Počas spracovania, skladovania alebo prevádzky môžu kovové časti a prírezy stratiť svoj pôvodný tvar.
Pre následné operácie, rozmery a tvar dokončený produkt je dôležité, aby konfigurácia a rozmery obrobku zodpovedali konštrukčným hodnotám. To sa dosiahne prechodnou prípravnou operáciou vyrovnávania kovu. Operácia sa vykonáva na studenom diele alebo sa zahrieva za účelom plasticity.
Listový polotovar môže byť pokrčený, pričom valcového tvaru- krútiť. Hriadele a nápravy sa môžu ohnúť.
Čo je vyrovnávanie kovov?
Proces návratu kovového polotovaru do pôvodného tvaru sa nazýva vyrovnávanie kovov. Poruchy sú nasledovné:
- Mávať.
- Dent.
- Konvexné.
A tiež niektoré ďalšie.
Druhy kovových obväzov
Operácia je rozdelená do dvoch poddruhov:
- Manuálny.
- Stroj.
Ručná úprava a rovnanie kovu sa používa v domácich dielňach a pri výrobe unikátnych produktov. Sada nástrojov je jednoduchá, ale vyžaduje sa vysoká kvalifikácia pracovníka - rovnačky.

Strojové vyrovnávanie sa používa v priemysle. Zariadenie je masívne a zložité, ale má vysokú produktivitu a možnosti automatizácie procesov. Okrem toho je prevádzka strojového rovnania často kombinovaná s ohýbaním a rezaním plechových prírezov, vrátane toho ako súčasť jedného technologického komplexu.

Operáciu je možné vykonávať pri izbovej teplote. Práca pri teplote 0C a nižšej je neprijateľná - materiál stráca svoju plasticitu a stáva sa krehkým. Niekedy sa musí obrobok zahriať na 140-400 °C, aby sa zvýšila plasticita.
Obklad z plechu
Zložitosť operácie vyrovnávania plechu závisí aj od typu defektu.
Väčšina ťažké prípady je kombinácia odlišné typy chyby, napríklad vlnitosť okraja a súčasne vydutie v strede plechu.
Konvexné
Vydutie sa koriguje údermi po obvode, počínajúc od vonkajšej strany defektu a postupne zmenšujúcim polomer kruhu, pohybujúcim sa od okraja k stredu defektu. Sila úderov sa znižuje a frekvencia sa zvyšuje.

Ak je na obrobku viac ako jedna vydutina, mali by sa spojiť do jednej veľkej. Je potrebné poraziť miestne defekty, dosiahnuť ich spojenie a potom postupovať podľa vyššie uvedeného popisu.
Zvlnené okraje
Úprava plechu s vlnitými okrajmi sa vykonáva od okrajov plechu a postupne smerom k jeho stredu. Po natiahnutí obrobku v strede sa zvlnenie okrajov vyhladí.
Tenké plechy
Obrobky s malou hrúbkou sa nedajú narovnať matricami kvôli vysokej pravdepodobnosti prasknutia a záhybov.

Na vyrovnávanie tenkých plechov sa používajú rozšírené plochy kovových alebo drevených hladiacich tyčí. Obrobok je vyhladený z rôznych strán, postupne sa zvyšuje tlak.

Pravidelne je potrebné pás prevrátiť, aby nevzniklo vydutie v opačnom smere. Ak je na začiatku niekoľko vydutín, narovnajte konce pásu a potom prejdite do stredu.
Mäkké úderníky sa nepoužívajú na vyrovnávanie. Sú vyrobené z vysokopevnostnej zliatiny a majú zaoblenú alebo zaoblenú ostrú stranu.

Na vyrovnanie tvrdeného kovu sú údery smerované pozdĺž konkávnej časti dielu. Keď sa materiál na konkávnej strane natiahne, obrobok sa vyrovná. Operácia sa vykonáva na pologuľovom vyrovnávacom vreteníku, po ktorom sa diel postupne posúva hore a dole.
Na vyrovnanie tvrdeného štvorca s porušením pravého uhla boli vyvinuté dve metódy. Ak je roh ostrý, údery smerujú blízko vnútorného rohu. Ak sa uhol stal tupým, údery smerujú do hornej zóny vonkajší roh. Materiál v postihnutej oblasti sa natiahne a obnoví sa pravý uhol.
Metóda je podobná práci s pásikom. Nerovnosti sú označené kriedou, obrobok je umiestnený s vydutím nahor. Nárazy smerujú z okraja defektu do jeho stredu.

Keď je hlavná chyba opravená, sila nárazu sa zníži a diel sa otáča okolo pozdĺžnej osi, aby sa zabránilo deformácii v opačnom smere. Štvorcové a obdĺžnikové valcované výrobky sa korigujú rovnakým spôsobom.
Tu sa používa metóda odstreďovania. Jeden koniec špirály je upevnený vo zveráku upevnenom na správnej doske, druhý v ručnej svorke.

Po čiastočnom rozkrútení špirály sa pritlačí na dosku a koriguje sa ako okrúhly valcovaný výrobok, pričom sa určuje zakrivenie svetlom.
Hlavné metódy vyrovnávania kovu
Výber metódy je ovplyvnený povahou a oblasťou sekcie, značkou a typom zliatiny, veľkosťou defektu vzhľadom na celkovú veľkosť produktu.
V závislosti od spôsobu namáhania v kovových polotovaroch existujú tri spôsoby vyrovnávania kovu:
- ohýbanie za studena;
- strečing v studenom stave;
- lokálne vykurovanie.

Ohrev sa vykonáva pomocou plynových horákov alebo indukcie.
Aký je účel rezania kovov?
Konfiguráciu dielu možno zmeniť počas jeho primárneho spracovania, prepravy alebo skladovania. Takéto polotovary nie sú vhodné na ďalšie použitie, ale nie sú neodvolateľným, konečným manželstvom. Kovové orovnávanie sa používa na vrátenie formy do obrobku, určeného konštrukčnou a technologickou dokumentáciou.

