Pri stavbe prijímača, zosilňovača alebo iného rádiového zariadenia sa rádioamatér musí vysporiadať s prácou prerábania starého alebo výroby nového transformátora.
Rádioamatéri, ktorí s takouto prácou začínajú prvýkrát, často celkom nerozumejú tomu, ako navíjať, aký materiál si vybrať a ako testovať vyrobený transformátor.
Informácie o tejto problematike, pozbierané z časopiseckých článkov a kníh, sú väčšinou nedostatočné a väčšinu práce musí urobiť rádioamatér, spoliehajúc sa na svoju vynaliezavosť, alebo sa uchýli k pomoci a radám skúsenejšieho súdruha.
S ohľadom na to sa autor tejto brožúry pokúsil poskytnúť systematickým spôsobom potrebné pokyny na výrobu transformátorov s nízkym výkonom a naučiť praktické spôsoby ich navíjania doma alebo v rádioklube.
Navíjacie príslušenstvo
V továrňach s hromadnou sériovou alebo radovou výrobou sa transformátory zvyčajne navíjajú na špeciálnych, často automatizovaných strojoch. Pre rádioamatérov je samozrejme ťažké spoliehať sa na špeciálny navíjací stroj, a preto navíjajú transformátory väčšinou buď priamo ručne, alebo pomocou jednoduchých navíjacích zariadení.
Zvážte, ako môžete vyrobiť jednoduché navíjacie zariadenia z improvizovaných materiálov a pomocou bežných nástrojov.
Najjednoduchšie takéto zariadenie je znázornené na obr. 1. Pozostáva z dvoch stojanov 1 (alebo kovovej konzoly) namontovaných na doske 2 a osi 3 vyrobenej z hrubej (priemer 8-10 mm) kovovej tyče, prevlečenej cez otvory v stojane a zahnutej na jednom konci vo forme rukoväte.
Na navinutie drôtu na hotový rám 4 sa vytvorí drevený blok 5, ktorého veľkosť je o niečo menšia ako okno rámu. V bloku je vyvŕtaný otvor na pripevnenie na nápravu.
Rám sa nasadí na blok, ktorý sa potom položí na os a tam sa upevní kolíkom 6. Aby rám nevyčnieval a nevysúval sa z bloku, použije sa tesniaci klin 7 z tvrdého kartónu alebo tenkej preglejky. musia byť vložené medzi ne.
Aby pri navíjaní nedochádzalo k axiálnej vôli, ktorá je veľmi dôležitá pre rovnomerné ukladanie závitov, je potrebné medzi blok a stojany nasadiť voľné úseky osi kusy rúrok 8, ktoré môžu byť vyrobené z plechu obalením. okolo osi 3.
Obr. 1. Najjednoduchšie navíjacie zariadenie. 1 - stojany; 2 - doska; 3 - os; 4 - rám cievky; 5 - blok; 6 - vlásenka 7-klinová; 5-rúrkový.

Obr. 2. Navíjacie zariadenie z vŕtačky. 1 - vŕtačka; 2- zverák; 3 - tyč; 4 - orechy.
Ak chcete odstrániť navinutý rám, musíte odstrániť kolík 6 a vytiahnuť osku 3.
Pohodlnejšie a spoľahlivejšie navíjacie zariadenie je vyrobené z ručnej vŕtačky / (obr. 2), ktorá musí byť upnutá do zveráka 2 alebo pripevnená k stolu tak, aby nič nebránilo voľnému otáčaniu rukoväte vŕtačky. Do skľučovadla vŕtačky je upnutá kovová tyč 3, na ktorej je namontovaný blok s rámom.
Najlepšie je odrezať tyč s priemerom 4-6 mm a potom je možné blok s rámom upnúť medzi dve matice 4. V tomto prípade sa môžete bez bloku zaobísť, upnutie rámu pomocou dvoch lícníc vyrobených z preglejka alebo textolit s otvormi v strede.
