Prilikom sklapanja 2 dijela koji su uključeni jedan u drugi razlikuju se pokriveno I pokrivanje površine, čije je značenje jasno iz naziva.
Ograđena površina se zove rupa pokriveno - osovina.
Na primjer, unutarnja cilindrična površina čahure i površina utora za ključ - ženske površine, rupe; vanjska cilindrična površina čahure i površina ključa - muške površine, osovine.
Razlika između dimenzija ženske i muške površine (između dimenzija rupe i osovine) određuje prirode veze detalji ili sletanje, tj. veći ili manji stepen pokretljivosti delova ili stepen čvrstoće spojeva (za fiksne spojeve).
Ako je veličina rupe D veća od veličine osovine d, tada se pozitivna razlika između njih, koja karakterizira stupanj pokretljivosti (sloboda relativnog kretanja), naziva jaz S:
S = D - d; Dd; S0. (3.8)
Ako je veličina osovine d veća od veličine rupe D, tada se pozitivna razlika između njih, koja karakterizira stupanj čvrstoće veze, naziva smetnje N:
N = d – D; d D; N0. (3.9)
Predopterećenje (ako je potrebno) može se izraziti kao negativan zazor i obrnuto:
S=-N;N=-S. (3.10)
Nazivna veličina - glavna procijenjena veličina, zaokružena na standard. Na crtežu su označene nazivne dimenzije otvora i osovine u nalegu i od nje se računaju odstupanja koja su data u tabeli standarda za tolerancije.
Nazivne dimenzije (kada su zaokružene nakon izračuna za čvrstoću, krutost, stabilnost ...) odabrane su prema GOST 6636-69 * "Normalne linearne dimenzije". Upotreba samo standardnih linearnih dimenzija dovodi do smanjenja standardnih dimenzija radnih komada, reznih, mjernih alata i smanjenja troškova proizvodnje.
Prema GOST-u, predviđen je raspon veličina od 0,001 do 20000 mm, izgrađen na osnovu željenih brojeva. Ustanovljena su četiri reda veličina koje se povećavaju u geometrijskoj progresiji sa značajnim =;  ;
;
 ;
;
 . Redovi su označeni Ra5, Ra10, Ra20, Ra40. Najveći broj veličina u zadnjem redu, najmanji - u prvom. Prilikom odabira apoena, svaki prethodni red treba dati prednost pred sljedećim.
. Redovi su označeni Ra5, Ra10, Ra20, Ra40. Najveći broj veličina u zadnjem redu, najmanji - u prvom. Prilikom odabira apoena, svaki prethodni red treba dati prednost pred sljedećim.
Prirodna veličina naziva se veličina dobivena kao rezultat mjerenja sa dozvoljenom greškom.
Dimenzije između kojih stvarna veličina dobrih dijelova u seriji mora biti (ili biti jednaka) nazivaju se graničnim tj. maksimalno ograničenje D max , d max i najmanja granica D min, d min.
Radi pojednostavljenja, na crtežima i tabelama, umjesto graničnih dimenzija, postavljaju se odgovarajuća granična odstupanja - gornja i donja.
Gornje odstupanje(ES, es) je algebarska razlika između najveće granice veličine i nominalne veličine veze.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
gdje je d n s nazivni prečnik spoja.
Donja devijacija(EI, ei) - algebarska razlika između najmanje granične veličine i nominalne veličine veze:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Odstupanja mogu biti pozitivna, negativna ili nula.
Tolerancija veličine T je razlika između graničnih veličina:
T D \u003d D max - D min; (3.15)
T d \u003d d max - d min. (3.16)
Tolerancija - vrijednost je uvijek pozitivna, pa je u dokumentima naznačena bez znaka.
Zamjenjujući u izraze (3.15) i (3.16) vrijednosti graničnih dimenzija, izražene u devijacijama i nominalnoj vrijednosti, određujemo:
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
Tolerancija je jednaka razlici graničnih odstupanja (sa svojim predznakom!).
Tolerancija karakterizira tačnost veličine. Što je manja tolerancija, to je veća tačnost, manji je mogući raspon promjena veličine u seriji i obrnuto. Vrijednost tolerancije utječe na operativna svojstva spoja i proizvoda, kao i na složenost proizvodnje i cijenu dijela. Proizvodnja dijelova s manjom tolerancijom zahtijeva upotrebu preciznije opreme, preciznih mjernih instrumenata, učvršćenja, odgovarajućih načina obrade, što povećava cijenu proizvoda.
Prilikom sastavljanja dijelova (na primjer, osovina je spojena na čauru) proizvedenih u granicama tolerancije, ovisno o nasumičnoj kombinaciji veličina rupa i osovina, mogu se dobiti različita uklapanja. Obično se dijele na slijetanja sa klirensom (S), interferencija (N), prijelazna (N-S).
klirens fit naziva se naleganje u kojem su zazori predviđeni u svim spojevima na sklopu. The interferencijalna sletanja.
prelazni naziva se slijetanje, u kojem neki od spojeva na sklopu dobivaju praznine, a ostali - nepropusnost.
Svako slijetanje karakteriziraju granični (najveći, najmanji) zazori ili smetnje, čija je vrijednost određena graničnim dimenzijama dijelova.
Najmanji zazor S min u spoju nastaje ako se vratilo veličine d max ugradi u rupu veličine D min:
S min = D min -d max (3.19)
S min \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3.20)
Najveći zazor S max u spoju će se dobiti ako se osovina s najmanjom graničnom veličinom d min ugradi u rupu s najvećom graničnom veličinom D max:
S max = D max -d min (3.21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
Isto tako,
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3.23)
N max = d max - D min = eS - EI \u003d - S min. (3.24)
Prosječni razmak ili interferencija jednaka je:
S c (N c) =  .
(3.25)
.
(3.25)
Raspon zazora ili smetnje određuje zazor, smetnju ili toleranciju naleganja (T S , T N).
tolerancija uklapanja(T S, T N) - razlika između graničnih zazora ili smetnji:
T S = (T N) = S max (N max) - S min (N min). (3.26)
U ovom izrazu, umjesto S max , S min, zamjenjujemo njihove vrijednosti prema (3.20), (3.22):
T S = (ES - ei) - (EI - es) = (ES - EI) + (es - ei) \u003d T D + T d. (3.27)
Dakle, tolerancija naleganja jednaka je zbroju tolerancija otvora i osovine.
Isto tako,
T N \u003d N max - N min \u003d T D + T d. (3.28)
Zamislite da postoji serija čahura i osovina koje treba sastaviti. U ovoj seriji čahura najvećih dimenzija, D max će biti vrlo mali (na primjer, 1 od 100 komada), slično tome, u seriji osovina najmanjih dimenzija, d min će također biti mali (na primjer, 1 od 100). Prirodno je pretpostaviti da montažer, birajući dijelove i sklapajući spojeve bez odabira, vjerovatno neće istovremeno uzimati dijelove dimenzija D max i d min (vjerovatnoća ovog događaja za naš primjer je 1/1001/100 = 1/ 10 4). Vjerojatnost takvog događaja je vrlo mala, tako da praktično neće biti spojeva s razmakom jednakim S max u sklopu. Iz istih razloga, u sklopu praktički neće biti veza s razmakom jednakim S max.
Da bi se odredila veličina najvećeg  i najmanje
i najmanje  (probabilističkih) praznina koje proizlaze iz sklopa, ovom inženjerskom problemu ćemo pristupiti sa stanovišta teorije vjerovatnoće.
(probabilističkih) praznina koje proizlaze iz sklopa, ovom inženjerskom problemu ćemo pristupiti sa stanovišta teorije vjerovatnoće.
Pretpostavljamo da raspodjela dimenzija dijelova slijedi normalni zakon i da je proizvodna tolerancija jednaka rasponu veličina tokom proizvodnje, tj. T = 6. Takođe pretpostavljamo da nema izbora delova tokom montaže (montaža je nasumična).
Poznato je da sastav (kombinacija) dva normalna zakona takođe daje normalan zakon. Stoga, raspodjela vrijednosti klirensa (interferencije) slijedi normalni zakon.
Iz kursa teorije vjerovatnoće je poznato da je matematičko očekivanje zbira slučajnih varijabli jednako zbiru njihovih matematičkih očekivanja. Stvarne dimenzije dijelova su slučajne varijable, čija će matematička očekivanja biti bliska prosječnim veličinama u seriji.
Matematičko očekivanje zbira nasumičnih veličina je matematičko očekivanje jaza:
M S = M D + M -d . (3.29)
S c = D c - d c , (3.30)
gdje su S c , D c , d c prosječne vrijednosti dimenzija zazora, rupe i osovine.
Varijanca zbira nezavisnih slučajnih varijabli jednaka je zbiru njihovih varijansi. Varijanca D je standardna devijacija na kvadrat:
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
Tada, uzimajući T = 6, dobijamo:
T S =  .
(3.33)
.
(3.33)
Sa vjerovatnoćom P = 0,9973, vrijednosti stvarnih praznina će biti unutar:
Tada će najveći vjerovatnosti jaz biti jednak:
 ,
(3.35)
,
(3.35)
i najmanji vjerojatnosni jaz:
 .
(3.36)
.
(3.36)
Izrazi (3.35) i (3.36) su približni (ranije su specificirani uslovi za njihovo dobijanje). Tačnije, ove vrijednosti će se odrediti u odjeljku “Dimenzionalni lanci”.
Da bi se pojednostavili proračuni tolerancija i slijetanja, koristi se raspored polja tolerancije. Konstrukcije na njima se izvode u odnosu na nazivnu liniju, označenu 0 - 0. Linije graničnih i nazivnih veličina položene su s jedne granice.
Stoga će linije dimenzija veće od nominalne biti smještene iznad linije 0 - 0, a linije dimenzija manjih od nominalne će biti ispod.
Gore od linije 0 - 0 na odabranoj skali pokazuju pozitivna odstupanja, dolje - negativna. Dvije linije maksimalnih dimenzija ili maksimalnih odstupanja otvora i osovine formiraju dva tolerancijska polja koja su označena kao pravokutnici (razmjer pravokutnika je proizvoljan po dužini). Polje tolerancije je zona promjene veličine, zatvorena između linija gornjeg i donjeg odstupanja (ili odgovarajućih dimenzija). Polje tolerancije je širi pojam od tolerancije. Karakterizira ga ne samo vrijednost tolerancije, već i njegova lokacija u odnosu na nominalnu vrijednost. Različita (po lokaciji) tolerancijska polja mogu imati istu toleranciju.
Kod naleganja sa zazorom, polje tolerancije otvora se nalazi iznad tolerancijskog polja osovine; kod interferencije, polje tolerancije rupe mora biti locirano ispod polja tolerancije osovine. U prijelaznim slijetanjima, polja tolerancije moraju se preklapati.
Osnovni pojmovi i definicije
Državni standardi(GOST 25346-89, GOST 25347-82, GOST 25348-89) zamenio je OST sistem tolerancija i sletanja, koji je bio na snazi do januara 1980. godine.
Uslovi su dati prema GOST 25346-89„Osnovne norme zamjenjivosti. jedan sistem dozvole i sletanja.
Shaft- termin koji se konvencionalno koristi za označavanje vanjskih elemenata dijelova, uključujući necilindrične elemente;
Rupa- izraz koji se konvencionalno koristi za označavanje unutrašnjih elemenata dijelova, uključujući necilindrične elemente;
glavna osovina- osovina, čije je gornje odstupanje jednako nuli;
Glavna rupa- rupa čije je donje odstupanje jednako nuli;
Veličina- numerička vrijednost linearne veličine (prečnik, dužina itd.) u odabranim mjernim jedinicama;
prirodna veličina- veličina elementa, utvrđena mjerenjem sa dozvoljenom tačnošću;
Nominalna veličina- veličina u odnosu na koju se utvrđuju odstupanja;
Devijacija- algebarska razlika između veličine (stvarne ili granične veličine) i odgovarajuće nominalne veličine;
kvaliteta- skup tolerancija za koje se smatra da odgovaraju istom nivou tačnosti za sve nominalne veličine;
Slijetanje- priroda spoja dvaju dijelova, određena razlikom u njihovim veličinama prije montaže.
Gap- ovo je razlika između dimenzija rupe i osovine prije montaže, ako je rupa veća od veličine osovine;
Preload- razlika između dimenzija osovine i rupe prije montaže, ako je veličina osovine veća od veličine rupe;
tolerancija uklapanja- zbir tolerancija otvora i osovine koji čine spoj;
Tolerancija T- razlika između najveće i najmanje granične veličine ili algebarska razlika između gornjeg i donjeg odstupanja;
Standardno IT odobrenje- bilo koja od tolerancija utvrđenih ovim sistemom tolerancija i sletanja;
Polje tolerancije- polje ograničeno najvećom i najmanjom graničnom veličinom i određeno vrijednošću tolerancije i njegovim položajem u odnosu na nominalnu veličinu;
Slijetanje sa odobrenjem- slijetanje, u kojem se uvijek formira jaz u spoju, tj. najmanja granična veličina rupe je veća ili jednaka najvećoj graničnoj veličini osovine;
Interferencijalno sletanje- slijetanje, pri kojem se uvijek stvara smetnja u vezi, tj. najveća granica veličine rupe je manja ili jednaka najmanjoj granici veličine osovine;
prelazno uklapanje- slijetanje, u kojem je moguće dobiti i zazor i naleganje u spoju, ovisno o stvarnim dimenzijama rupe i osovine;
Slijetanja u sistem rupa- sletanja u kojima se traženi zazori i smetnje dobijaju kombinovanjem različitih tolerancijskih polja osovine sa tolerancijskim poljem glavne rupe;
Uklapa se u sistem osovine- sletanja u kojima se traženi zazori i smetnje dobijaju kombinacijom različitih tolerancijskih polja rupa sa tolerancijskim poljem glavnog vratila.
Polja tolerancije i njihova odgovarajuća granična odstupanja su postavljena različitim rasponima nominalnih veličina:
do 1 mm- GOST 25347-82;
od 1 do 500 mm- GOST 25347-82;
preko 500 do 3150 mm- GOST 25347-82;
preko 3150 do 10.000 mm- GOST 25348-82.
GOST 25346-89 utvrđuje 20 kvalifikacija (01, 0, 1, 2, ... 18). Kvaliteti od 01 do 5 namijenjeni su prvenstveno kalibrima.
Tolerancije i granična odstupanja postavljena u standardu odnose se na dimenzije dijelova na temperaturi od +20 o C.
Instalirano 27
osnovna odstupanja osovine i 27
odstupanja glavne rupe. Glavno odstupanje je jedno od dva granična odstupanja (gornja ili donja), koja određuje položaj polja tolerancije u odnosu na nultu liniju. Glavno odstupanje je najbliže nulti liniji. Naznačena su glavna odstupanja rupa velika slova latinica, osovine - mala slova. Izgled glavnih odstupanja, s naznakom kvalifikacija u kojima se preporučuje njihova upotreba, za veličine do 500
mm je prikazan ispod. Zasjenjeno područje se odnosi na rupe. Shema je prikazana skraćeno.