Niekedy, aby sa znížili výrobné náklady, podnik zámerne získava polotovary nevhodného tvaru, v tomto prípade je operácia zahrnutá do technologického procesu. Do procesu je možné zaradiť aj plánovanú úpravu kovu po operáciách tepelného spracovania, ktoré spôsobujú zmenu tvaru dielu. V opačnom prípade bude práca neplánovaná a jej cena bude zahrnutá do neplánovaných strát.
Vyrovnávacie zariadenie
Základom každej sady náradia je správny sporák. Musí byť dokonale rovný, masívny a stabilný, na čo sa odlieva z rázovej liatiny alebo ocele, pre spevnenie konštrukcie je opatrený pozdĺžnymi a priečnymi výstuhami. Inštalujú sa na masívny betónový základ.

Orovnávacie kladivá by mali byť mäkšie ako materiál obrobku. Preto sa dodávajú s drevenými alebo gumenými úderníkmi. Na prácu s oceľovými plechmi sa používajú kladivá s mäkkými hlavami vyrobenými z medi alebo olova. Úderník musí mať zaoblený tvar. Striker štvorcový tvar nie je vhodný, pretože na hárku zanechá charakteristické stopy - zárezy. Hmotnosť dosky by mala súvisieť s hmotnosťou kladiva približne 100:1.
Na prácu s polotovarom plechu sa používa aj obkladová doska z hustej gumy, na ktorej je vytvorený veľký počet tuberkulóz rovnakej výšky. Pri náraze si kov nájde svoje miesto sám a produktivita procesu sa výrazne zvýši v porovnaní s holou oceľovou vyrovnávacou doskou.
Na prácu s tenkými plechmi sa používa špeciálne vybavenie - stierky a podpery. Na prácu s kalenými dielmi sa používajú valcové alebo pologuľové rovnačky.

