, hidraulični cilindri, pneumatski cilindri, šipke, kotrljajni valjci, kardanska vratila i kardanska vratila, stepenaste osovine, glatke otkovke, dugi vijci, rotori, osovine propelera i brodova, bušaće cijevi i cijevi za cijevi.
HIDRAULIČNA PRESA ZA ISPRAVLJANJE DELOVA TIPA OS-VRATILO, CIJEV SA POKRETNIM PROIZVODOM

oblik dijelova - cilindrični, kvadratni, poligonalni, vijci.
HIDRAULIČNA PRESA SA POKRETNIM STUPOM ZA ravnanje i ispravljanje zakrivljenosti delova - ručna i CNC


Presa se kreće duž fiksnog proizvoda, čime se vrši korekcija na pravom mestu.
zauzima minimum prostora u radionici.
HIDRAULIČNA PRESA ZA ISPRAVLJANJE ZA ISPRAVLJANJE CIJEVI ILI vratila sa fiksnim proizvodom i pokretnom presom



Portalna presa - portal s cilindrom kreće se duž fiksne cijevi, uz pomoć koje se vrši uređivanje. Zauzima minimalno prostora u radionici.
Po posebnoj porudžbini proizvodimo automatski kompleks za ravnanje sa CNC-om.
Tehnologija dotjerivanja osovine
proizvod ili dio koji se ispravlja fiksira se u posebnu ispravnu fiksaciju u kojoj se proizvod može slobodno okretati oko svoje ose, proizvod se rotira i označavaju mjesta koja se uređuju.
S jakim savijanjem osovine, ravnanje se vrši obrnutim otklonom.
osovina nakon ispravljanja treba da ima minimalne izbočine i odstupanja.
UREĐIVANJE DETALJA
Uređivanje je proces uklanjanja nedostataka koji narušavaju oblik obratka plastičnom deformacijom. Radni komad koji se edituje naziva se defektnim. Prošli tehnološki proces uređivanja naziva se ispravljenim.
Strojno ravnanje proizvoda od metala i legura omogućuje isključivanje izobličenja u obliku proizvoda, kao i vanjskih geometrijskih nedostataka - kršenje ispravnosti geometrijskog oblika poprečnog presjeka - profila.
Zakrivljenost može biti opća po dužini ili lokalna.
Vrste zakrivljenosti:
1. u obliku srpa (polumjesec)
2. arched
3. uvijanje
4. valovitost
5. savijanje - to je valovitost u uzdužnom i poprečnom smjeru - udubljenja i izbočine imaju veliku dužinu
6. zakrivljenost - odstupanje ose cilindričnog proizvoda.
7. ravnost
8. odstupanje od pravosti (konveksnost i konkavnost)
Obrada poboljšava kvalitetu površine i točnost geometrijskog oblika valjanih proizvoda i limova, proizvoda tipa osovine (glatke, stepenaste, radilice, itd.) kao i takvih izradaka kao što su: četvrtasti ureznici, toplo valjani okrugli čelik, kalibrirane čelične šipke , trake praznine.
Takođe, toplo valjane, debelozidne i tankozidne, hladno valjane, hladno vučene, bušaće cevi (dozvoljena krivina od 1 mm na 1 metar) podležu ispravljanju.
Uređivanje se koristi za ispravljanje izobličenja, izobličenja i povodca koji se pojavljuju kada:
· toplinska obrada valjanih proizvoda, otkovaka i dijelova. Kada se metal ohladi, nastaju naprezanja koja deformiraju dio.
· grijanje tokom proizvodnje i montaže
· kršenje tehnologije utovara i istovara
· nepravilan transport i skladištenje
Montaža omogućava dobijanje izradaka veće tačnosti.Tehnološki procesi mašinske montaže izvode se metodama plastičnog savijanja i zatezanja ili kompresije.
za kontinuiranu obradu koriste se valjkaste mašine, za povremeno dovlačenje, kada se zakrivljeni delovi ravnaju jedan po jedan, koriste se hidraulične prese.
Gredice se ravnaju u toplom i hladnom stanju (hladno ravnanje).
Toplo ravnanje se koristi za smanjenje napora.
Ispravan rad obavlja ispravljač koji radi.
Za dobijanje ravnih i nezakrivljenih delova koriste se ispravne prese sa malom brzinom klipa.
Alat za oblaganje se sastoji od gornjeg probijača i preklopa, kao i dvije pokretne prizme (prizme za oblaganje).
Za oblačenje se obično koristi vertikalna presa za ravnanje u obliku slova C. Otvoreni prostor olakšava pristup pri rukovanju dugim dijelovima.Presa se sastoji od ležaja, pumpne jedinice i proširenog stola za ravnanje.
Proizvod koji se ispravlja fiksiran je u konusnim centrima (fiksnim ili kliznim) ili valjcima - progib proizvoda se kontrolira pomoću indikatora. Valjci su neophodni da bi se olakšala rotacija delova tokom procesa ispravljanja.
Centri i valjci su opružni i mogu se ljuljati na prstima umetnutim u lijeva i desna kolica, koja se slobodno kreću duž vodilica stola za ravnanje, što vam omogućava uređivanje na velikom broju tačaka.
Upravlja se razdjelnikom presa koji je povezan polugom, a ravnalica može kontrolisati i preuređivanje graničnika (razmak između prizmi potpore), kretanje valjkastog transportera i rotaciju valjaka. Nakon podešavanja, kada se klip pomeri prema gore, opruge automatski postavljaju radni predmet u kontrolni položaj.
Korektor tokom uređivanja ne bi trebao dozvoliti pretjerano savijanje dijela.
Ispravljač provjerava kvalitetu montaže uz pomoć indikatorske glave za oticanje na kontroliranim površinama.
pravi alat, pravi alat.
opskrba praznim dijelovima ispod preše se vrši duž valjkastog transportera s pogonskim ili nepogonskim valjcima.
u slučaju grijanog ravnanja, peć se ugrađuje pored preše, jer se s povećanjem temperature povećava plastičnost, a smanjuje čvrstoća i otpornost na deformacije.
U procesu ravnanja pod pritiskom (plastična deformacija) mijenja se mikrostruktura i makrostruktura obratka.
Sila uređivanja zavisi od odsecanja radnog komada, udaljenosti između nosača.
Ako je sila oblaganja nedovoljna - savijanje može biti elastično - u ovom slučaju će radni komad, nakon uklanjanja opterećenja, vratiti svoj izvorni oblik i dimenzije - ovaj fenomen se naziva oprugom.
Što je metal tvrđi i što je njegova jačina tečenja veća, to je veći povratni udar.
Zbog toga je neophodno da sila ispravne prese bude veća od granice popuštanja deformisanog metala - za 0,25-1%.
Prilikom uređivanja dolazi do elastičnih i plastičnih deformacija - elastična deformacija se pojavljuje u obliku inverzne elastične deformacije.
Da bi se zakrivljeni dio ispravio, potrebno ga je ne samo odvojiti, već i malo saviti u suprotnom smjeru - dati mu obrnutu zakrivljenost, s obzirom da će nakon uklanjanja opterećenja doći do opruge i presjeka Prilikom vrućeg ravnanja nema povratnog povrata.