Imenovanje sletanja. Slijetanja se biraju ovisno o namjeni i uvjetima rada opreme i mehanizama, njihovoj tačnosti, uvjetima montaže. Pri tome je potrebno voditi računa o mogućnosti postizanja tačnosti kada razne metode prerada proizvoda. Prije svega, treba primijeniti preferirana slijetanja. U osnovi, slijetanja se koriste u sistemu rupa. Naleganja sistema vratila su korisna kada se koriste neki standardni dijelovi (na primjer, kotrljajni ležajevi) i u slučajevima kada se osovina konstantnog promjera koristi cijelom dužinom da se na nju ugradi nekoliko dijelova s različitim nasjedima.
Tolerancije otvora i osovine u spoju ne smiju se razlikovati za više od 1-2 kvaliteta. Rupi se obično pripisuje veća tolerancija. Zazori i smetnje treba izračunati za većinu tipova spojeva, posebno za spojeve sa smetnjama, frikcione ležajeve i druge spojeve. U mnogim slučajevima, uklapanja se mogu dodijeliti po analogiji s prethodno dizajniranim proizvodima koji su slični u pogledu radnih uvjeta.
Primjeri primjene nasjedanja, uglavnom se odnose na željene spojeve u sistemu rupa u veličinama 1-500 mm.
Slijetanja sa klirensom. kombinacija rupa H sa osovinom h(klizni spojevi) se uglavnom koriste u fiksnim spojevima kada je potrebno često rastavljanje (zamjenski dijelovi), ako trebate lako pomicati ili rotirati dijelove jedan u odnosu na drugi prilikom postavljanja ili podešavanja, da centrirate fiksne dijelove.
Slijetanje H7/h6 primijeniti:
Za izmjenjive zupčanike u alatnim strojevima;
- u spojevima sa kratkim hodom, npr. za drške opružnih ventila u čahurama za vođenje (primjenjivo je i uklapanje H7/g6);
- za spojne dijelove koji bi se trebali lako pomicati kada su zategnuti;
- za precizno vođenje u klipnim pokretima (klipnjača u vodilicama pumpe visokog pritiska);
- za centriranje kućišta kotrljajućih ležajeva u opremi i raznim mašinama.
Slijetanje H8/h7 koristi se za centriranje površina sa smanjenim zahtjevima za poravnanje.
Odletišta H8 / h8, H9 / h8, H9 / h9 se koriste za fiksne dijelove sa niskim zahtjevima za preciznošću mehanizama, malim opterećenjem i potrebom da se osigura laka montaža (zupčanici, spojnice, remenice i drugi dijelovi spojeni na osovinu sa ključ; kućišta kotrljajućih ležajeva, centriranje prirubničkih spojeva), kao i u pokretnim spojevima sa sporim ili rijetkim translacijskim i rotacijskim pokretima.
Slijetanje H11/h11 koristi se za relativno grubo centrirane fiksne spojeve (centriranje poklopaca prirubnica, pričvršćivanje gornjih provodnika), za nekritične šarke.
Slijetanje H7/g6 karakteriše ga minimalni garantovani jaz u odnosu na ostale. Koriste se u pokretnim spojevima kako bi se osigurala nepropusnost (npr. kalem u čahuri pneumatske bušilice), tačan smjer ili za kratke hode (ventili u ventilskoj kutiji) itd. H6/g5 i čak H5/g4.
Slijetanje H7/f7 koristi se u kliznim ležajevima pri umjerenim i konstantnim brzinama i opterećenjima, uključujući u mjenjačima; centrifugalne pumpe; za zupčanike koji se slobodno okreću na osovinama, kao i točkove koji se uključuju pomoću spojnica; za vođenje potiskivača u motorima sa unutrašnjim sagorevanjem. Preciznije uklapanje ovog tipa - H6/f6- koristi se za precizne ležajeve, razdjelnike hidrauličnih prijenosnika putničkih automobila.
Slijetanja H7/e7, H7/e8, H8/e8 I H8/e9 koristi se u ležajevima pri velikim brzinama (u elektromotorima, u zupčanicima motora sa unutrašnjim sagorevanjem), sa razmaknutim nosačima ili velikom dužinom parenja, na primer, za blok zupčanika u alatnim mašinama.
Slijetanja H8/d9, H9/d9 koriste se, na primjer, za klipove u cilindrima parnih strojeva i kompresora, u spojevima ventilskih kutija s kućištem kompresora (za njihovo rastavljanje potreban je veliki razmak zbog stvaranja čađi i značajne temperature). Precizniji prisjedi ovog tipa -H7 / d8, H8 / d8 - koriste se za velike ležajeve pri velikim brzinama.
Slijetanje H11/d11 koristi se za pokretne spojeve koji rade u uslovima prašine i prljavštine (sklopovi poljoprivrednih mašina, vagoni), u okretni zglobovišipke, poluge itd., za centriranje poklopaca parnih cilindara sa brtvljenjem spojeva sa prstenastim brtvama.
Prelazna sletanja. Dizajniran za fiksne veze dijelova koji su podvrgnuti montaži i demontaži tokom popravki ili radnih uvjeta. Međusobnu nepokretnost dijelova osiguravaju ključevi, igle, pritisni vijci itd. Manje čvrsto prianjanje propisano je ako je potrebno za čestu demontažu spoja, uz neugodnost, potrebna je visoka preciznost centriranja, uz udarna opterećenja i vibracije.
Slijetanje H7/n6(gluhi tip) daje najtrajnije veze. Primjeri primjene:
Za zupčanike, spojnice, radilice i druge dijelove pod velikim opterećenjima, udarima ili vibracijama u zglobovima, koji se obično rastavljaju samo prilikom velikih popravaka;
- prstenovi za podešavanje sletanja na osovine malih i srednjih električnih mašina; c) slijetanje provodnih čaura, klinova za lociranje, klinova.
Slijetanje H7/k6(vrsta zatezanja) u proseku daje blagi zazor (1-5 mikrona) i obezbeđuje dobro centriranje, bez potrebe za značajnim naporom za montažu i demontažu. Koristi se češće od ostalih prijelaznih podmetača: za slijetanje remenica, zupčanika, spojnica, zamašnjaka (na ključevima), čahure ležaja.
Slijetanje h7/js6(gusti tip) ima veće prosječne zazore od prethodnog i koristi se umjesto njega, ako je potrebno, radi lakše montaže.
Slijetanja sa smetnjama. Izbor sletanja vrši se pod uslovom da se pri najmanjim smetnjama obezbedi čvrstoća veze i prenosa, opterećenja, a kod najveće smetnje čvrstoća delova.
Slijetanje H7/r6 koriste se za relativno mala opterećenja (na primjer, postavljanje zaptivnog prstena na osovinu, koji fiksira položaj unutrašnjeg prstena ležaja u dizalicama i vučnim motorima).
Slijetanja H7/r6, H7/s6, H8/s7 koristi se u spojevima bez pričvrsnih elemenata pod malim opterećenjima (na primjer, čahura u glavi klipnjače pneumatskog motora) i sa spojnicama pod velikim opterećenjem (ugradnja zupčanika i spojnica na ključ u valjaonicama, opremi za bušenje ulja itd. ).
Slijetanja H7/u7 I H8/u8 koristi se u spojevima bez pričvršćivača pod značajnim opterećenjima, uključujući naizmjenična (na primjer, spajanje klina s ekscentrikom u aparatima za rezanje poljoprivrednih strojeva za žetvu); sa pričvrsnim elementima pri vrlo velikim opterećenjima (ugradnja velikih spojnica u pogone valjaonica), pri malim opterećenjima, ali kratke dužine parenja (sjedište ventila u glavi cilindra kamiona, čaura u poluzi za čišćenje kombajna).
Visoko precizne smetnje H6/r5, H6/r5, H6/s5 koriste se relativno rijetko iu spojevima koji su posebno osjetljivi na fluktuacije smetnji, na primjer, slijetanje dvostepene čahure na armaturno vratilo vučnog motora.
Tolerancije za nekompatibilne dimenzije. Za nepodudarne dimenzije, tolerancije se dodjeljuju ovisno o funkcionalnim zahtjevima. Polja tolerancije obično imaju:
- u "plus" za rupe (označeno slovom H i brojem kvaliteta, na primjer, HZ, H9, H14);
- u "minus" za osovine (označeno slovom h i brojem kvaliteta, na primjer h3, h9, h14);
- simetrično oko nulte linije ("plus - minus polovina tolerancije" označava, na primjer, ±IT3/2, ±IT9/2, ±IT14/2). Simetrične tolerancije za rupe mogu se označiti slovima JS (npr. JS3, JS9, JS14), a za osovine slovima js (npr. js3, js9, js14).
Tolerancije za 12-18 Ovu kvalifikaciju karakteriziraju nekonjugirane ili konjugirane dimenzije relativno niske tačnosti. Ponavljajuća granična odstupanja u ovim kvalifikacijama dozvoljeno je da se ne naznače u dimenzijama, već da budu propisana opštim unosom u tehničkim zahtjevima.
Za veličine od 1 do 500 mm

Preferirani krojevi su uokvireni.