V domácej dielni sa používa nákova alebo masívna kovová platňa.
Podniky používajú špeciálne mechanizované vyrovnávacie komplexy s mechanickým podávaním plechov a automatizovanou korekciou defektov. V niektorých sa predvalok ťahá medzi masívne protibežné valce. V iných sa operácia uskutočňuje na správnej doske spustením širokého lisu.
Rôzne polotovary a výrobky majú vydutia, zvlnenie, zakrivenie a iné nepravidelnosti. Vyrovnanie a úprava opraví zistené chyby.
Upraviť- ide o vyrovnanie nekalených dielov, prírezov a plechov. Relatívne jednoduchý proces, ktorý možno vykonať doma.
Pred začatím úprav sa skontroluje zakrivenie obrobkov a dielov. Robí sa to priložením kovového pravítka na diel (na okraj) alebo okom. Okraje zakrivených miest sú označené kriedou.
Úpravy sa vykonávajú aj na spoľahlivých podložkách alebo na správnej doske. Musíte si vybrať správne miesta na úder. Údery sa aplikujú silou úmernou veľkosti zakrivenia. Postupne znižujte silu nárazu pri prechode z väčšieho ohybu do menšieho.
Vyrovnávanie tyčí a kovových pásov sa vykonáva v nasledujúcom poradí:
- hranice ohybov na konvexnej strane sú označené;
- v pravá ruka vezme sa kladivo, naľavo sa položí látková rukavica ();
- tyč alebo pás je umiestnený na nákove alebo na pravej doske s vydutím nahor. Údery sa aplikujú pozdĺž vydutia do strednej časti od okrajov ohybu. Pri korekcii ohybu sa sila nárazu znižuje, v prípade potreby sa tyč alebo pás prevráti. Ak majú niekoľko ohybov, najskôr narovnajte ohyby umiestnené bližšie k okrajom a potom tie v strede;
- výsledky úprav sa kontrolujú - priložením pravítka alebo okom.
Úprava kovových polotovarov alebo plechov
Úprava kovových polotovarov alebo plechov je potrebná, keď majú vydutie alebo zvlnenie.
Poradie úprav polotovarov a listov s vlnitosťou je nasledovné:
- hranice úsekov zvlnenia sú vyznačené kriedou;
- obrobok alebo list sa umiestni na nákovu alebo na správnu dosku tak, aby okraje nepresahovali;
- obrobok alebo list sa pritlačí na nákovu alebo vyrovnávaciu dosku a začne sa vyrovnávanie;
- údery sa aplikujú kladivom na okraj od stredu. Sila nárazov sa pri priblížení k hrane znižuje. Je zakázané opakovane udierať na to isté miesto.
Úprava vydutín na plechoch sa vykonáva v nasledujúcom poradí.
- Hranice vydutín sú ohraničené kriedou.
- Obrobok alebo list je umiestnený na nákove alebo doske s konvexnosťou smerom von, čím sa bráni previsnutiu okrajov.
- Úprava začína od vydutia najbližšie k okraju.
- Potom sa z druhej hrany urobia údery. Používajú sa časté, ale nie silné údery. Sila nárazov na konci úpravy je znížená. Je zakázané aplikovať niekoľko úderov na jedno miesto.
Keď sa v blízkosti na kovovom plechu nachádza niekoľko vydutín, vydutiny sa kladivom spoja do jednej a potom sa korigujú podľa vyššie opísanej technológie.
Vydutiny a zvlnenie tenkých plechy a prírezy sa opravujú paličkami, olovenými, mosadznými alebo medenými kladivami. Veľmi tenké plechy sa položia na rovnú dosku a vyhladia sa drevenými alebo kovovými tyčami.
Pri vyrovnávaní dielov, prírezov a plechov je potrebné dodržiavať bezpečnostné požiadavky. Noste rukavice, aby ste predišli zraneniu spôsobenému údermi. Obrobky, prírezy a plechy sa musia pevne držať na nákove alebo vyrovnávacej doske, aby sa zabránilo ich zošmyknutiu.
Zakrivenie dielov sa kontroluje okom (obr. 82, a) alebo medzerou medzi doskou a dielom na nej položeným. Okraje zakrivených miest sú označené kriedou.
Pri úpravách je dôležité vybrať správne miesta na zásah. Sila nárazov by mala byť úmerná veľkosti zakrivenia a postupne klesať, ako sa pohybujete od najväčšieho ohybu k najmenšiemu. Úprava sa považuje za dokončenú, keď zmiznú všetky nepravidelnosti a diel sa vyrovná, čo možno určiť použitím pravítka. Úpravy sa vykonávajú na nákove, bežnej doske alebo spoľahlivých obloženiach, ktoré vylučujú možnosť skĺznutia častí pri náraze.
Úprava kovového pásu sa vykonáva v nasledujúcom poradí. Na konvexnej strane sú hranice ohybov označené kriedou, po ktorej si na ľavú ruku nasadia rukavicu a vezmú prúžok a: do pravej ruky vezmite kladivo a zaujmite pracovnú polohu (obr. 82.6) .
Pás je umiestnený na pravidelnej doske tak, že leží naplocho na doske konvexným smerom nahor a dotýka sa v dvoch bodoch. Nárazy sa aplikujú na konvexné časti, pričom sila nárazu sa nastavuje v závislosti od hrúbky pásu a veľkosti zakrivenia; čím väčšie je zakrivenie a čím je pásik hrubší, tým sú údery silnejšie. Keď sa pás narovnáva, sila nárazu sa oslabuje a pás sa často otáča z jednej strany na druhú, kým sa úplne nenarovná. S niekoľkými vydutiami najskôr narovnajte tie, ktoré sú najbližšie ku koncom a potom sa nachádzajú v strede.
Výsledky úpravy (rovnosť obrobku) sa kontrolujú okom, presnejšie na značkovacej doske pozdĺž vôle alebo priložením pravítka na pás.
Úprava kovu kruhového prierezu. Po kontrole okom na konvexnej strane sú hranice ohybov označené kriedou. Potom sa na dosku alebo nákovu položí tyč (obr. 83) tak, aby bola zakrivená časť konvexná smerom nahor. Údery kladivom sú aplikované na konvexnú časť od okrajov ohybu po strednú časť, pričom sa nastavuje sila úderu v závislosti od priemeru tyče a veľkosti ohybu. Keď sa ohyb narovná, sila nárazu sa zníži, pričom sa dokončí ľahkými údermi a otočením tyče okolo jej osi. Ak má tyč niekoľko ohybov, najskôr sa opravia tie, ktoré sú najbližšie ku koncom, potom tie, ktoré sa nachádzajú v strede.
Úprava plechu je zložitejšia ako predchádzajúce operácie. Plošný materiál a z neho vyrezané prírezy môžu mať zvlnený alebo vydutý povrch. Na obrobkoch, ktoré majú zvlnenie pozdĺž okrajov (obr. 84, a), sú zvlnené oblasti najskôr načrtnuté kriedou alebo mäkkou grafitovou ceruzkou. Potom sa obrobok položí na dosku tak, aby okraje obrobku neviseli nadol, ale úplne ležali na nosnej ploche, a stlačením ruky začnite upravovať. Na natiahnutie stredu obrobku sa údery kladivom aplikujú od stredu obrobku po okraj, ako je znázornené na obr. 84, v kruhoch. Hrnčeky menšie priemery zodpovedajú menším ťahom a naopak.
Silnejšie údery sú aplikované v strede a sila úderu klesá, keď sa blíži k jeho okraju. Aby sa predišlo tvorbe trhlín a mechanickému spevneniu materiálu, nie je možné aplikovať opakované údery na to isté miesto obrobku.
Pri vyrovnávaní prírezov z tenkého plechu je potrebné venovať osobitnú pozornosť, pozornosť a opatrnosť. Aplikujú ľahké údery, pretože pri nesprávnom údere môžu bočné strany kladiva preraziť polotovar plechu alebo spôsobiť vytiahnutie kovu.
Pri vyrovnávaní obrobkov s vydutím sa identifikujú skrútené miesta a zistí sa, kde je kov viac vydutý (obr. 84.6). Konvexné časti sa obkreslia kriedou alebo mäkkou grafitovou ceruzkou, potom sa polotovar položí na dosku konvexnými časťami nahor tak, aby jeho okraje neviseli, ale úplne ležali na nosnej ploche dosky. Úprava začína od okraja najbližšie k vydutiu, pozdĺž ktorého sa aplikuje jeden rad úderov kladiva v medziach vyznačených na povrchu pokrytom kruhmi (obr. 84, d). Potom narazia na druhý okraj. Potom sa aplikuje druhý rad úderov pozdĺž prvého okraja a opäť prechádzajú k druhému okraju a tak ďalej, kým sa postupne nepribližujú k vydutiu. Údery kladivom sa aplikujú často, ale nie silne, najmä pred koncom úpravy. Po každom náraze sa berie do úvahy jeho dopad na obrobok v mieste nárazu a okolo neho. Nedovoľte niekoľko úderov na rovnaké miesto, pretože to môže viesť k vytvoreniu novej konvexnej oblasti.


Pod údermi kladiva sa materiál okolo konvexného miesta vyťahuje a postupne vyrovnáva. Ak je na povrchu obrobku niekoľko vydutín v malej vzdialenosti od seba, s údermi kladiva na okrajoch jednotlivých vydutín, tieto vydutiny sú nútené spojiť sa do jedného, ktorý je potom ovládaný údermi okolo jeho okrajov, ako je naznačené vyššie.
Tenké plechy sa pravia ľahkými drevenými kladivami (paličky - obr. 85, a), medenými, mosadznými alebo olovenými kladivkami a veľmi tenké plechy sa položia na rovnú dosku a uhladia sa kovovým, príp. drevené kocky(obr. 85, b).
Úprava (rovnanie) kovov
Rovnanie (rovnanie) kalených dielov. Po stuhnutí oceľové diely niekedy deformovať. Narovnávanie častí, ktoré sú po vytvrdnutí ohnuté, sa nazýva rovnanie. Presnosť vyrovnávania môže byť 0,01 - 0,05 mm.