Ako navíjacie zariadenie je vhodné použiť aj hotový stroj na textilné cievky, navíjačku na prevíjanie filmu, telefónnu tlmivku a pod.
Navíjač fólie je obzvlášť praktický (po malej úprave), pretože je vyrobený pevne a má jemný pohyb bez vôle. Jeho zmena spočíva v nahradení krátkeho valčeka zámkom pre kotúče filmu s dlhou osou so závitmi a krídelkami na upevnenie rôznych rámov.
Nemenej dôležité pre navíjacie práce ako samotný navíjací stroj má odvíjacie zariadenie, na ktoré je nasadená cievka s drôtom alebo rám starého transformátora, ktorého drôt sa používa na nové vinutie. Aby sa nezhoršila izolácia odvinutého drôtu a tiež aby nedochádzalo k otrasom (čo je dôležité pri ukladaní cievok za sebou), musí ísť drôt úplne rovnomerne.
Najjednoduchšie zariadenie na odvíjanie drôtu je znázornené na obr. 3. Ide o obyčajnú kovovú tyč 1 prevlečenú cez otvory drevené regály 2 pripevnený na palube 3.
Výroba dreveného bloku pre rám odvinutej cievky 4 je v tomto prípade voliteľná. Aby pri odvíjaní nebúchala a neskákala, je možné z hrubého kartónu alebo papiera zrolovať rúrku 5 požadovaného priemeru, prevliecť cez ňu tyč a dostatočne tesne ju zasunúť do okienka rámu.
![]()
Obr. 3. Najjednoduchšie zariadenie na odvíjanie drôtu, 1 - tyč; 2- stojany; 3- doska; 4 - cievka s drôtom; 5 - rúrka.

Obr. 4. Stroj na odvíjanie drôtu. 1 - držiak; 2 - doska; 3-skrutky; 4- vlásenka; 5 - orechy (jahňatá); 6 - líca.
Je však lepšie vyrobiť špeciálne odvíjacie zariadenie znázornené na obr. 4. Z pásu mäkkej ocele alebo iného vhodného materiálu je ohnutý držiak 1, ktorý je pripevnený k doske 2 (alebo stolu).
IN stojky konzoly vytvoria otvory (v priemere 5-6 mm) so závitmi (závit M-5 alebo M-6), do ktorých sa zaskrutkujú skrutky 3 naostrené od koncov po kužeľ. Vyrobí sa čap 4 vyrezaný po celej dĺžke z kovovej tyče s priemerom 5-6 mm, z ktorej koncov sú vyvŕtané plytké otvory (3-4 mm).
Kužele a čap sú doplnené vhodnými maticami (najlepšie krídlovými maticami) 5 a lícnicami 6 na upnutie cievky alebo rámu drôtom.
Veľmi dôležitá v procese navíjania je schopnosť presne spočítať počet závitov. Jednoduchá, ale vyžadujúca si osobitnú pozornosť, je ústne počítanie každej otáčky (alebo po jednej otáčke) rukoväte stroja. Ak musí vinutie obsahovať veľký počet závitov, potom je pohodlnejšie po spočítaní sto závitov urobiť značku na papieri (vo forme tyčinky) a potom sčítať všetky značky.

Obr. 5. Skĺbenie počítadla závitov s navíjacím zariadením. a - pomocou pružného valčeka; b - pomocou ozubených kolies.
V stroji s prevodovkou sa berie do úvahy prevodový pomer, ktorý by sa mal vždy pamätať.
Veľa lepšia aplikácia mechanické počítadlo, ktoré možno použiť ako bicyklový rýchlomer alebo počítací mechanizmus z elektromera, vodomeru a pod.
Kĺbové spojenie pultu so strojom je možné vykonať pomocou pružného valčeka (kúsok hrubostennej gumovej rúrky), ktorý spája os pultu s osou kŕdľa (obr. 5a). V tomto prípade musíte pri každej inštalácii nového rámu odpojiť kĺb náprav, odstrániť pružný valec a po inštalácii nového rámu ho znova nasadiť.