Elektronska tabela tolerancija rupa i vratila sa naznakom polja prema stari sistem OST i ESDP.
Kompletna tabela tolerancija i naleganja glatkih spojeva u sistemima rupa i osovina, sa naznakom tolerancijskih polja prema starom OST sistemu i prema ESDP-u:
Povezani dokumenti:
Tablice tolerancije ugla
GOST 25346-89 "Osnovni standardi zamenljivosti. Jedinstveni sistem tolerancija i naleganja. Opšte odredbe, serije tolerancija i osnovna odstupanja"
GOST 8908-81 "Osnovni standardi zamenljivosti. Normalni uglovi i tolerancije uglova"
GOST 24642-81 "Osnovne norme zamenljivosti. Tolerancije oblika i položaja površina. Osnovni pojmovi i definicije"
GOST 24643-81 "Osnovne norme zamjenjivosti. Tolerancije oblika i položaja površina. Numeričke vrijednosti"
GOST 2.308-79 "Jedinstveni sistem za projektnu dokumentaciju. Indikacija na crtežima tolerancije oblika i lokacije površina"
GOST 14140-81 "Osnovni standardi zamjenjivosti. Tolerancije za lokaciju osi rupa za pričvršćivače"
tolerancija veličine - naziva se razlika između najveće i najmanje granične veličine ili algebarska razlika između gornjeg i donjeg odstupanja /2/.
Tolerancija se označava slovom "T" (od lat. tolerancije- dozvola):
TD = D max - Dmin = ES - EI - tolerancija veličine rupe;
Td = dmax - dmin = es - ei - tolerancija veličine osovine.
Za prethodno razmatrane primjere 1 - 6 (odjeljak 1.1), tolerancije dimenzija određuju se na sljedeći način:
1) Td = 24,015 - 24,002 = 0,015 - 0,002 = 0,013 mm;
2) Td = 39,975 - 39,950 = (-0,025) - (-0,050) = 0,025 mm;
3) TD = 32,007 - 31,982 = 0,007 - (-0,018) = 0,025 mm;
4) TD = 12,027 - 12 = 0,027 - 0 = 0,027 mm;
5) Td = 78 - 77,954 = 0 - (- 0,046) = 0,046 mm;
6) Td = 100,5 - 99,5 = 0,5 - (- 0,5) = 1 mm.
Tolerancija - vrijednost je uvijek pozitivna . Tolerancija karakterizira tačnost izrade dijela. Što je manja tolerancija, to je teže obraditi dio, jer se povećavaju zahtjevi za preciznošću mašine, alata, pribora i kvalifikacija radnika. Nerazumno velike tolerancije smanjuju pouzdanost i kvalitet proizvoda.
U nekim spojevima, s različitim kombinacijama maksimalnih dimenzija otvora i osovine, mogu se pojaviti praznine ili smetnje. Priroda spajanja dijelova, određena veličinom praznina ili smetnji koje dovode do toga, zove sletanje . Sletanje karakteriše veću ili manju slobodu relativnog kretanja spojenih delova ili stepen otpora njihovom međusobnom pomeranju /1/.
Razlikovati tri grupe sletanja:
1) sa garantovanim odobrenjem;
2) prelazni;
3) sa garantovanom napetošću.
Ako su dimenzije rupe veće od dimenzija osovine, tada nastaje zazor u spoju.
Gap – ovo je pozitivna razlika između dimenzija rupe i osovine /1/:
S \u003d D - d 0 - jaz;
Smax \u003d Dmax - dmin - najveći razmak,
Smin \u003d Dmin - dmax - najmanji razmak.
Ako su prije montaže dimenzije osovine veće od dimenzija rupe, tada dolazi do smetnji u spoju. Preload – je pozitivna razlika između dimenzija osovine i rupe /1/:
N \u003d d - D 0 - smetnje,
Nmax = dmax - Dmin - maksimalna nepropusnost;
Nmin \u003d dmin - Dmax - najmanja nepropusnost.
Slijetanja u kojima postoji mogućnost zazora ili smetnji nazivaju se prijelaznim.
tolerancija uklapanja je tolerancija zazora za zazore (definirana kao razlika između najvećeg i najmanjeg zazora) ili tolerancija smetnje za čvrsto prianjanje (definirana kao razlika između najvećeg i najmanjeg zazora). U prijelaznim slijetanjima, tolerancija slijetanja je tolerancija klirensa ili smetnje /1/.
Oznaka tolerancije uklapanja:
TS = Smax - Smin - tolerancija sletanja za sletanja sa garantovanim razmakom.
TN \u003d Nmax - Nmin - tolerancija slijetanja za slijetanja sa zajamčenim smetnjama.
T(S,N)=Smax + Nmax - tolerancija sletanja za prelazna sletanja.
Za bilo koju grupu slijetanja, tolerancija slijetanja može se odrediti formulom
Predavanje
Tema #5 Tolerancije i slijetanja
Uvod
U procesu razvoja proizvoda (mašina, jedinica, jedinica) potrebno je poći od datog nivoa standardizacije i unifikacije, koji je određen koeficijentima primenljivosti, ponovljivosti i međuprojektne unifikacije. Sa povećanjem vrijednosti ovih koeficijenata, povećava se ekonomska efikasnost razvijenog proizvoda u procesu njegove proizvodnje i rada. Za povećanje nivoa standardizacije i unifikacije potrebno je već u fazi projektovanja proizvoda koristiti veći broj komponenti koje proizvodi industrija, te težiti razumnom ograničenju razvoja originalnih komponenti. Istovremeno, glavno pitanje u procesu razvoja je tačnost izmjenjivih dijelova, sklopova i komponenti, prvenstveno u pogledu geometrijskih parametara.
Zamjenjivost dijelova, sklopova i sklopova omogućava da se izvrši agregacija kao jedan od metoda standardizacije, da se organizuje nabavka rezervnih dijelova, da se olakša popravka, posebno u teškim uvjetima, svodeći se na jednostavnu zamjenu istrošenih dijelova.
Zamjenjivost- svojstvo samostalno proizvedenih dijelova da zauzmu svoje mjesto u montažnoj jedinici bez dodatne mehaničke ili ručne obrade tokom montaže, pri čemu se osigurava normalan rad sklopljenih proizvoda (sklopova, mehanizama).
Iz same definicije zamjenjivosti proizlazi da je ona preduslov za podjelu proizvodnje, tj. samostalna proizvodnja dijelova, sklopova, sklopova koji se naknadno sastavljaju uzastopno u montažne jedinice, a montažne jedinice - u zajednički sistem(mehanizam, mašina, uređaj). Montaža se može izvesti na dva načina: sa i bez ugradnje sklopljenih dijelova ili montažnih jedinica. Montaža bez okova se koristi u masovnoj i linijskoj proizvodnji, a sa okovom - u pojedinačnoj i maloj proizvodnji. Kod montaže bez ugradnje, dijelovi moraju biti proizvedeni sa potrebnom preciznošću. Međutim, zamjena nije osigurana samo preciznošću geometrijskih parametara. Neophodno je da materijal, trajnost delova, montažnih jedinica i komponenti budu u skladu sa namenom i uslovima rada finalnog proizvoda. Ova zamjenjivost se zove funkcionalan, a geometrijska zamjenjivost je posebna vrsta funkcionalne zamjenjivosti.
Zamjenjivost je potpuna i nepotpuna, eksterna i unutrašnja.
Potpuna zamjenjivost omogućava vam da dobijete navedene pokazatelje kvaliteta bez dodatnih operacija u procesu montaže.
At nepotpuna zamjenjivost pri montaži montažnih jedinica i gotovih proizvoda dozvoljene su radnje vezane za izbor i podešavanje pojedinih dijelova i montažnih jedinica. Omogućava vam da dobijete navedene tehničke i operativne pokazatelje gotovih proizvoda s manjom preciznošću dijelova. Istovremeno, funkcionalna zamjenjivost treba biti samo potpuna, a geometrijska - i potpuna i nepotpuna.
Eksterna zamjenjivost- ovo je zamjenjivost jedinica i komponenti u smislu operativnih parametara i spojnih dimenzija. Na primjer, zamjena elektromotora. Njegovo radni parametri biće - snaga, brzina, napon, struja; priključne dimenzije uključuju prečnike, broj i lokaciju rupa na nogama elektromotora itd.
Interna zamjenjivost osigurana je preciznošću parametara potrebnih za sklapanje dijelova u jedinice, a jedinica u mehanizme. Na primjer, zamjenjivost kugličnih ležajeva ili valjaka kotrljajućih ležajeva, sklopova pogonskih i pogonskih vratila mjenjača itd.
Principi zamjenjivosti primjenjuju se na dijelove, montažne jedinice, komponente i krajnje proizvode.
Zamjenjivost je osigurana preciznošću parametara proizvoda, posebno dimenzijama. Međutim, u procesu proizvodnje neizbježno nastaju greške H čije se numeričke vrijednosti nalaze po formuli
gdje je X data vrijednost veličine (parametar);
Xi je stvarna vrijednost istog parametra.
Greške se dijele na sistematski, nasumični i grubi(promašuje).
Uticaj slučajnih grešaka na tačnost merenja može se proceniti metodama teorije verovatnoće i matematičke statistike. Brojni eksperimenti su pokazali da se distribucija slučajnih grešaka najčešće pridržava normalnog zakona raspodjele, koji karakterizira Gausova kriva (slika 1).
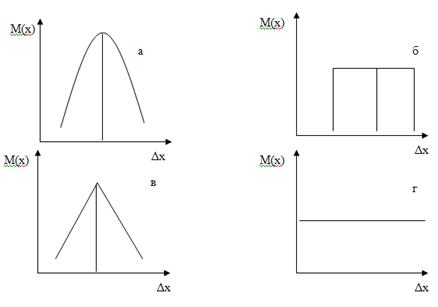
Slika 1 - Zakoni raspodjele slučajnih grešaka
a - normalno; b - Maxwell; c - trougao (Simpson); g - jednako vjerovatno.
Maksimalna ordinata krive odgovara prosječnoj vrijednosti date veličine (za neograničen broj mjerenja naziva se matematičko očekivanje i označava se sa M(X).
Slučajne greške ili odstupanja od su iscrtani duž x-ose. Segmenti paralelni sa y-osom izražavaju vjerovatnoću pojave slučajnih grešaka odgovarajuće vrijednosti. Gaussova kriva je simetrična oko maksimalne ordinate. Stoga su odstupanja od iste apsolutne vrijednosti, ali različitih predznaka, podjednako moguća. Oblik krivulje pokazuje da se mala odstupanja (u apsolutnoj vrijednosti) pojavljuju mnogo češće od velikih, a pojava vrlo velikih odstupanja je praktički malo vjerojatna. Stoga su dozvoljene greške ograničene na određene granične vrijednosti (V je praktično polje raspršenja slučajnih grešaka, jednako razlici između najveće i najmanje izmjerene dimenzije u seriji dijelova). Vrijednost se utvrđuje iz uvjeta dovoljne točnosti uz optimalne troškove za proizvodnju proizvoda. Sa regulisanim lutajućim poljem, ne više od 2,7% slučajnih grešaka može preći granice. To znači da od 100 obrađenih dijelova ne može biti više od tri neispravna. Dalje smanjenje procenta pojave neispravnih proizvoda u tehničkom i ekonomskom smislu nije uvijek preporučljivo, jer. dovodi do prekomjernog povećanja praktičnog polja lutanja, a samim tim i povećanja tolerancija i smanjenja točnosti proizvoda. Oblik krivulje ovisi o metodama obrade i mjerenja proizvoda; tačne metode daju krivulju 1 koja ima zalutalo polje V1; kriva 2, za koju je V2
U zavisnosti od prihvaćenog tehnološkog procesa, obima proizvodnje i drugih okolnosti, slučajne greške se mogu raspodeliti ne po Gaussovom zakonu, već po zakonu jednakoverovatne (Sl. 1b), prema zakonu trougla (Sl. 1c), prema Maksvelov zakon (slika 1d) i sl. Centar grupisanja slučajnih grešaka može da se poklapa sa koordinatom prosečne veličine (slika 1a) ili da se pomeri u odnosu na nju (slika 1d).
Nemoguće je u potpunosti eliminirati utjecaj uzroka koji uzrokuju greške u obradi i mjerenju, jedino je grešku moguće smanjiti primjenom naprednijih tehnoloških procesa obrade. Tačnost veličine (bilo kojeg parametra) naziva se stepen aproksimacije stvarne veličine datoj, tj. tačnost veličine je određena greškom. Kako se greška smanjuje, točnost se povećava i obrnuto.
U praksi, zamjenjivost je osigurana ograničenjem grešaka. Sa smanjenjem grešaka, stvarne vrijednosti parametara, posebno dimenzija, približavaju se datim. Uz male greške, stvarne se dimenzije toliko malo razlikuju od datih da njihova greška ne narušava performanse proizvoda.
2. Tolerancije i slijetanja. Koncept kvaliteta
Glavni pojmovi i definicije utvrđeni su GOST 25346, GOST 25347, GOST 25348 utvrđuju tolerancije i uklapanja za veličine manje od 1 mm, do 500 mm, preko 500 do 3150 mm.
Formule (7) i (8) su izvedene iz sljedećih razmatranja. Kao što slijedi iz formula (2) i (3), najveća i najmanja granična veličina jednake su zbrojima nominalne veličine i odgovarajućeg graničnog odstupanja:
![]() (9)
(9)
![]() (10)
(10)
Zamjena u formulu (5) vrijednosti graničnih dimenzija iz formule
Reducirajući slične članove, dobijamo formulu (7). Formula (8) se izvodi na sličan način.