Podľa charakteru rovnania sa používajú kladivá s kalenou hlavou alebo špeciálne rovnacie kladivá so zaoblenou stranou hlavy. V tomto prípade je lepšie umiestniť časť nie na hladká plocha, ale na vyrovnávacom vreteníku (obr. 86, a). Nárazy sa aplikujú nie na konvexnú, ale na konkávnu stranu dielu.
Výrobky s hrúbkou najmenej 5 mm, ak nie sú vytvrdené skrz, ale iba do hĺbky 1-2 mm, majú viskózne jadro, takže sa pomerne ľahko vyrovnávajú; je potrebné ich narovnať ako surové časti, t. j. naraziť na konvexné miesta.
Úprava kaleného štvorca, pri ktorom sa po kalení zmenil uhol medzi prírubami, je znázornená na obr. 86,6 g. Ak je uhol menší ako 90 °, potom sa údery kladivom aplikujú v hornej časti vnútorného rohu (obr. 86.6 a d vľavo), ak je uhol väčší ako 90 °, údery sa aplikujú v hornej časti vonkajší roh (obr. 86, c a d vpravo).
V prípade deformácie produktu pozdĺž roviny a pozdĺž úzkeho rebra sa vyrovnávanie vykonáva samostatne - najskôr pozdĺž roviny a potom pozdĺž rebra.
Úprava krátkeho tyčového materiálu sa vykonáva na hranoloch (obr. 87, a), pravidelných platniach (obr. 87.6) alebo jednoduchých obkladoch, udieraním kladivom na vypuklé miesta a zakrivenia. Po odstránení vydutín sa dosiahne rovnosť ľahkými údermi po celej dĺžke tyče a jej otáčaním ľavou rukou. Rovnosť sa kontroluje okom alebo medzerou medzi doskou a tyčou.


Silne pružné a tiež veľmi hrubé obrobky sú osadené na dvoch hranoloch, ktoré prenikajú cez mäkkú podložku, aby sa predišlo zárezom v obrobku. Ak sú sily vyvinuté kladivom nedostatočné na vyrovnanie, použijú sa ručné alebo mechanické lisy.
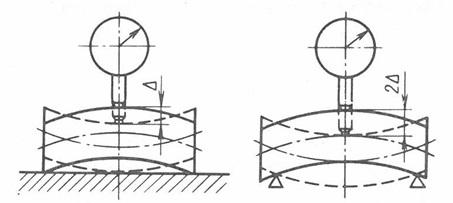
Úprava hriadeľov (do priemeru 30 mm) na ručných lisoch (obr. 88, a) sa vykonáva nasledovne. Hriadeľ 2 je uložený na hranoloch 4 a 5 a prítlak sa vykonáva skrutkou 3. Tu sa určuje hodnota priehybu v stredoch 7 pomocou indikátora 6 (obr. 88.6).
Na odstránenie zvyškových napätí v miestach rovnania sa zodpovedné hriadele pomaly zahrievajú 30 - 60 minút na teplotu 400 - 500 °C a potom sa pomaly ochladzujú.
Kalenie sa vykonáva položením zakriveného hriadeľa na rovnú dosku s vydutím a častými a ľahkými údermi na povrch hriadeľa malým kladivom (obr. 89, a). Keď sa na povrchu objaví pracovne spevnená vrstva (obr. 89.6), medzera medzi hriadeľom a doskou zmizne a obväz sa zastaví.
Úprava metódou ohrevu (beznárazová). Profilový kov (rohy, žľaby, T-kusy, I-nosníky), duté hriadele, hrubý oceľový plech, výkovky sa korigujú nahriatím zakriveného miesta (vydutia) horákom resp. zvárací horák do čerešňovej červenej; kovové vrstvy obklopujúce vydutie sa ochladzujú surovým azbestom alebo mokrými koncami (handry) (obr. 90).
Keďže zahriaty kov je ťažnejší, pri ochladzovaní prúdom stlačeného vzduchu sa zahriata oblasť stiahne a kov sa narovná.
Kovový obklad
TO kategória:
Ohýbanie a vyrovnávanie kovov
Kovový obklad
Zakrivenie dielov sa kontroluje okom alebo medzerou medzi doskou a dielom na nej položeným. Okraje zakrivených miest sú označené kriedou.
Pri úpravách je dôležité vybrať správne miesta na zásah. Sila nárazov by mala byť úmerná veľkosti zakrivenia a postupne klesať, ako sa pohybujete od najväčšieho ohybu k najmenšiemu. Úprava sa považuje za dokončenú, keď zmiznú všetky nepravidelnosti a diel sa vyrovná, čo možno určiť použitím pravítka. Úpravy sa vykonávajú na nákove, bežnej doske alebo spoľahlivých obloženiach, ktoré vylučujú možnosť skĺznutia častí pri náraze.
Aby sa predišlo otrasom rúk, vibráciám pri vyrovnávaní kovu, je potrebné nosiť rukavice, pevne držať diely, obrobky na doske alebo nákove.
Úprava kovového pásu sa vykonáva v nasledujúcom poradí. Na konvexnej strane sú hranice ohybov označené kriedou, potom si na ľavú ruku nasadia rukavicu a vezmú prúžok a do pravej ruky vezmú kladivo a zaujmú pracovnú polohu.
Pás je umiestnený na pravidelnej doske tak, že leží naplocho na doske konvexným smerom nahor a dotýka sa v dvoch bodoch. Nárazy sa aplikujú na konvexné časti, pričom sila nárazu sa nastavuje v závislosti od hrúbky pásu a veľkosti zakrivenia; čím väčšie je zakrivenie a čím je pásik hrubší, tým sú údery silnejšie. Keď sa pás narovnáva, sila nárazu sa oslabuje a pás sa častejšie prevracia z jednej strany na druhú, kým sa úplne nenarovná. S niekoľkými vydutiami najskôr narovnajte tie, ktoré sú najbližšie ku koncom a potom sa nachádzajú v strede.
Výsledky úpravy (rovnosť obrobku) sa kontrolujú okom, presnejšie na značkovacej doske pozdĺž vôle alebo priložením pravítka na pás.
Úprava lišty. Po kontrole okom na konvexnej strane sú hranice ohybov označené kriedou. Potom sa na dosku alebo nákovu položí tyč (obr. 1) tak, aby bola zakrivená časť konvexná smerom nahor. Údery kladivom sú aplikované na konvexnú časť od okrajov ohybu po strednú časť, pričom sa nastavuje sila úderu v závislosti od priemeru tyče a veľkosti ohybu. Keď sa ohyb narovná, sila nárazu sa zníži, pričom sa dokončí ľahkými údermi a otočením tyče okolo jej osi. Ak má tyč niekoľko ohybov, najskôr sa opravia tie, ktoré sú najbližšie ku koncom, potom tie, ktoré sa nachádzajú v strede.