Pohodlnejším, ale aj komplikovanejším spôsobom kĺbového spojenia je počítadlo spojené so strojom cez dvojicu identických ozubených kolies (obr. 5.6). Pri tejto metóde je počítadlo neustále prepojené so strojom.
Rám pre transformátor
Rám transformátora (alebo induktora) je potrebný na izoláciu vinutia od jadra a na udržanie vinutia, izolačných tesnení a vodičov v poriadku. Preto musí byť vyrobený z dostatočne pevného izolačného materiálu. Zároveň musí byť z dostatočne tenkého materiálu, aby nezaberal veľa miesta v okne jadra.
Materiálom na rám je zvyčajne hrubá lepenka (lisovaná lepenka), vlákno, textolit, getinax atď. V závislosti od veľkosti transformátora alebo tlmivky sa hrúbka plošného materiálu rámu odoberá od 0,5 do 2,0 mm.
Na lepenie kartónového rámu môžete použiť kancelárske univerzálne lepidlo alebo bežné stolárske lepidlo. Nitroglue (enamelit, herkules) by sa malo považovať za najlepšie lepidlo s dobrou odolnosťou proti vlhkosti. Getinaxové alebo textolitové rámy sa zvyčajne nelepia, ale sú zostavené „na zámku“.

Obr. 6. Proporcionalita dosiek rámu a jadra. a - pre delené dosky; b - pre vložky s dierovaním stredného jadra.
Tvar a rozmery rámu sú určené rozmermi jadra, po ktorom sú jeho časti nakreslené a potom rezané. Ak sa použijú dosky transformátora so stredným zárezom jadra, potom je výška rámu vyrobená o niekoľko milimetrov menšia výška okná, aby bolo možné bez problémov vložiť jadrové dosky.
Aby sa predišlo chybám, je potrebné starostlivo zmerať rozmery dosiek jadra (ak nie sú známe) a nakresliť na papier náčrt s rozmermi jednotlivých častí rámu. Pri montáži „do hradu“ je obzvlášť dôležité zladiť jednotlivé časti rámu. Pomer rozmerov rámu a dosiek jadra pre iný typ dosky sú uvedené na obr. 6.

Obr. 7. Vzor a lepenie rámu pre transformátor.
Bežný rám pre transformátor môže byť vyrobený takto. Najprv sa vystrihnú líce rámu a vystrihne sa rukáv s chlopňami na koncových stranách podľa obr. 7. Po vykonaní rezov na záhyboch sa vzor zroluje do krabice, pričom strana 1 sa prilepí na stranu 5. Potom sa obe líca navlečia na rukáv.
Potom musíte ohnúť chlopne rukáva a roztiahnutím líc k okrajom rukáva prilepiť klopy k vonkajším rovinám líc. Na rohoch vonku líce, môžete prilepiť kúsky rovnakej lepenky, z ktorej bola vyrobená objímka rámu. Ak je lepidlo dostatočne silné a spoľahlivé, potom môže byť rukáv vyrobený bez chlopní, prilepením líc priamo na okraje rukáva.
![]()
Obr. 8. Detaily prefabrikovaného rámu pre transformátor. a - šírka dosky jadra plus medzera plus hrúbka materiálu častí 3; b - hrúbka sady jadrových dosiek plus hrúbka dielov 2; c je hrúbka materiálu.
Prefabrikovaný rám je náročnejší na výrobu, ale má veľkú pevnosť a nevyžaduje lepenie. Detaily prefabrikovaného rámu sú znázornené na obr. 8.
Vyrábajú sa nasledujúcim spôsobom. Rozmery z náčrtu sa prenesú označením na list materiálu (textolit, getinax, vlákno). Ak materiál nie je príliš hrubý, časti sa vyrežú nožnicami.
Potom sa do nich pilníkom vyrežú drážky. V lícach 1 sa po vyvŕtaní niekoľkých otvorov v nich vyrežú okná.