Slika - Tolerancijska polja rupe i osovine pri slijetanju sa razmakom (odstupanja rupe su pozitivna, odstupanja osovine su negativna)
Tolerancija je uvijek pozitivna vrijednost, bez obzira na to kako se izračunava.
PRIMJER. Izračunajte toleranciju za granične dimenzije i odstupanja. Dato: = 20,010 mm; = 19.989 mm; = 10 µm; = -11 µm.
jedan). Toleranciju računamo kroz granične dimenzije prema formuli (6):
Td = 20,010 - 19,989 = 0,021 mm
2). Toleranciju za granična odstupanja izračunavamo prema formuli (8):
Td = 10 - (-11) = 0,021 mm
PRIMJER. Prema zadatim simbolima osovine i otvora (vratilo - , rupa 20) odrediti nazivne i granične dimenzije, odstupanja i tolerancije (u mm i mikronima).
2.2 Jedinice tolerancije i koncept kvalifikacija
Tačnost dimenzija je određena tolerancijom - kako se tolerancija smanjuje, točnost se povećava i obrnuto.
Svaki tehnološki način obrade dijelova karakterizira njegova ekonomski opravdana optimalna tačnost, ali praksa pokazuje da se povećanjem veličine povećavaju tehnološke poteškoće u obradi dijelova s malim tolerancijama, a optimalne tolerancije neznatno povećavaju pri nepromijenjenim uvjetima obrade. Odnos između ekonomski ostvarive tačnosti i dimenzija izražava se uslovnom vrednošću koja se naziva jedinica tolerancije.
Jedinica tolerancije() izražava zavisnost tolerancije od nazivne veličine i služi kao osnova za određivanje standardnih tolerancija.
Jedinica tolerancije, µm, izračunava se po formulama:
za veličine do 500 mm
za veličine preko 500 do 10000 mm
gdje je prosječni prečnik osovine u mm.
U gornjim formulama, prvi član uzima u obzir uticaj grešaka obrade, a drugi - uticaj grešaka merenja i temperaturnih grešaka.
Dimenzije, čak i ako imaju istu vrijednost, mogu imati različite zahtjeve za preciznošću. Zavisi od dizajna, namjene i radnih uvjeta dijela. Stoga se uvodi koncept kvaliteta .
kvaliteta- karakteristika tačnosti izrade dijela, određena skupom tolerancija koje odgovaraju istom stepenu tačnosti za sve nazivne veličine.
Tolerancija (T) za kvalifikacije, uz neke izuzetke, određena je formulom
gdje je a broj jedinica tolerancije;
i(I) - jedinica tolerancije.
Prema ISO sistemu za veličine od 1 do 500 mm, 19 kvalifikacija. Svaki od njih se podrazumijeva kao skup tolerancija koje osiguravaju konstantnu relativnu točnost za određeni raspon nazivnih veličina.
Tolerancije 19 kvalifikacija u opadajućem redoslijedu tačnosti rangiraju se: 01, 0, 1, 2, 3,..17 i uslovno označavaju IT01, IT0, IT1 ... IT17. ovdje su TO tolerancije rupa i osovine, što znači “ISO tolerancija”.
U okviru jednog kvaliteta “a” je konstantna, stoga sve nazivne veličine u svakom kvalitetu imaju isti stepen tačnosti. Međutim, tolerancije u istoj kvalifikaciji za različite veličine ipak se mijenjaju, jer s povećanjem veličine raste jedinica tolerancije, što slijedi iz gornjih formula. Prilikom prelaska sa kvalifikacija visoke preciznosti na kvalifikacije grube preciznosti, tolerancije se povećavaju zbog povećanja broja jedinica tolerancije, pa se u različitim kvalifikacijama mijenja točnost istih nazivnih dimenzija.
Iz svega navedenog proizilazi da:
Jedinica tolerancije ovisi o veličini i ne ovisi o namjeni, uvjetima rada i načinu obrade dijelova, odnosno jedinica tolerancije omogućava procjenu tačnosti različitih veličina i predstavlja opću mjeru točnosti ili tolerancijske skale različitih kvalifikacije;
Tolerancije istih veličina u različitim kvalifikacijama su različite, jer zavise od broja tolerancijskih jedinica „a“, odnosno kvalifikacije određuju tačnost istih nazivnih veličina;
Različiti načini obrade dijelova imaju određenu ekonomski ostvarivu točnost: „grubo“ tokarenje omogućava obradu dijelova s grubim tolerancijama; za obradu sa vrlo malim tolerancijama koristi se fino mlevenje itd., pa kvalifikacije zapravo određuju tehnologiju obrade delova.
Opseg kvalifikacija:
Kvalitete od 01 do 4 koriste se u proizvodnji mjernih blokova, mjerača i brojača, dijelova mjernih instrumenata i drugih visoko preciznih proizvoda;
Kvalitete od 5. do 12. koriste se u proizvodnji dijelova koji se uglavnom spajaju s drugim dijelovima raznih vrsta;
Kvaliteti od 13. do 18. koriste se za parametre dijelova koji se ne spajaju i nemaju odlučujući utjecaj na performanse proizvoda.Granička odstupanja se određuju prema GOST 25346-89.
Uobičajeno označavanje tolerancijskih polja za GOST 25347-82.
Simbol za granična odstupanja i slijetanja
Granična odstupanja linearnih dimenzija označena su na crtežima uslovnim (slovnim) oznakama tolerancijskih polja ili numeričkim vrijednostima graničnih odstupanja, kao i slovnim oznakama tolerancijskih polja uz istovremeno navođenje brojčanih vrijednosti graničnih odstupanja u zagradama na desno (sl. 5.6, a...c). Slijetanja i maksimalna odstupanja u dimenzijama dijelova prikazanih na sastavljenom crtežu označeni su razlomkom: u brojniku - slovna oznaka ili brojčanu vrijednost maksimalnog odstupanja rupe ili slovnu oznaku koja označava njegovu brojčanu vrijednost u zagradama na desnoj strani, u nazivniku - slična oznaka tolerancijskog polja osovine (slika 5.6, d, e). Ponekad su, da bi se označilo sletanje, naznačena maksimalna odstupanja samo jednog od parnih delova (slika 5.6, e).