Ryža. 1. Úprava okrúhleho kovu

Ryža. Obr. 2. Schéma vyrovnávania plošného materiálu: a, b - ohnuté prírezy, c. d - rozdelenie otrasov
Úprava plechu je zložitejšia ako predchádzajúce operácie. Plošný materiál a z neho vyrezané prírezy môžu mať zvlnený alebo vydutý povrch. Na obrobkoch so zvlnením pozdĺž okrajov (obr. 2, a) sú zvlnené oblasti najskôr načrtnuté kriedou alebo mäkkou grafitovou ceruzkou. Potom sa obrobok položí na dosku tak, aby okraje obrobku neviseli nadol, ale ležali úplne na nosnej ploche a stlačením ruky sa začnú narovnávať. Na natiahnutie stredu obrobku sa údery kladivom aplikujú od stredu obrobku po okraj, ako je znázornené na obr. 2, v kruhoch. Kruhy menších priemerov zodpovedajú menším ťahom a naopak.
Silnejšie údery sú aplikované v strede a sila úderu klesá, keď sa blíži k jeho okraju. Aby sa predišlo tvorbe trhlín a mechanickému spevneniu materiálu, nie je možné aplikovať opakované údery na to isté miesto obrobku.
Pri vyrovnávaní prírezov z tenkého plechu je potrebné venovať osobitnú pozornosť, pozornosť a opatrnosť. Aplikujú ľahké údery, pretože pri nesprávnom údere môžu bočné strany kladiva preraziť polotovar plechu alebo spôsobiť vytiahnutie kovu.

Ryža. 3. Úprava tenkých plechov: a - dreveným kladivom (paličkou), b - drevenou alebo kovovou tyčou
Pri vyrovnávaní prírezov s vydutím sa odhalia pokrivené miesta a zistí sa, kde je kov viac vydutý (obr. 2). Konvexné časti sa obkreslia kriedou alebo mäkkou grafitovou ceruzkou, potom sa obrobok položí na dosku konvexnými časťami nahor tak, aby jeho okraje neviseli, ale úplne ležali na nosnej ploche dosky. Úprava začína od okraja najbližšie k vydutiu, pozdĺž ktorého sa aplikuje jeden rad úderov kladiva v medziach vyznačených na povrchu pokrytom kruhmi (obr. 2, d). Potom narazia na druhý okraj. Potom sa aplikuje druhý rad úderov pozdĺž prvého okraja a opäť prechádzajú k druhému okraju a tak ďalej, kým sa postupne nepribližujú k vydutiu. Údery kladivom sa aplikujú často, ale nie silne, najmä pred koncom úpravy. Po každom náraze sa berie do úvahy jeho dopad na obrobok v mieste nárazu a okolo neho. Nedovoľte viacnásobné údery na rovnaké miesto, pretože to môže viesť k vytvoreniu novej konvexnej oblasti.
Pod údermi kladiva sa materiál okolo konvexného miesta vyťahuje a postupne vyrovnáva. Ak je na povrchu obrobku niekoľko vydutín v malej vzdialenosti od seba, s údermi kladiva na okrajoch jednotlivých vydutín, sú tieto vydutiny nútené spojiť sa do jedného, ktorý je potom ovládaný údermi okolo jeho hraníc, ako je naznačené vyššie.
Na tenké plechy sa používajú ľahké drevené kladivá (paličky - obr. 3, a), medené, mosadzné alebo olovené kladivá a veľmi tenké plechy sa položia na rovnú dosku a vyhladia sa kovovými alebo drevenými tyčami (obr. 3, b).
Rovnanie (rovnanie) kalených dielov. Oceľové časti sa po vytvrdnutí niekedy deformujú. Narovnávanie častí, ktoré sú po vytvrdnutí ohnuté, sa nazýva rovnanie. Presnosť vyrovnávania môže byť 0,01-0,05 mm.
Podľa charakteru rovnania sa používajú kladivá s kaleným úderníkom alebo špeciálne rovnacie kladivá so zaobleným čelom.

Ryža. 4. Rovnanie kalených dielov: a - na vyrovnávacom vreteníku, b - štvorec pozdĺž vnútorného rohu, c - pozdĺž vonkajšieho rohu, d - miesta nárazu
lenivá strana útočníka. V tomto prípade je lepšie umiestniť diel nie na rovnú dosku, ale na vyrovnávaciu vretenicu (obr. 4, a). Nárazy sa aplikujú nie na konvexnú, ale na konkávnu stranu dielu.
Výrobky s hrúbkou najmenej 5 mm, ak nie sú vytvrdené skrz, ale iba do hĺbky 1-2 mm, majú viskózne jadro, takže sa pomerne ľahko vyrovnávajú; je potrebné ich narovnať ako surové časti, t. j. naraziť na konvexné miesta.
Úprava tvrdeného štvorca, v ktorom sa po vytvrdnutí zmenil uhol medzi policami, je znázornená na obr. 4,6 g. Ak je uhol menší ako 90 °, potom sa údery kladivom aplikujú v hornej časti vnútorného rohu (obr. 84 b a d, vľavo), ak je uhol väčší ako 90 °, aplikujú sa údery v hornej časti vonkajší roh (obr. 4, c a d, vpravo) .
V prípade deformácie produktu pozdĺž roviny a pozdĺž úzkeho rebra sa vyrovnávanie vykonáva samostatne - najskôr pozdĺž roviny a potom pozdĺž rebra.
Úprava krátkeho tyčového materiálu sa vykonáva na hranoloch (obr. 5, a), pravidelných platniach (obr. 5, b) alebo jednoduchých obkladoch, úderom kladivom na vypuklé miesta a zakrivenia. Po odstránení vydutín sa dosiahne rovnosť ľahkými údermi po celej dĺžke tyče a jej otáčaním ľavou rukou. Rovnosť sa kontroluje okom alebo medzerou medzi doskou a tyčou.