KONTROLA KVALITETA
Tokom ove operacije se provjeravaju geometrijski oblici proizvoda koji se smatraju odgovarajućim ako su odstupanja u dimenzijama unutar tolerancija koje su tehnolozi odredili za naknadnu obradu.
Za okrugle osovine i cilindrični dijelovi- rotacijom proizvoda i indikatorske glave provjerava se otkucaj površine - konkavnost je jednaka polovini amplitude očitavanja indikatora.
Ispravnost oblika gotovih praznina može se odrediti vizualno okom ili pomoću šablona i mjernih alata.
Prilikom opremanja prese elektronskim mjernim sistemima i senzorima, informacije iz njih se mogu prenijeti u CNC sistem za dalju obradu.
RAVNANJE PLOVA I LIMOVA, LIMOVA I LIMOVA
Dugi limovi, valjani listovi se ravnaju na mašinama za ravnanje sa više valjaka (valjci za ravnanje). Dio koji se ispravlja nekoliko puta se provlači kroz rolne.
Za dotjerivanje malih obradaka, obrada se koristi na hidrauličnim presama u žig za ravnanje (ispravljanje). Marka se sastoji od 2 masivne ploče - jedna ploča je postavljena na sto, druga na klizač. Radne površine matrice izrađene su od tri vrste: glatke (koriste se sa niskim zahtjevima za kvalitetom obrade), točkaste (za debele radne komade), oblatne (za dijelove male debljine).
Za dotjerivanje kratkih cilindričnih dijelova moguće je koristiti dvovaljni premaz - između dva valjka koji se okreću u istom smjeru, valjci se rotiraju jedan u odnosu na drugi različitim brzinama.
Usluge naše kompanije: popravka hidrauličnih presa, modernizacija hidrauličnih presa, montažni radovi na presama, demontaža, montaža nove opreme, proizvodnja novih specijalnih presa, izrada po zahtevima kupaca, projektovanje nestandardnih presa.
.jpg) |
|
| Jekaterinburg, Pervouralsk, Kamensk-Uralski, Nižnji Tagil, Čeljabinsk, Mias, Zlatoust, Magnitogorsk, Orsk, Kurgan, Orenburg, Tjumenj, Ufa, Kazanj, Iževsk, Kirov | besplatni transport |
| Nižnji Novgorod, Vladimir, Čeboksari, Penza, Tambov, Samara, Saratov | dostava košta 70.000 rubalja |
| Volgograd, Astrakhan, Voronjež, Kursk, Orel, Lipeck, Belgorod | |
| Moskva, Kaluga, Rjazanj, Tver, Smolensk, Brjansk | cijena dostave 95.000 rubalja |
| Kazahstan | dostava košta 100.000 rubalja |
| Krasnodar, Rostov na Donu, Stavropolj, Taganrog | dostava košta 120.000 rubalja |
| Sankt Peterburg, Petrozavodsk, Arhangelsk, Pskov, Siktivkar, Salekhard | troškovi dostave 110.000 rubalja |
| Omsk, Tomsk, Novosibirsk, Surgut, Nizhnevartovsk, Barnaul | troškovi dostave 85.000 rubalja |
| Krasnojarsk, Kemerovo, Irkutsk, Ulan-Ude, Habarovsk, Komsomolsk na Amuru, Vladivostok | provjerite cijenu dostave |