Rice. 5.6. Primjeri označavanja tolerancijskih polja i doskoka na crtežima
U legendi polja tolerancije obavezno je navesti numeričke vrijednosti graničnih odstupanja u sljedećim slučajevima: za veličine koje nisu uključene u seriju normalnih linearnih dimenzija, na primjer 41,5 H7 (+0,025) ; prilikom dodjele graničnih odstupanja, konvencije koji nisu predviđeni GOST 25347-82, na primjer, za plastični dio (slika 5.6, g).
Granična odstupanja treba dodijeliti svim dimenzijama navedenim na radnim crtežima, uključujući nepodudarne i neodgovorne dimenzije. Ako se ne dodijele maksimalna odstupanja za veličinu, može doći do dodatnih troškova (kada nastoje da ova veličina bude tačnija nego što je potrebno) ili povećanja mase dijela i prekomjerne potrošnje metala.
Za površinu koja se sastoji od presjeka iste nominalne veličine, ali različitih maksimalnih odstupanja, granica između ovih presjeka je povučena tankom punom linijom, a nazivna veličina s odgovarajućim maksimalnim odstupanjima je naznačena za svaki presjek posebno.
Tačnost glatkih elemenata metalnih dijelova, ako odstupanja za njih nisu navedena neposredno iza nazivnih dimenzija, već su propisana općim zapisom, normaliziraju se ili kvalifikacijama (od 12 do 17 za veličine od 1 do 1000 mm), označeno sa IT, ili klasama tačnosti (tačne, srednje, grube i vrlo grube) utvrđenim GOST 25670-83. Tolerancije za klase tačnosti označavaju t1, t2, t3 i t4 - redom za klase tačnosti - fino, srednje, grubo i veoma grubo.
Nespecificirana granična odstupanja za dimenzije osovina i rupa mogu se dodijeliti i jednostrano i simetrično; za dimenzije elemenata koji se ne odnose na rupe i osovine zadaju se samo simetrična odstupanja. Jednostrana granična odstupanja mogu se dodijeliti i po kvalifikacijama (+ IT ili -IT) i po klasama tačnosti (± t / 2), ali su dozvoljena i po kvalifikacijama (± T / 2). Kvalitet 12 odgovara klasi tačnosti "tačan", kvalitet 14 - "srednji", kvalitet 16 - "grubo", kvalitet 17 - "veoma grub". Numeričke vrijednosti nespecificiranih graničnih odstupanja date su u GOST 25670-83. Za dimenzije metalnih dijelova obrađenih rezanjem poželjno je dodijeliti nespecificirana granična odstupanja prema kvaliteti 14 ili „prosječnoj“ klasi tačnosti. Nespecificirana maksimalna odstupanja čvorova, polumjera zakrivljenosti i ivica dodjeljuju se prema GOST 25670-83, ovisno o kvaliteti ili klasi tačnosti nespecificiranih maksimalnih odstupanja linearnih dimenzija.
Spajanje dijelova (montažnih jedinica) mora osigurati tačnost njihovog položaja ili kretanja, pouzdanost rada i lakoću popravke. S tim u vezi, mogu se postaviti različiti zahtjevi za dizajn priključaka. U nekim slučajevima potrebno je dobiti pokretnu vezu s razmakom, u drugim - fiksnu vezu s interferentnim spojem.
jaz S nazivaju razliku u veličinama rupe i osovine, ako je veličina rupe veća od veličine osovine, tj. S= D- d.
smetnje N naziva se razlika u veličini rupe i osovine, ako je veličina osovine veća od veličine rupe. Sa sličnim omjerom prečnika d I D predopterećenje se može smatrati negativnim zazorom, tj.
N= - S= - (D- d) = d- D , (12)
Zazori i napetosti ne osiguravaju se samo preciznošću dimenzija pojedinačnih dijelova, već, uglavnom, omjerom dimenzija spojnih površina - pristajanja.
sletanje nazovite prirodu spoja dijelova, determiniranu veličinom praznina ili smetnji koje dovode do toga.
Ovisno o lokaciji tolerancijskih polja, rupe i osovina za pristajanje dijele se u tri grupe:
Slijetanje sa razmakom (obezbedite razmak u spoju);
Smetnje za smetnje (obezbeđuju smetnje u vezi);
Prelazna slijetanja (omogućavaju postizanje i zazora i napetosti u spojevima).
Slijetanja s razmakom karakteriziraju marginalni razmaci - najveći i najmanji. najveći klirens Smax jednaka je razlici između najveće granice veličine rupe i najmanje granice veličine osovine. Najmanji klirens Smin jednaka je razlici između najmanje granične veličine rupe i najveće granične veličine osovine. Odletišta sa zazorom uključuju i podeste kod kojih se donja granica tolerancijskog polja rupe poklapa s gornjom granicom tolerancijskog polja osovine.
Za formiranje interferencije, promjer osovine prije montaže mora nužno biti veći od promjera rupe. U sklopljenom stanju, promjeri oba dijela u zoni sučelja su izjednačeni. Najveća zategnutost Nmax jednaka razlici između najveće granične veličine osovine i najmanje granične veličine rupe. Najmanje predopterećenje Nmin jednaka je razlici između najmanje granične veličine osovine i najveće granične veličine rupe.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Granične smetnje, kao i granični razmaci, se jednostavno izračunavaju kroz granična odstupanja:
![]()
![]() , (13)
, (13)
Prelazna sletanja. Glavna karakteristika prijelaznih slijetanja je da se u spojevima dijelova koji pripadaju istim serijama mogu dobiti ili praznine ili smetnje. Prijelazna slijetanja karakteriziraju najveći razmaci i najveće smetnje.
Na osnovu proračuna donosimo sljedeće zaključke:
Budući da su negativni zazori jednaki pozitivnim smetnjama i obrnuto, za određivanje vrijednosti u prijelaznom uklapanju Smax I Nmax dovoljno je izračunati oba granična zazora ili oba granična smetnja;
Sa tačnim proračunom Smin ili Nminće se nužno pokazati negativnim, a u apsolutnim vrijednostima će biti jednake, respektivno, Nmax ili Smax.
tolerancija uklapanja TP jednak je zbroju tolerancija provrta i osovine. Za slijetanja sa zazorom, tolerancija slijetanja jednaka je toleranciji zazora ili razlici između graničnih razmaka:
TP =TS= Smax- Smin , (14)
Slično, može se dokazati da je za smetnje nasjedanja tolerancija uklapanja jednaka toleranciji smetnje ili razlici smetnje:
TP =TN= Nmax- Nmin , (15)
3.1 Uklapa se u sistem rupa i u sistem osovine
Dio u kojem položaj tolerancijskog polja ne ovisi o vrsti uklapanja naziva se glavnim dijelom sistema. Glavni dio je dio čije je tolerancijsko polje osnova za formiranje naleganja uspostavljenog u ovom sistemu tolerancija i naleganja.
Main rupa- rupa čije je donje odstupanje jednako nuli EI = 0. Za glavnu rupu, gornje odstupanje je uvijek pozitivno i jednako toleranciji ES = 0 = T; polje tolerancije nalazi se iznad nulte linije i usmjereno je ka povećanju nazivne veličine.
Basic osovina- osovina čije je gornje odstupanje jednako nuli es = 0. Na glavnom vratilu, Td = 0(ei) = tolerancijsko polje se nalazi ispod nulte linije i usmjereno je prema smanjenju nazivne veličine.
Ovisno o tome koji od dva spojna dijela je glavni, sistemi tolerancije i uklapanja uključuju dva reda nasjedanja: uklapanja u sistem rupa - različiti zazori i smetnje se dobijaju spajanjem različitih osovina na glavnu rupu; dolasci u sistem osovine - razni zazori i smetnje se dobijaju spajanjem raznih rupa na glavno okno.
U sistemu osovine, ograničenja veličine rupe za svako uklapanje su različita, a za obradu će biti potrebna tri seta specijalnih alata. Podešavanje sistema osovine se koristi kada se više delova spajaju glatkim vratilom (pin) za različite podloge. Na primjer, u instrumentaciji, precizne osi malog promjera (manje od 3 mm) se često prave od glatkih kalibriranih šipki.
Da bi se postigla različita uklapanja u sistem rupa, potrebno je znatno manje specijalnih alata za izradu rupa. Iz tog razloga ovaj sistem ima dominantnu primenu u mašinstvu.
Dodatno
Mjerila za glatke cilindrične dijelove. Mjerila su glavno sredstvo za kontrolu dijelova. Koriste se za ručnu kontrolu i široko se koriste u automatskoj kontroli dijelova. Mjerila pružaju visoku pouzdanost kontrole.
Prema namjeni, kolosijeci se dijele u dvije glavne grupe: radni - prolazni R-PR i neprohodni - R-NOT; kontrolni mjerači - K-RP, K-NE i K-I.
Radni mjerači PR i NOT dizajnirani su za kontrolu proizvoda u procesu njihove proizvodnje. Ove kalibre koriste radnici i inspektori odjela za kontrolu kvalitete proizvođača.
Radni kalibri se nazivaju graničnim, jer njihove dimenzije odgovaraju graničnim dimenzijama kontroliranih dijelova. Granični mjerači vam omogućavaju da odredite da li su stvarne dimenzije dijelova unutar tolerancije. Dio se smatra dobrim ako prolazi kroz žljeb za prolaz i ne prelazi u prolaz koji nije prolazan.
Nazivne dimenzije kalibara su dimenzije koje bi kalibri trebali imati da su savršeno precizno proizvedeni. Pod ovim uvjetom, nazivna veličina prolaznog nosača bit će jednaka najvećoj graničnoj veličini osovine, a nazivna veličina neprolaznog nosača će biti jednaka najmanjoj graničnoj veličini osovine. Nominalna veličina prolaznog čepa bit će jednaka najmanjoj graničnoj veličini rupe, a nazivna veličina nepropusnog čepa bit će jednaka najvećoj graničnoj veličini rupe.
Zahtjevi za kontrolu su: biti visoko produktivan; vreme potrebno za kontrolu treba da bude što je moguće kraće vreme potrebno za proizvodnju dela; kontrola mora biti pouzdana i ekonomski isplativa.
Ekonomska isplativost upravljanja određena je cijenom kontrolnih sredstava, otpornošću na habanje mjernih površina i veličinom suženja tabelarnog tolerancijskog polja dijela.