Ryža. 5. Úprava krátkych hriadeľov a tyčí: a - na hranoloch, b - na plechu
Silne pružné a tiež veľmi hrubé obrobky sú osadené na dvoch hranoloch, ktoré prenikajú cez mäkkú podložku, aby sa predišlo zárezom v obrobku. Ak sú sily vyvinuté kladivom nedostatočné na vyrovnanie, použijú sa ručné alebo mechanické lisy.
Úprava (rovnanie) je operácia, ktorou sa odstraňujú nepravidelnosti, zakrivenie alebo iné nedokonalosti tvaru obrobkov. Úpravy a vyrovnávanie majú rovnaký účel, líšia sa však spôsobmi vykonávania a použitými nástrojmi a zariadeniami.
Úprava je vyrovnávanie kovu pôsobením tlaku na jednu alebo druhú jeho časť, bez ohľadu na to, či tento tlak vzniká lisom alebo údermi kladiva. „
Úprava je spravidla prípravná operácia, ktorá predchádza hlavným operáciám spracovania kovov.
Úprave podliehajú oceľové plechy a plechy z neželezných kovov a ich zliatin, pásový, tyčový materiál, rúry, drôty, ako aj kovové zvárané konštrukcie. Obrobky a diely z krehkých materiálov (liatina, bronz atď.) nie je možné upravovať.
Existujú dva spôsoby orovnávania kovov: ručné orovnávanie, vykonávané kladivom na oceľových liatinových rovnacích platniach, nákovách atď., a strojové vyrovnávanie, vykonávané na rovnačkách. Pri ručnom vyrovnávaní hľadá zámočník na povrchu obrobku alebo dielu miesta, na ktoré by sa obrobok pri náraze narovnal, teda ležal na plechu, bez vydutín, ohybov alebo zvlnení.
Kov sa vyrovnáva za studena aj za tepla. V druhom prípade je potrebné mať na pamäti, že vyrovnávanie oceľových predvalkov a dielov sa môže vykonávať v teplotnom rozsahu 1100-850 °C. Zahrievanie nad stanovené teploty vedie k prehriatiu a potom k vyhoreniu obrobkov, t.j. k nenapraviteľnému manželstvu.
Úprava sa používa v prípadoch, keď je potrebné eliminovať skreslenie tvaru obrobku - zvlnenie, skrútenie, preliačiny, zakrivenie, vydutie a pod. Kov je možné upravovať za studena aj za tepla. Zahriaty kov sa ľahšie upravuje, to však platí aj pre iné typy jeho plastickej deformácie, napríklad ohýbanie.
Doma by sa obliekanie malo vykonávať na nákove alebo masívnej doske z ocele alebo liatiny. Pracovná plocha kachlí musí byť rovná a čistá. Aby bol hluk pri náraze menej hlasný, kachle by mali byť nainštalované drevený stôl, pomocou ktorého je navyše možné dosku vyrovnať tak, aby bola vo vodorovnej polohe.
Na úpravu potrebujete špeciálny zámočnícky nástroj. Nevyrobíte ho žiadnym kladivom, ktoré máte po ruke, kov sa nielenže nevyrovná, ale môže mať ešte väčšie defekty. Kladivo musí byť vyrobené z mäkký materiál- olovo, meď, drevo alebo guma. Navyše nie je možné upravovať kov kladivami so štvorcovým úderníkom - na kovovom povrchu to zanechá stopy v podobe vrypov. Hlava kladiva by mala byť okrúhla a leštená.
Okrem kladív sa používajú drevené a kovové hladidlá a podpery. Používajú sa na vyrovnávanie tenkých plechov a pásov kovov. Na opracovanie tvrdených dielov s tvarovanými plochami existujú správne vreteníky.
Asi nemá cenu pripomínať, že vyrovnávanie (rovnanie) kovov je potrebné vykonávať v pracovných rukaviciach bez ohľadu na to, či je práca náročná alebo nie, či je obrobok veľký alebo malý a či je silne zakrivený.
Ak chcete skontrolovať zakrivenie obrobku, musíte ho položiť na hladkú dosku s povrchom, ktorý by po vyrovnaní mal byť rovinou. Medzera medzi doskou a obrobkom bude indikovať stupeň zakrivenia, ktorý je potrebné odstrániť. Zakrivené miesta musia byť označené kriedou, preto je oveľa jednoduchšie udrieť kladivom, ako sa zamerať len na okom znateľné zakrivenie.
Rovnanie kovového pásu ohnutého v rovine je najjednoduchšia operácia. Zakrivený obrobok musí byť umiestnený tak, aby mal dva body kontaktu s kovadlinou. Údery kladivom alebo perlíkom by sa mali aplikovať na najvypuklejšie miesta a znížiť silu úderov, keď sa vydutia zmenšia. Neudierajte iba na jednu stranu obrobku, kov sa môže ohnúť v opačnom smere. Aby sa tomu zabránilo, musí sa obrobok z času na čas prevrátiť. Z rovnakého dôvodu by ste nemali udrieť niekoľko úderov za sebou na to isté miesto.
Ak existuje niekoľko vydutín, musíte najskôr vyrovnať okraje obrobku a potom jeho stred.
Rovnanie okrúhleho kovu - tento typ práce je v podstate podobný ako pri rovnaní pásového kovu - nerovné miesta je potrebné označiť kriedou a obrobok umiestniť vydutím nahor, na vydutie treba aplikovať údery od okrajov ohybu do stredu vydutina. Keď sa koriguje hlavné zakrivenie, sila nárazov sa musí znížiť a kovová tyč sa musí pravidelne otáčať okolo svojej osi, aby sa zabránilo zakriveniu v opačnom smere.
Kovové tyče štvorcového prierezu sa musia upravovať v rovnakom poradí.
Úprava kovu stočeného do špirály sa vykonáva metódou odvíjania. Aby ste vyrovnali zakrivenie, musíte jeden koniec skrúteného kovu upnúť do veľkého zveráka na stolíku a druhý do ručného zveráka. Po rozkrútení kovu do takej miery, ktorú je možné ovládať okom, musíte pokračovať v úpravách na hladkej, overenej platni zvyčajným spôsobom, pričom zakrivenie ovládate svetlom.
Správne hydraulické lisy na rovnanie - vyrovnávanie hriadeľov, náprav, rúr
Veľmi často akýkoľvek typ výroby vyvoláva otázku: Ako sa dá narovnať hriadeľ, potrubie? Ako obnoviť a opraviť ohnutú a zdeformovanú oceľ? Na všetky tieto otázky poznáme odpovede.
URALSTANKOSERVIS dodáva nové moderné importované priamočiare lisy vyrobené v Nemecku, Taliansku a ponúka aj ruské priamočiare lisy vlastnej výroby (vyrobené v Rusku).
ÚČEL, APLIKÁCIA A POUŽITIE SPRÁVNYCH HYDROPRESSOROV
Vertikálne priemyselné hydraulické lisy sú určené na odstraňovanie chýb dielcov v studenom stave: deformácie, zakrivenie, ohyby, ohýbanie dielov a prírezov po nesprávnom skladovaní, preprave, po tepelnom spracovaní, kalení, naváranie, striekanie.
Lis je možné použiť na opravu a obnovu dielov.
Lisovanie odstraňuje také chyby obrobkov ako: konvexnosť, konkávnosť, osová nelinearita a nerovnosť, deformácia, deformácia, nesúososť nosných a pomocných plôch.
Používajú sa na orovnávanie dlhých a dlhých výrobkov a rôznych rotačných telies - os, hriadeľ, rúrka, polotovary hriadeľov a rúrkové polotovary, silové valce, hydraulické valce, pneumatické valce, tyče, valivé valce, kardanové hriadele a kardanové hriadele, stupňovité hriadele, hladké výkovky, dlhé skrutky, rotory, lodné a lodné hriadele, vrtné rúry a rúrkové rúry.
HYDRAULICKÝ LIS NA ROVNANIE SÚČASTÍ TYPU AXIS-HARD, RÚRA S POHYBLIVÝM VÝROBKOM