Obr. 9. Montáž rámu pre cievky transformátora do zámku.
Potom, po rozložení dielov na stôl, strany 2 a 3 puzdra sa nastavia tak, aby sa pri montáži rámu všetky rezy a výčnelky „zámku“ zbiehali. Pri označovaní a výrobe dielov 2 môže mať jeden z nich výrazne „zámkovú“ časť veľké veľkosti(obrysy sú znázornené bodkovanými čiarami na obr.
8) na umiestnenie kontaktov alebo okvetných lístkov na spájkovanie vodičov vinutia. Aby nedošlo k zámene dielov, mali by byť pred montážou očíslované. Poradie montáže rámu je zrejmé z obr. deväť.
Ihneď po zhotovení líceniek je lepšie do nich „v zálohe“ predvŕtať otvory pre olovnice. Pri montáži rámu alebo lepení líceniek je potrebné brať do úvahy, na ktorú stranu trafa (prípadne oboje) a na ktorú stranu lícníc budú zhotovené vývody, aby boli boky lícníc správne polohované s otvormi pre vedie.
Je potrebné dbať na to, aby strany lícníc s otvormi v prípade štvorcového prierezu jadra neboli uzavreté doskami jadra.
Hotový lepený alebo zmontovaný rám je potrebné pripraviť na navíjanie, na čo je potrebné zaobliť rohy objímky a líca pilníkom a tiež odstrániť otrepy. Rám je užitočné (ale nie nevyhnutné) natrieť alebo naimpregnovať šelakom, bakelitom atď.
Izolačné podložky
V niektorých prípadoch sa medzi susednými radmi vinutia transformátora vytvára veľké napätie a potom je izolačná sila samotného drôtu nedostatočná. V takýchto prípadoch je potrebné medzi rady závitov umiestniť izolačné podložky vyrobené z tenkého hrubého papiera, pauzovacieho papiera, kábla, kondenzátora alebo hodvábneho papiera. Papier by mal byť plochý a pri pohľade cez svetlo by nemal mať viditeľné póry a vpichy.
Izolácia medzi vinutiami v transformátore musí byť ešte lepšia ako medzi radmi závitov a čím lepšia, tým vyššie napätie. Najlepšia izolácia je lakovaná tkanina, ale okrem nej potrebujete aj hustý kábel resp obal, ktoré sú tiež položené na vyrovnanie povrchu pre pohodlie navíjania ďalšieho vinutia na vrch. Jedna vrstva lakovanej látky je vždy žiaduca, ale možno ju nahradiť dvoma alebo tromi vrstvami pauzovacieho papiera alebo káblového papiera.
Po zmeraní vzdialenosti medzi lícami hotového rámu môžete pristúpiť k príprave izolačných papierových pásikov. Aby sa krajné otáčky vinutia nezborili medzi okrajmi pásikov a lícami, papier sa nareže na trochu širšie pásiky, než je vzdialenosť medzi lícami rámu, a okraje sa odrežú o 1,5 až 2 mm. nožnicami alebo jednoducho ohnuté.
Pri navíjaní prekrývajú krajné otáčky vinutia vrúbkované alebo ohnuté pásiky. Dĺžka pásikov by mala zabezpečiť prekrytie obvodu vinutia s prekrytím koncov o 2-4 cm.
Na izoláciu vývodov sa používajú miesta spájkovacích a navíjacích kohútikov, kusy cambrických alebo vinylchloridových trubíc a kusy lakovanej látky.
Na utiahnutie a zaistenie začiatku a konca hrubých vinutí (vlákno a výstup) sa pripravia kúsky (10-15 cm) keprovej pásky alebo prúžky odrezané z lakovanej látky a tri alebo štyrikrát preložené kvôli pevnosti.
Ak je vonkajší rad vinutia blízko jadra, potom sa z tenkého listového textolitu alebo lepenky vyrežú obdĺžnikové dosky, ktoré sa po zložení transformátora vložia medzi vinutie a jadro.