Na primjer, najveće sužavanje tolerancijskog polja se postiže kada se stvarne dimenzije kalibara poklope s njihovim maksimalnim dimenzijama koje se nalaze unutar polja tolerancije dijela.
Tabelarna tolerancija sužena kalibrima naziva se proizvodna tolerancija. Tolerancija produžena zbog kalibara naziva se zagarantovana. Što je manja proizvodnja, to je skuplja izrada delova, posebno preciznijih kvaliteta.
Granični mjerači provjeravaju prikladnost dijelova s tolerancijom od IT6 prije IT 17, posebno u masovnoj i masovnoj proizvodnji.
U skladu sa Taylorovim principom, čepovi i prstenovi imaju pune forme i dužine jednake dužinama koje se spajaju, a pokretni mjerači često imaju nekompletan oblik: na primjer, umjesto prstenova koriste se spajalice, kao i čepovi nepotpunog oblika presjek i skraćeno u aksijalnom smjeru. Strogo pridržavanje Taylorovog principa povezano je s određenim praktičnim neugodnostima.
Kontrolni mjerači TO-I služi za ugradnju podesivih merača-nosača i kontrolu nepodesivih merača-nosača, koji su neprohodni i služe za isključenje iz rada usled habanja prolaznih radnih nosača. Unatoč maloj toleranciji kontrolnih mjerača, oni i dalje iskrivljuju utvrđena polja tolerancije za proizvodnju i habanje radnih mjerača, stoga, ako je moguće, kontrolne mjerače ne bi trebalo koristiti. Svrsishodno je, posebno u maloj proizvodnji, kontrolna mjerila zamijeniti mjernim mjerama ili koristiti univerzalne mjerne instrumente.
GOST 24853-81 za glatke mjerila postavlja sljedeće proizvodne tolerancije: H- radni merači (čepovi) za rupe (sl. 5.9, a) (Hs- isti kalibri, ali sa sfernim mjernim površinama); H\ - mjerači (držači) za osovine (sl. 5.9, b); HP- kontrolni mjerači za spajalice.
Za prolazne merače koji se troše tokom procesa kontrole, pored proizvodne tolerancije, obezbeđena je i tolerancija na habanje. Za veličine do 500 mm mjerači habanja PR sa tolerancijom do IT 8, uključujući, može ići izvan polja tolerancije dijelova za iznos at za saobraćajne gužve i y1 za spajalice; za PR mjerila s tolerancijama od IT 9 do IT17 habanje je ograničeno granicom prolaza, tj. y = 0 I y1=0. Treba napomenuti da polje tolerancije na habanje odražava prosječno moguće trošenje kalibra.
Za sva polja tolerancije mjerača H (H s) i H1 pomaknut unutar polja tolerancije proizvoda za vrijednost z za mjerne mjere i z1 za mjerenje klipova.
Sa nominalnim veličinama preko 180 mm, polje tolerancije nepomičnog kalibra također se pomiče unutar polja tolerancije dijela za vrijednost a za čepove i a] za konzole, stvarajući takozvanu sigurnosnu zonu uvedenu da kompenzira grešku. u provjeri kalibara, odnosno rupa i osovina. Polje tolerancije kalibara NE za veličine do 180 mm simetrično i = 0 i l = 0.
Pomicanje tolerancijskih polja kalibara i granica habanja njihovih prolaznih strana unutar tolerancijskog polja dijela omogućava da se eliminira mogućnost narušavanja prirode doskoka i da se osigura da se dimenzije odgovarajućih dijelova dobiju unutar okvira. uspostavljena polja tolerancije.
Prema formulama GOST 24853-81 određuju se izvršne dimenzije kalibara. Izvršni naziv granične dimenzije kalibra, prema kojima se izrađuje novi kalibar. Da bi se ove dimenzije odredile na crtežu, u zagradama je navedena najmanja granična veličina sa pozitivnim odstupanjem; za pluto i kontrolni mjerač - njihova najveća granica veličine s negativnim odstupanjem.
Prilikom označavanja kalibra, nazivne veličine dijela za koji je kalibar namijenjen, slovne oznake polja tolerancije proizvoda, brojčanih vrijednosti maksimalnih odstupanja proizvoda u milimetrima (na radnim kalibrima), vrsta kalibra (npr. PR, NE, K-I) I zaštitni znak proizvođač.
Zaključak
Na današnjoj sesiji obrađivali smo sljedeće teme:
Opće informacije o zamjenjivosti.
Tolerancije i slijetanja. Koncept kvaliteta.
Izbor sistema sletanja, tolerancije i kvalifikacije.
Zadatak za samostalno učenje
(1 sat za samostalno učenje)
Kompletne bilješke sa predavanja.
Nabavite literaturu:
Main
Dodatno
1. Sergeev A.G., Latyshev M.V., Teregerya V.V. Standardizacija, mjeriteljstvo, certifikacija. Tutorial. - M.: Logos, 2005. 560 str.(str. 355-383)
2. Lifits I.M. Standardizacija, mjeriteljstvo i certifikacija. Udžbenik. 4th ed. –M.: Yurayt. 2004. 335 str.
3. Djelovanje naoružanja hemijskih trupa i sredstava zaštite. Tutorial. VAHZ, iverica. 1990. (Inv. 2095).
4. Kontrola kvaliteta razvoja i proizvodnje naoružanja i vojne opreme. Uredio A.M. Smirnova. iverica 2003. 274 str. (Inv. 3447).
Tokom kursa budite spremni da:
1. Odgovorite na pitanja nastavnika.
Dostaviti radne sveske sa razrađenim pitanjima prema zadatku.
Književnost
izmjenjivost obrada dijelova
1. Standardizacija, mjeriteljstvo, sertifikacija. Ed. Smirnova A.M. VU RHBZ, DSP, 2001. 322 str. (Inv. 3460).
2. Sergeev A.G., Latyshev M.V., Teregerya V.V. Standardizacija, mjeriteljstvo, certifikacija. Tutorial. – M.: Logos, 2005. 560 str.
3. Tehnologija metala. Udžbenik. Ed. V.A. Bobrovsky. -M. Vojna izdavačka kuća. 1979, 300 str.
Do glavnog
četvrti dio
Tolerancije i slijetanja.
Alat za mjerenje
Poglavlje IX
Tolerancije i slijetanja
1. Koncept zamjenjivosti dijelova
U modernim fabrikama alatne mašine, automobili, traktori i druge mašine ne proizvode se u jedinicama, pa čak ni u desetinama i stotinama, već u hiljadama. Kod takve proizvodne skale vrlo je važno da svaki dio mašine, kada se sklopi, stane tačno na svoje mjesto bez ikakvog dodatnog bravarskog namještanja. Jednako je važno da bilo koji dio koji ulazi u sklop treba da omogući njegovu zamjenu drugim iste namjene bez ikakvog oštećenja rada cijele gotove mašine. Dijelovi koji zadovoljavaju ove uslove nazivaju se zamjenjiv.
Zamjenjivost dijelova- to je svojstvo dijelova da zauzmu svoja mjesta u sklopovima i proizvodima bez prethodnog odabira ili podešavanja i obavljaju svoje funkcije u skladu sa propisanim tehničkim uslovima.
2. Uparivanje dijelova
Zovu se dva dijela, međusobno pokretno ili nepomično povezana konjugirani. Veličina po kojoj su ti dijelovi povezani naziva se usklađena veličina. Zovu se dimenzije za koje nema spajanja dijelova besplatno veličine. Primjer spojnih dimenzija bi bio prečnik osovine i odgovarajući prečnik rupe u remenici; primjer slobodnih dimenzija je vanjski prečnik remenice.
Da bi se postigla zamjenjivost, dimenzije spoja dijelova moraju biti precizno izvedene. Međutim, takva obrada je komplikovana i nije uvijek svrsishodna. Stoga je tehnologija pronašla način da dobije zamjenjive dijelove uz rad s približnom točnošću. Ova metoda je za raznim uslovima Radom dijela utvrđuju se dozvoljena odstupanja njegovih dimenzija, pod kojima je i dalje moguć besprijekoran rad dijela u mašini. Ova odstupanja, izračunata za različite radne uslove dela, ugrađuju se u poseban sistem koji se naziva sistem dozvola.
3. Koncept tolerancije
Specifikacija dimenzija. Procijenjena veličina dijela, pričvršćenog na crtež, od kojeg se mjere odstupanja naziva se nominalne veličine. Tipično, nazivne dimenzije se izražavaju u cijelim milimetrima.
Zove se veličina stvarno dobivenog dijela tijekom obrade prirodna veličina.
Zovu se dimenzije između kojih stvarna veličina dijela može varirati marginalni. Od njih se zove veća veličina najveće ograničenje veličine, i manji najmanja granica veličine.
odstupanje naziva se razlika između maksimalne i nominalne dimenzije dijela. Na crtežu su odstupanja obično označena brojčanim vrijednostima nominalne veličine, pri čemu je gornje odstupanje naznačeno iznad, a donje odstupanje ispod.
Na primjer, u veličini, nominalna veličina je 30, a odstupanja su +0,15 i -0,1.
Razlika između najveće granične i nominalne veličine naziva se gornje odstupanje, i razlika između najmanje granice i nominalne veličine - manje odstupanje. Na primjer, veličina osovine je . U ovom slučaju, ograničenje maksimalne veličine bit će:
30 +0,15 = 30,15 mm;
gornje odstupanje će biti
30,15 - 30,0 = 0,15 mm;
najmanja granica veličine bi bila:
30+0,1 = 30,1 mm;
niže odstupanje će biti
30,1 - 30,0 = 0,1 mm.
Dozvola za proizvodnju. Razlika između najveće i najmanje granice se naziva prijem. Na primjer, za veličinu osovine, tolerancija će biti jednaka razlici graničnih veličina, tj.
30,15 - 29,9 = 0,25 mm.
4. Zazori i nepropusnost
Ako se dio sa rupom stavi na osovinu prečnika, odnosno prečnika pod svim uslovima manjim od prečnika rupe, tada će se nužno dobiti zazor u spoju osovine sa rupom, kao što je prikazano na sl. 70. U ovom slučaju se poziva sletanje mobilni, jer će se osovina moći slobodno okretati u rupi. Ako je veličina osovine, tj. uvijek veća od veličine rupe (Sl. 71), tada će se prilikom spajanja osovina morati utisnuti u rupu i tada će spoj ispasti zategnutost


Na osnovu prethodno navedenog, može se izvesti sljedeći zaključak:
jaz je razlika između stvarnih dimenzija rupe i osovine kada je rupa veća od osovine;
interferencija je razlika između stvarnih dimenzija osovine i rupe kada je osovina veća od rupe.
5. Klase uklapanja i tačnosti
Slijetanja. Slijetanja se dijele na mobilne i fiksne. U nastavku dajemo najčešće korištena slijetanja, a njihove skraćenice su date u zagradama.

Klase tačnosti. Iz prakse je poznato da se, na primjer, dijelovi poljoprivrednih i cestovnih mašina, bez štete po njihov rad, mogu izraditi manje precizno od dijelova strugova, automobila, merni instrumenti. S tim u vezi, u mašinstvu se delovi različitih mašina proizvode u deset različite klase tačnost. Pet ih je preciznije: 1., 2., 2a, 3., Za; dva manje tačna: 4. i 5.; ostala tri su gruba: 7., 8. i 9..
Da bi se znalo u kojoj klasi tačnosti deo treba da se proizvede, na crtežima se pored slova koje označava uklapanje stavlja broj koji označava klasu tačnosti. Na primjer, C 4 znači: klizni spoj 4. klase tačnosti; X 3 - trčanje 3. klase tačnosti; P - čvrsto prianjanje 2. klase tačnosti. Za sva slijetanja 2. klase, broj 2 nije postavljen, jer se ova klasa točnosti koristi posebno široko.
6. Sistem rupa i sistem osovine
Postoje dva sistema za lociranje tolerancija - sistem rupa i sistem osovine.
Sistem rupa (sl. 72) karakteriše činjenica da u njemu za sva sletanja istog stepena tačnosti (iste klase), koja se odnose na isti nazivni prečnik, rupa ima stalna granična odstupanja, dok raznovrsnost slijetanja se postiže promjenom graničnog ugiba osovine.

Sistem osovine (sl. 73) karakteriše to što u njemu za sva doskočna mesta istog stepena tačnosti (iste klase), koja se odnose na isti nazivni prečnik, osovina ima stalna granična odstupanja, dok je raznovrsnost sletanje u ovom sistemu se vrši promenom graničnih odstupanja rupe.
Na crtežima je sistem rupa označen slovom A, a sistem osovine slovom B. Ako je rupa napravljena po sistemu rupa, tada se nazivna veličina označava slovom A sa brojem koji odgovara klasa tačnosti. Na primjer, 30A 3 znači da se rupa mora obrađivati prema sistemu rupa 3. klase tačnosti, a 30A - prema sistemu rupa 2. klase tačnosti. Ako je rupa obrađena prema sistemu osovine, tada se oznaka nasjedanja i odgovarajuća klasa tačnosti postavljaju na nazivnu veličinu. Na primjer, rupa 30C 4 znači da se rupa mora obraditi sa maksimalnim odstupanjima prema sistemu osovine, prema kliznom dosjedu 4. klase tačnosti. U slučaju kada se vratilo proizvodi po sistemu osovine, stavljaju slovo B i odgovarajuću klasu tačnosti. Na primjer, 30V 3 će značiti obradu osovine prema sistemu osovine 3. klase tačnosti, a 30V - prema sistemu osovine 2. klase tačnosti.
U mašinstvu se sistem rupa češće koristi od sistema osovine, jer je to povezano sa nižim troškovima alata i opreme. Na primjer, za obradu rupe zadatog nominalnog prečnika sa sistemom rupa za sva podmetača jedne klase, potreban je samo jedan razvrtač, a za mjerenje rupe - jedan /granični čep, i sa sistemom osovine za svako podmetanje unutar jedne klase, potrebni su odvojeni razvrtač i poseban granični utikač.
7. Tabele odstupanja
Za određivanje i dodjelu klasa tačnosti, slijetanja i tolerancije koriste se posebne referentne tablice. Budući da su tolerancije obično vrlo male vrijednosti, kako se ne bi pisale dodatne nule, one su naznačene u tablicama tolerancija u hiljaditim dijelovima milimetra, tzv. mikrona; jedan mikron je jednak 0,001 mm.
Kao primjer, data je tablica 2. klase tačnosti za sistem rupa (tablica 7).
Prva kolona tabele daje nazivne prečnike, druga kolona prikazuje odstupanja rupa u mikronima. U preostalim kolonama data su različita slijetanja sa odgovarajućim odstupanjima. Znak plus označava da se odstupanje dodaje nominalnoj veličini, a znak minus označava da se odstupanje oduzima od nominalne veličine.
Kao primjer, definirajmo uklapanje pomaka u sistemu rupa 2. klase tačnosti za spajanje osovine sa rupom nominalnog prečnika 70 mm.
Nazivni prečnik 70 nalazi se između veličina 50-80, postavljenih u prvoj koloni tabele. 7. U drugom stupcu nalazimo odgovarajuća odstupanja rupe. Stoga će najveća granica veličine rupe biti 70.030 mm, a najmanja 70 mm, budući da je donje odstupanje nula.
U koloni "Kretanje slijetanja" u odnosu na veličinu od 50 do 80, naznačeno je odstupanje za osovinu. Dakle, najveća granična veličina osovine je 70-0,012 = 69,988 mm, a najmanja granična veličina je 70-0,032 \u003d 69,968 mm.
Tabela 7
Granična odstupanja rupe i osovine za sistem rupa prema 2. klasi tačnosti
(prema OST 1012). Dimenzije u mikronima (1 mikron = 0,001 mm)


test pitanja 1. Šta se naziva zamjenjivost dijelova u mašinstvu?
2. Zašto su dozvoljena odstupanja u dimenzijama delova?
3. Koje su nazivne, maksimalne i stvarne dimenzije?
4. Može li granična veličina biti jednaka nominalnoj veličini?
5. Šta se zove tolerancija i kako odrediti toleranciju?
6. Šta se naziva gornja i donja devijacija?
7. Šta se naziva klirens i interferencija? Zašto su praznine i prednaprezanja predviđeni u spoju dva dijela?
8. Šta su podesti i kako su naznačeni na crtežima?
9. Navedite klase tačnosti.
10. Koliko sletanja ima 2. klasa tačnosti?
11. Koja je razlika između sistema rupa i sistema osovine?
12. Hoće li se tolerancije rupa mijenjati za različite naleganja u sistemu rupa?
13. Hoće li se granična odstupanja osovine mijenjati za različite naleganja u sistemu rupa?
14. Zašto se sistem rupa češće koristi u mašinstvu nego sistem osovine?
15. Kako se simboli za odstupanja u veličinama rupa stavljaju na crteže ako su dijelovi izrađeni u sistemu rupa?
16. U kojim su jedinicama naznačena odstupanja u tabelama?
17. Odredite pomoću tabele. 7, odstupanja i tolerancije za izradu osovine nominalnog prečnika 50 mm; 75 mm; 90 mm.
Poglavlje X
Alat za mjerenje
Za mjerenje i provjeru dimenzija dijelova strugar mora koristiti različite mjerne alate. Za ne baš precizna mjerenja koriste se mjerna ravnala, čeljusti i unutarnje mjere, a za preciznija mjerenja kalibra, mikrometri, mjerači itd.
1. Mjerni lenjir. čeljusti. Nutrometar
Merilo(Sl. 74) se koristi za mjerenje dužine dijelova i ivica na njima. Najčešći čelični lenjiri su dužine od 150 do 300 mm sa milimetarskim podjelama.