tvar dielov - cylindrický, štvorcový, mnohouholníkový, skrutky.
HYDRAULICKÝ LIS S POHYBLIVÝM STĹPOM na vyrovnávanie a korekciu zakrivenia dielov - ručný a CNC


Po pevnom produkte sa pohybuje lis, ktorý vykoná korekciu na správnom mieste.
zaberá minimum miesta v dielni.
HYDRAULICKÝ ROVNACIE LISY NA ROVNANIE RÚR ALEBO HRIADEĽ s pevným produktom a pohyblivým lisom



Portálový lis - portál s valcom sa pohybuje po pevnom potrubí, pomocou ktorého sa vykonáva editácia. V dielni zaberá minimum miesta.
Na špeciálnu objednávku vyrobíme automatický rovnací komplex s CNC.
Technológia orovnávania hriadeľa
výrobok alebo diel, ktorý sa má narovnať, je upevnený v špeciálnom korekčnom prípravku, v ktorom sa môže výrobok voľne otáčať okolo svojej osi, výrobok sa otáča a miesta na úpravu sú označené.
Pri silnom ohybe hriadeľa sa vyrovnávanie vykonáva so spätným vychýlením.
hriadeľ po narovnaní by mal mať minimálne hádzanie a odchýlky.
ÚPRAVA PODROBNOSTÍ
Úprava je proces odstraňovania defektov, ktoré deformujú tvar obrobku plastickou deformáciou.Obrobok, ktorý sa má upravovať, sa nazýva defektný. Uplynulý technologický proces úpravy sa nazýva narovnaný.
Strojové vyrovnávanie výrobkov vyrobených z kovov a zliatin umožňuje vylúčiť deformácie tvaru výrobku, ako aj vonkajšie geometrické chyby - porušenie správnosti geometrického tvaru prierezu - profilu.
Zakrivenie môže byť všeobecné alebo lokálne.
Typy zakrivenia:
1. kosákovitý (polmesiac)
2. klenutý
3. krútenie
4. vlnitosť
5. deformácia - je to zvlnenie v pozdĺžnom a priečnom smere - priehlbiny a vydutia sú veľmi dlhé
6. zakrivenie - odchýlka osi valcového výrobku.
7. plochosť
8. odchýlka priamosti (konvexnosť a konkávnosť)
Orovnávanie zlepšuje kvalitu povrchu a presnosť geometrického tvaru valcovaných výrobkov a plechov, výrobkov hriadeľového typu (hladké, stupňovité, kľukové hriadele atď.), ako aj takých polotovarov, ako sú: štvorcové polotovary, kruhová oceľ valcovaná za tepla, kalibrované oceľové tyče , pásové polotovary.
Tiež za tepla valcované, hrubostenné a tenkostenné, za studena valcované, za studena ťahané vrtné rúry (prípustné zakrivenie 1 mm na 1 meter) podliehajú vyrovnávaniu.
Úprava sa používa na opravu deformácií, deformácií a vodítok, ktoré sa objavia, keď:
· tepelné spracovanie valcovaných výrobkov, výkovkov a dielov. Pri ochladzovaní kovu vznikajú napätia, ktoré deformujú súčiastku.
· zahrievanie počas výroby a montáže
· porušenie technológie nakladania a vykladania
· nesprávna preprava a skladovanie
Úprava umožňuje získavanie obrobkov vyššej presnosti Technologické procesy strojovej úpravy sa realizujú metódami plastického ohýbania a ťahu alebo stláčania.
na plynulé vyrovnávanie sa používajú valcové stroje, na prerušované vyrovnávanie, kedy sa zakrivené úseky vyrovnávajú jeden po druhom, sa používajú hydraulické lisy.
Predvalky sa vyrovnávajú za tepla a za studena (rovnanie za studena).
Na zníženie námahy sa používa vyrovnávanie za tepla.
Správnu prácu vykonáva pracovná rovnačka.
Na získanie rovných a nezakrivených častí sa používajú správne lisy s nízkou rýchlosťou piestu.
Orovnávacia pomôcka pozostáva z horného razidla a prekrytia, ako aj dvoch pohyblivých hranolov (orovnávacích hranolov).
Na obliekanie sa zvyčajne používa vertikálny vyrovnávací lis v tvare C. Otvorený priestor uľahčuje prístup pri manipulácii s dlhými dielmi.Lis sa skladá z lôžka, čerpacej jednotky a predĺženého vyrovnávacieho stola.
Rovnaný výrobok je upevnený v kužeľových stredoch (pevných alebo posuvných) alebo valčekoch - výchylky výrobku sú riadené číselníkom. Valce sú potrebné na uľahčenie otáčania dielov počas procesu vyrovnávania.
Stredy a valčeky sú odpružené a môžu sa kývať na prstoch vložených do ľavého a pravého vozíka, ktoré sa voľne pohybujú po vodidlách vyrovnávacieho stola, čo umožňuje úpravu na veľkom počte bodov.
Pákou spojený rozvádzač lisu je ovládaný, rovnačka môže ovládať aj prestavovanie dorazov (vzdialenosť nosných hranolov), pohyb valčekovej dráhy a otáčanie valcov. Po nastavení, keď sa piest pohybuje nahor, pružiny automaticky nastavia obrobok do riadiacej polohy.
Korektor pri úprave by nemal umožňovať nadmerné ohýbanie dielu.
Urovnávač kontroluje kvalitu úpravy pomocou indikačnej hlavice pre hádzanie na kontrolovaných plochách.
správny nástroj, správny nástroj.
dodávka prírezov pod lis sa uskutočňuje po valčekovom dopravníku s poháňanými alebo nepoháňanými valcami.
v prípade vyhrievaného rovnania je vedľa lisu inštalovaná pec, pretože so zvýšením teploty sa zvyšuje plasticita a znižuje sa pevnosť a odolnosť proti deformácii.
Pri procese tlakového vyrovnávania (plastická deformácia) sa mení mikroštruktúra a makroštruktúra obrobku.
Editačná sila závisí od odrezania obrobku, vzdialenosti medzi podperami.
Ak je orovnávacia sila nedostatočná - ohyb môže byť elastický - v tomto prípade obrobok po odstránení zaťaženia obnoví svoj pôvodný tvar a rozmery - tento jav sa nazýva pruženie.
Čím je kov tvrdší a čím vyššia je jeho medza klzu, tým väčšia je spätná väzba.
Preto je potrebné, aby sila správneho lisu bola vyššia ako medza klzu deformovaného kovu - o 0,25-1%.
Pri vyrovnávaní dochádza k elastickým a plastickým deformáciám - elastická deformácia sa objavuje vo forme inverznej elastickej deformácie.
Aby sa zakrivená časť narovnala, je potrebné ju nielen uvoľniť, ale aj mierne ohnúť v opačnom smere - dať jej opačné zakrivenie, pretože po odstránení zaťaženia dôjde k odpruženiu a časť sa Pri vyrovnávaní za tepla nedochádza k spätnému pruženiu.

KONTROLA KVALITY
Pri tejto operácii sa kontrolujú geometrické tvary výrobku, za vyhovujúce sa považujú výrobky, ktoré sú v rámci tolerancií určených technológom pre následné opracovanie.
Pre okrúhle hriadele a valcové časti- otáčaním produktu a hlavice indikátora sa kontroluje otlačenie povrchu - konkávnosť sa rovná polovici amplitúdy údajov indikátora.
Správnosť tvaru hotových obrobkov je možné určiť vizuálne okom alebo pomocou šablón a meracích nástrojov.
Pri vybavení lisu elektronickými meracími systémami a snímačmi je možné informácie z nich preniesť do CNC systému na ďalšie spracovanie.
ROVNANIE PLOCH A PLIECH, PLIECH A PLIECH
Dlhé plechy, zrolované listy sa vyrovnávajú na viacvalcových rovnačkách plechu (valčeky na rovnanie). Časť, ktorá sa má narovnať, niekoľkokrát prechádza cez valce.
Na orovnávanie malých obrobkov sa orovnávanie používa na hydraulických lisoch v rovnacej (rovnacej) raznici. Pečiatka pozostáva z 2 masívnych platní - jedna platňa je namontovaná na stole, druhá je na posúvači. Pracovné plochy lisovacích dosiek sú vyrobené z troch typov: hladké (používané s nízkymi požiadavkami na kvalitu orovnávania), bodové (pre hrubé obrobky), plátkové (pre diely malej hrúbky).
Na orovnávanie krátkych valcových dielov je možné použiť dvojvalcové orovnávanie - medzi dvoma valcami rotujúcimi v rovnakom smere sa valce otáčajú voči sebe navzájom rôznymi rýchlosťami.
Služby našej spoločnosti: oprava hydraulických lisov, modernizácia hydraulických lisov, montážne práce na lisoch, demontáž, montáž nového zariadenia, výroba nových špeciálnych lisov, vývoj podľa požiadaviek zákazníka, návrh neštandardných lisov.
.jpg) |
|
| Jekaterinburg, Pervouralsk, Kamensk-Uralsky, Nižný Tagil, Čeľabinsk, Miass, Zlatoust, Magnitogorsk, Orsk, Kurgan, Orenburg, Ťumen, Ufa, Kazaň, Iževsk, Kirov | doprava zdarma |
| Nižný Novgorod, Vladimír, Čeboksary, Penza, Tambov, Samara, Saratov | náklady na doručenie 70 000 rubľov |
| Volgograd, Astrachaň, Voronež, Kursk, Orel, Lipeck, Belgorod | |
| Moskva, Kaluga, Riazan, Tver, Smolensk, Brjansk | náklady na doručenie 95 000 rubľov |
| Kazachstan | náklady na doručenie 100 000 rubľov |
| Krasnodar, Rostov na Done, Stavropol, Taganrog | náklady na doručenie 120 000 rubľov |
| Petrohrad, Petrozavodsk, Archangelsk, Pskov, Syktyvkar, Salechard | náklady na doručenie 110 000 rubľov |
| Omsk, Tomsk, Novosibirsk, Surgut, Nižnevartovsk, Barnaul | náklady na doručenie 85 000 rubľov |
| Krasnojarsk, Kemerovo, Irkutsk, Ulan-Ude, Chabarovsk, Komsomolsk na Amure, Vladivostok | skontrolujte náklady na dopravu |