Dužina se mjeri direktnim nanošenjem ravnala na radni komad. Početak podjela ili nulti potez kombinuje se sa jednim od krajeva mjerenog dijela, a zatim se broji potez, koji čini drugi kraj dijela.
Moguća tačnost mjerenja ravnalom je 0,25-0,5 mm.

Kaliper (Sl. 75, a) je najjednostavniji alat za grubo mjerenje vanjskih dimenzija izratka. Čeljust se sastoji od dvije zakrivljene noge koje se nalaze na istoj osi i mogu se rotirati oko nje. Raširivši nožice čeljusti malo više od izmjerene veličine, laganim kuckanjem po mjerenom dijelu ili nekom čvrstom predmetu pomičete ih tako da blisko dodiruju vanjske površine mjerenog dijela. Način prenošenja veličine sa mjernog dijela na mjerno ravnalo prikazan je na sl. 76.

Na sl. 75, 6 prikazuje čeljust opruge. Postavlja se na veličinu pomoću vijka i matice s finim navojem.
Opružna čeljust je nešto praktičnija od obične, jer zadržava zadatu veličinu.
Nutromer. Za gruba merenja unutrašnjih dimenzija koristi se unutrašnji merač, prikazan na sl. 77, a, kao i oprugu unutar merača (sl. 77, b). Uređaj s čeljustom je sličan uređaju s čeljustom; slično je i mjerenje sa ovim instrumentima. Umjesto čeljusti, možete koristiti čeljust, namatajući noge jednu za drugom, kao što je prikazano na sl. 77, c.

Preciznost mjerenja s čeljustima i unutrašnjim mjeračima može se povećati na 0,25 mm.
2. Nonius sa preciznošću očitavanja od 0,1 mm
Tačnost mjerenja mjernim ravnalom, čeljustima, unutrašnjim mjeračem, kao što je već spomenuto, ne prelazi 0,25 mm. Precizniji alat je čeljust (sl. 78), koja može mjeriti i vanjske i unutrašnje dimenzije obradaka. Prilikom rada na strugu, čeljust se također koristi za mjerenje dubine udubljenja ili ramena.

Čeljust se sastoji od čelične šipke (ravnala) 5 sa pregradama i sunđera 1, 2, 3 i 8. Sunđeri 1 i 2 su integralni sa lenjirom, a sunđeri 8 i 3 su integralni sa okvirom 7 koji klize duž lenjira. Pomoću vijka 4 možete pričvrstiti okvir na ravnalo u bilo kojem položaju.

Spužve 1 i 8 se koriste za mjerenje vanjskih površina, spužve 2 i 3 se koriste za mjerenje unutrašnjih površina, a šipka 6 spojena na okvir 7 se koristi za mjerenje dubine udubljenja.
Na okviru 7 nalazi se skala sa potezima za brojanje frakcijskih milimetara, tzv vernier. Nonius omogućava mjerenja sa tačnošću od 0,1 mm (decimalni nonius), au preciznijim kalibrima - sa tačnošću od 0,05 i 0,02 mm.
Nonius uređaj. Razmotrimo kako se kaliper nonija broji s preciznošću od 0,1 mm. Skala nonija (sl. 79) podijeljena je na deset jednakih dijelova i zauzima dužinu jednaku devet podjela skale ravnala, odnosno 9 mm. Dakle, jedna podjela nonija iznosi 0,9 mm, odnosno kraća je od svake podjele ravnala za 0,1 mm.
Ako usko zatvorite usne čeljusti, tada će se nulti hod nonijusa točno poklopiti s nultim hodom ravnala. Preostali potezi nonija, osim posljednjeg, neće imati takvu podudarnost: prvi potez noniusa neće doseći prvi potez ravnala za 0,1 mm; drugi potez noniusa neće doseći drugi potez ravnala za 0,2 mm; treći potez noniusa neće dostići treći potez ravnala za 0,3 mm itd. Deseti potez noniusa će se tačno poklapati sa devetim potezom ravnala.
Ako okvir pomaknete na takav način da se prvi potez noniusa (ne računajući nulu) poklopi s prvim potezom ravnala, tada će se dobiti razmak od 0,1 mm između čeljusti čeljusti. Ako se drugi potez noniusa poklopi sa drugim potezom ravnala, razmak između čeljusti će već biti 0,2 mm, ako se treći potez noniusa poklopi sa trećim potezom ravnala, razmak će biti 0,3 mm, itd. Dakle, potez noniusa koji se tačno poklapa sa kojim - ili sa potezom lenjira, pokazuje broj desetinki milimetra.
Prilikom mjerenja noniusom najprije se broji cijeli broj milimetara koji se ocjenjuje po poziciji koju zauzima nulti hod nonija, a zatim se gleda na koji se hod nonija poklapa hod mjernog ravnala, i određuju se desetinke milimetra.
Na sl. 79, b prikazuje položaj noniusa pri mjerenju dijela prečnika 6,5 mm. Zaista, nulti hod nonijusa je između šestog i sedmog poteza mjernog ravnala, pa je stoga promjer dijela 6 mm plus očitavanje noniusa. Nadalje, vidimo da se peti potez noniusa poklopio s jednim od poteza ravnala, što odgovara 0,5 mm, pa će promjer dijela biti 6 + 0,5 = 6,5 mm.
3. Mjerač dubine
Za mjerenje dubine udubljenja i žljebova, kao i za određivanje ispravnog položaja izbočina po dužini valjka, koristi se poseban alat tzv. mjerač dubine čeljusti(Sl. 80). Uređaj čeljusti sličan je uređaju čeljusti. Ravnilo 1 slobodno se kreće u okviru 2 i fiksira se u njemu željenu poziciju pomoću zavrtnja 4. Lenjir 1 ima milimetarsku skalu, prema kojoj se pomoću noniusa 3, koji se nalazi na okviru 2, određuje dubina ureza ili žleba, kao što je prikazano na sl. 80. Očitavanje nonija se vrši na isti način kao i kod mjerenja kaliperom.

4. Precizna čeljust
Za radove izvedene s većom preciznošću nego što je prethodno smatrano, prijavite se preciznost(tj. tačno) čeljusti.
Na sl. 81 prikazuje preciznu čeljust fabrike. Voskov, koji ima mjerni lenjir dužine 300 mm i nonius.

Dužina nonius skale (slika 82, a) jednaka je 49 podjela mjernog ravnala, što je 49 mm. Ovih 49 mm precizno je podijeljeno na 50 dijelova, od kojih je svaki jednak 0,98 mm. Kako je jedna podjela mjernog ravnala jednaka 1 mm, a jedna podjela nonija 0,98 mm, možemo reći da je svaka podjela mjernog ravnala kraća od svakog podjela mjernog ravnala za 1,00-0,98 = = 0,02 mm. Ova vrijednost od 0,02 mm to znači tačnost, što može dati nonius razmatranog precizna kaliper prilikom merenja delova.


Prilikom mjerenja preciznim kaliperom, na broj cijelih milimetara koji je prošao nulti hod nonijusa potrebno je dodati onoliko stotih dijelova milimetra koliko je hod nonijusa, koji se poklapa sa hodom noniusa. mjerni lenjir, pokazaće se. Na primjer (vidi sliku 82, b), nulti hod nonijusa prošao je 12 mm duž ravnala kalipera, a njegov 12. hod poklopio se s jednim od poteza mjernog ravnala. Budući da podudarnost 12. poteza noniusa znači 0,02 x 12 = 0,24 mm, izmjerena veličina je 12,0 + 0,24 = 12,24 mm.
Na sl. Na slici 83 prikazana je precizna merača iz tvornice Kalibr sa preciznošću očitavanja od 0,05 mm.
Dužina skale nonija ove čeljusti, jednaka 39 mm, podijeljena je na 20 jednakih dijelova, od kojih se svaki uzima kao pet. Dakle, naspram petog poteza nonija nalazi se broj 25, naspram desetog - 50 itd. Dužina svakog podjela nonija je ![]()
Od sl. 83 može se vidjeti da se sa čvrsto zatvorenim čeljustima čeljusti samo nulti i posljednji potezi nonija poklapaju s potezima ravnala; preostali potezi nonija neće imati takvu podudarnost.
Ako pomičete okvir 3 dok se prvi potez noniusa ne poklopi s drugim potezom ravnala, tada će se dobiti razmak jednak 2-1,95 = 0,05 mm između mjernih površina čeljusti čeljusti. Ako se drugi potez noniusa poklopi sa četvrtim potezom ravnala, razmak između mjernih površina čeljusti će biti 4-2 X 1,95 = 4 - 3,9 = 0,1 mm. Ako se treći potez noniusa poklopi sa sljedećim potezom ravnala, razmak će već biti 0,15 mm.
Očitavanje na ovoj čeljusti vrši se slično gore navedenom.
Precizna čeljust (sl. 81 i 83) sastoji se od ravnala 1 sa čeljustima 6 i 7. Na ravnalu su nanesene podjele. Okvir 3 sa čeljustima 5 i 8 može da se kreće duž lenjira 1. Na okvir je pričvršćen Nonius 4. Za gruba merenja okvir 3 se pomera duž lenjira 1 i nakon fiksiranja vijkom 9 vrši se očitavanje. Za precizna mjerenja, koristite mikrometrijski pomak rama 3, koji se sastoji od zavrtnja i matice 2 i stezaljke 10. Stezanjem vijka 10, okretanjem matice 2, okvir 3 se napaja mikrometričkim vijkom dok spužva 8 ili 5 ne bude u bliskom kontaktu sa merenim delom, nakon čega se vrši očitavanje.
5. Mikrometar
Mikrometar (Sl. 84) se koristi za precizno merenje prečnika, dužine i debljine radnog komada i daje tačnost očitavanja od 0,01 mm. Mjerni dio se nalazi između fiksne pete 2 i mikrometarskog vijka (vretena) 3. Rotacijom bubnja 6 vreteno se uklanja ili se približava peti.

Kako bi se spriječilo da vreteno previše pritisne mjerni dio pri rotaciji bubnja, postoji sigurnosna glava 7 sa čegrtaljkom. Rotacijom glave 7 produžit ćemo vreteno 3 i pritisnuti dio na petu 2. Kada je ovo predopterećenje dovoljno, uz daljnju rotaciju glave, njen čegrtalj će skliznuti i začut će se zvuk čegrtaljke. Nakon toga, rotacija glave se zaustavlja, rezultirajući otvor mikrometra se fiksira okretanjem steznog prstena (čepa) 4 i vrši se očitavanje.
Za izradu očitanja na stabljici 5, koja je jedna sa nosačem od 1 mikrometar, primjenjuje se skala s milimetarskim podjelama podijeljenim na pola. Bubanj 6 ima zakošenu kosinu, podijeljenu duž obima na 50 jednakih dijelova. Potezi od 0 do 50 svakih pet podjela su označeni brojevima. U nultom položaju, tj. kada peta dođe u kontakt sa vretenom, nulti hod na skošenju bubnja 6 poklapa se sa nultim hodom na vretenu 5.
Mehanizam mikrometra je konstruisan tako da se pri punom obrtaju bubnja vreteno 3 pomera za 0,5 mm. Stoga, ako ne okrenete bubanj za cijeli okret, to jest ne 50 podjela, već jednu podjelu ili dio obrtaja, tada će se vreteno pomaknuti na ![]() Ovo je preciznost očitavanja mikrometra. Prilikom brojanja prvo gledaju koliko se cijelih milimetara ili cijelih i pol milimetara otvorio bubanj na stabljici, zatim se tome dodaje broj stotih dijelova milimetra, koji se poklopio s linijom na stabljici.
Ovo je preciznost očitavanja mikrometra. Prilikom brojanja prvo gledaju koliko se cijelih milimetara ili cijelih i pol milimetara otvorio bubanj na stabljici, zatim se tome dodaje broj stotih dijelova milimetra, koji se poklopio s linijom na stabljici.
Na sl. 84 desno prikazuje veličinu uzetu mikrometrom prilikom mjerenja dijela; morate prebrojati. Bubanj je otvorio 16 celih pregrada (pola nije otvorena) na skali stabljike. Sedmi potez kosine poklopio se sa linijom stabljike; dakle, imaćemo još 0,07 mm. Puno očitavanje je 16 + 0,07 = 16,07 mm.
Na sl. 85 prikazuje nekoliko mjerenja mikrometrom.

Treba imati na umu da je mikrometar precizan instrument koji zahtijeva pažljivo rukovanje; stoga, kada vreteno malo dodirne površinu dijela koji se mjeri, nemojte više okretati bubanj, a za dalje pomicanje vretena rotirajte glavu 7 (Sl. 84) dok ne uslijedi zvuk čegrtaljke.
6. Nutromeri
Unutrašnji mjerači (shtikhmasy) se koriste za tačna mjerenja unutrašnjih dimenzija dijelova. Postoje čeljusti stalni i klizni.

Trajno ili teško, unutrašnji mjerač (sl. 86) je metalna šipka sa mjernim krajevima sferične površine. Udaljenost između njih jednaka je promjeru izmjerene rupe. Kako bi se isključio utjecaj topline ruke koja drži čeljust na njenu stvarnu veličinu, čeljust je opremljena držačem (ručkom).
Za mjerenje unutrašnjih dimenzija s preciznošću od 0,01 mm koriste se mikrometrijski unutarnji mjerači. Njihov uređaj je sličan uređaju mikrometra za vanjska mjerenja.
Glava unutrašnjeg mjerača mikrometra (slika 87) sastoji se od čahure 3 i bubnja 4 spojenog na mikrometarski vijak; korak zavrtnja 0,5 mm, hod 13 mm. U čahuru se postavlja čep 2 i peta / sa mjernom površinom. Držeći čauru i rotirajući bubanj, možete promijeniti razmak između mjernih površina unutrašnjeg mjerača. Očitavanja se vrše kao mikrometar.

Granice mjerenja glave štihmasa su od 50 do 63 mm. Za mjerenje velikih promjera (do 1500 mm), produžni kablovi 5 se zašrafljuju na glavu.
7. Alati za mjerenje granica
U serijskoj proizvodnji dijelova prema tolerancijama nije preporučljiva upotreba univerzalnih mjernih alata (čeljusti, mikrometar, mikrometarska mjerna mjera), jer je mjerenje ovim alatima relativno složena i dugotrajna operacija. Njihova tačnost je često nedovoljna, a, osim toga, rezultat mjerenja ovisi o vještini radnika.
Da bi provjerili da li su dimenzije dijelova u točno utvrđenim granicama, koriste se posebnim alatom - granični kalibri. Mjerila za provjeru osovina nazivaju se nosači, a za provjeru rupa - saobraćajne gužve.
Mjerenje sa graničnim zagradama. Dvostruki držač(Sl. 88) ima dva para mjernih obraza. Udaljenost između obraza jedne strane jednaka je najmanjoj graničnoj veličini, a druga - najvećoj graničnoj veličini dijela. Ako izmjerena osovina prolazi kroz veliku stranu nosača, dakle, njena veličina ne prelazi dozvoljenu, a ako ne, onda je njena veličina prevelika. Ako osovina prelazi i na manju stranu nosača, to znači da je njen prečnik premali, odnosno manji od dozvoljenog. Takva osovina je brak.

Manja strana proteza se zove neprohodan(označeno "NOT"), suprotna strana sa velika veličina - kontrolni punkt(sa oznakom "PR"). Osovina se smatra prikladnom ako konzola, spuštena na nju prolaznom stranom, klizi prema dolje pod utjecajem svoje težine (Sl. 88), a nehodna strana je ne nađe na osovini.
Za mjerenje osovina velikog promjera umjesto dvostranih konzola koriste se jednostrane (sl. 89), u kojima oba para mjernih površina leže jedna za drugom. Prednje mjerne površine takvog nosača provjeravaju najveći dozvoljeni promjer dijela, a stražnje - najmanji. Ovi nosači su lakši i značajno ubrzavaju proces inspekcije, jer je za mjerenje dovoljno staviti nosač jednom.

Na sl. 90 prikazano podesivi granični nosač, u kojoj je prilikom nošenja moguće vratiti ispravne dimenzije preuređivanjem mjernih iglica. Osim toga, takav nosač se može podesiti za date dimenzije i na taj način uz mali set nosača provjeriti veliki broj veličine.

Za promjenu na novu veličinu, otpustite zavrtnje za zaključavanje 1 na lijevoj nozi, pomjerite mjerne igle 2 i 3 u skladu s tim i ponovo pričvrstite zavrtnje 1.
Raširene su ravni granični nosači(Sl. 91), od čeličnog lima.

Merenje graničnog utikača. Cilindrični granični utikač(Sl. 92) se sastoji od čepa 1, čepa 3 i ručke 2. Čep („PR“) ima prečnik jednak najmanjoj dozvoljenoj veličini otvora, a čep („NE“) ima najveći prečnik. Ako čep "PR" prođe, ali čep "NOT" ne prođe, tada je promjer rupe veći od najmanje granice, a manji od najvećeg, odnosno nalazi se u dozvoljenim granicama. Prolazni čep ima veću dužinu od neprohodnog.

Na sl. 93 prikazuje mjerenje rupe sa graničnim čepom na strugu. Prolazna strana treba lako proći kroz rupu. Ako i neprohodna strana uđe u rupu, tada se dio odbija.

Cilindrični čepovi za veće prečnike su nezgodni zbog svoje velike težine. U ovim slučajevima koriste se dva ravna utikača (Sl. 94), od kojih jedan ima veličinu jednaku najvećoj, a drugi najmanjoj dozvoljenoj. Prolazna strana ima veću širinu od prolazne strane.

Na sl. 95 prikazano podesivi granični graničnik. Može se podesiti za nekoliko veličina na isti način kao podesivi granični nosač ili vratiti na ispravnu veličinu za istrošene mjerne površine.

8. Mjerači i indikatori debljine
Reismas. Da biste precizno provjerili ispravnu ugradnju dijela u steznu glavu s četiri čeljusti, na kvadrat, itd., koristite debljina.
Uz pomoć mjerača debljine moguće je označiti i središnje rupe na krajevima dijela.
Najjednostavniji mjerač debljine prikazan je na sl. 96 a. Sastoji se od masivne pločice s precizno obrađenom donjom ravninom i šipke po kojoj se kreće klizač sa rezačem.

Mjerač visine naprednijeg dizajna prikazan je na Sl. 96b. Igla 3 zadebljača površine uz pomoć šarke 1 i stege 4 može se vrhom dovesti do površine koju treba provjeriti. Precizno podešavanje se vrši pomoću vijka 2.
Indikator. Za kontrolu tačnosti obrade na mašinama za rezanje metala, za provjeru obrađenog dijela na ovalnost, konus, za provjeru tačnosti same mašine, koristi se indikator.
Indikator (sl. 97) ima metalno kućište 6 u obliku sata u kojem se nalazi mehanizam uređaja. Štap 3 sa izbočenim vrhom prolazi kroz telo indikatora, uvek pod uticajem opruge. Ako pritisnete šipku odozdo prema gore, ona će se kretati u aksijalnom smjeru i istovremeno okrenuti strelicu 5, koja će se kretati duž brojčanika, koji ima skalu od 100 podjela, od kojih svaka odgovara kretanju štap za 1/100 mm. Kada se šipka pomakne za 1 mm, strelica 5 će se potpuno okrenuti oko brojčanika. Strelica 4 se koristi za brojanje cijelih okretaja.

Tokom mjerenja, indikator uvijek mora biti čvrsto fiksiran u odnosu na originalnu mjernu površinu. Na sl. 97, i prikazuje univerzalno postolje za montažu indikatora. Indikator 6 uz pomoć šipki 2 i 1 spojnica 7 i 8 pričvršćen je na okomitu šipku 9. Šipka 9 je pričvršćena u žljeb 11 prizme 12 nazubljenom maticom 10.

Da biste izmerili odstupanje dela od date veličine, dovedite vrh indikatora do njega sve dok ne dođe u kontakt sa merenom površinom i uočite početnu indikaciju strelica 5 i 4 (vidi sliku 97, b) na brojčaniku. Zatim se indikator pomera u odnosu na merenu površinu ili merenu površinu u odnosu na indikator.
Odstupanje strelice 5 od početne pozicije pokazaće veličinu ispupčenja (udubljenja) u stotim delovima milimetra, a odstupanje strelice 4 u celim milimetrima.
Na sl. 98 prikazuje primjer korištenja indikatora za provjeru podudarnosti centara glave i stražnje šipke strug. Za precizniju provjeru, između centara treba postaviti precizan mljeveni valjak, a u držač alata indikator. Donošenjem indikatorskog dugmeta na površinu valjka sa desne strane i primetivši indikaciju strelice indikatora, ručno pomerite oslonac sa indikatorom duž valjka. Razlika u odstupanjima pokazivačke strelice u krajnjim položajima valjka pokazat će za koliko treba pomaknuti kućište stražnje batine u poprečnom smjeru.
Indikator se također može koristiti za provjeru krajnje površine obrađenog dijela. Indikator je fiksiran u držaču alata umjesto rezača i pomiče se zajedno s držačem alata u poprečnom smjeru tako da tipka indikatora dodiruje površinu koja se provjerava. Devijacija indikatorske igle će pokazati količinu bijanja krajnje ravni.
test pitanja 1. Od kojih dijelova se sastoji nonius sa preciznošću od 0,1 mm?
2. Kako radi kaliper nonija sa tačnošću od 0,1 mm?
3. Postavite dimenzije na čeljusti: 25,6 mm; 30.8mm; 45,9 mm.
4. Koliko podjela ima precizna kaliper nonija sa preciznošću od 0,05 mm? Isto, sa tačnošću od 0,02 mm? Kolika je dužina jednog noniusa? Kako čitati nonius čitanja?
5. Set sa preciznom kaliperom, dimenzije: 35,75 mm; 50,05 mm; 60,55 mm; 75 mm.
6. Od kojih dijelova se sastoji mikrometar?
7. Koliki je korak mikrometarskog zavrtnja?
8. Kako se mjeri mikrometar?
9. Podesite dimenzije mikrometra: 15,45 mm; 30,5 mm; 50,55 mm.
10. U kojim slučajevima se koriste unutrašnji mjerači?
11. Za šta se koriste granični kalibri?
12. Koja je svrha prolaznih i neprolaznih strana graničnih kolosijeka?
13. Koje dizajne graničnih zagrada poznajete?
14. Kako provjeriti tačnu veličinu graničnika? Limit brace?
15. Čemu služi indikator? Kako ga koristiti?
16. Kako radi mjerač debljine i za šta se koristi?