Navíjacie a olovené drôty
Vinutia transformátorov, s ktorými sa musí rádioamatér popasovať, sa najčastejšie vyrábajú smaltovaným izolovaným drôtom značky PE alebo PEL.
V silových transformátoroch sa pre sieťové a zvyšovacie vinutia používa iba PE drôt a pre žiarovkové vinutia rovnaký drôt alebo s veľkým priemerom (1,5-2,5 mm) drôt s dvojitou papierovou izoláciou značky PBD.
Závery koncov a kohútikov z vinutia vyrobených tenkým drôtom sú vyrobené s drôtom niekoľko väčšia časť než vinutie drôtu. Pre nich je lepšie vziať flexibilný lankový drôt s elastickou izoláciou (napríklad vinylchlorid alebo guma). Ak je to možné, je vhodné vziať drôty s rôznymi farbami, aby ste z nich neskôr ľahko rozpoznali akýkoľvek záver.
Závery z preliatia, vyrobené s hrubým drôtom, môžu byť urobené s rovnakým drôtom. Kusy tenkostenných izolačných rúrok sa musia nasadiť na konce alebo kohútiky týchto vinutí. Prívodné vodiče musia mať takú dĺžku, aby sa dali voľne pripojiť k prvkom obvodu alebo k spojovacej tyči (hrebene).
vinutie
Cievka s drôtom určeným na ďalšie navíjanie je upnutá medzi odnímateľné lícnice závitového čapu odvíjacieho zariadenia. Vlásenka s cievkou je inštalovaná v kuželoch tohto zariadenia (obr. 4).
V závislosti od priemeru drôtu sa nastavuje prítlak kužeľov a stupeň brzdenia odvíjacej cievky. Cievka musí byť upnutá tak, aby počas odvíjania nenarazila, pretože od toho závisí úspech a jednoduchosť položenia cievky drôtu na cievku. Odvíjacie zariadenie je umiestnené pred navíjacím strojom nie bližšie ako 1 m (ďalej je lepšie).
Pripravený rám transformátora je upnutý medzi dve lícnice voľne namontované na vlásenke.
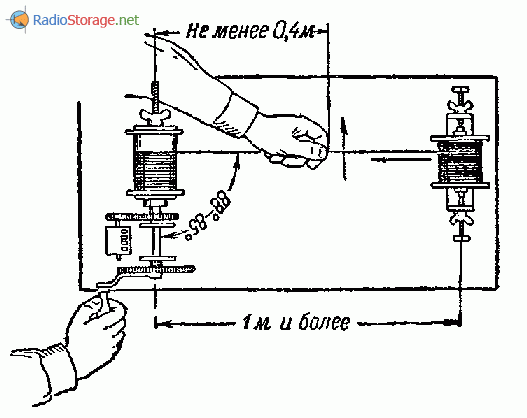
Obr. 10. Umiestnenie prvkov vinutia transformátora a rúk navíjača.
Čap sa potom vloží do skľučovadla alebo upne na hriadeľ navíjača. Rám, ako aj cievka s drôtom, musí byť dobre vycentrovaná, aby sa pri navíjaní rovnomerne otáčala a nenarážala. Upínacie kefy musia byť umiestnené tak, aby nezatvárali otvory pre prívody v ráme.
Cievku s drôtom je potrebné nainštalovať na odvíjacie zariadenie a navíjačku na stôl, ako je znázornené na obr. 10. Drôt by mal ísť z hornej časti cievky do hornej časti rámu transformátora.
Stroj alebo vŕtačka je umiestnená nad stolom v takej výške, aby medzi osou stroja a rovinou stola bola vzdialenosť 15-20 cm, potom pri navíjaní možno ľavú ruku voľne položiť na stôl bez zasahovanie do otáčania stroja s rámom.
Než začnete navíjať, musíte si pripraviť izolačné tesnenia, olovené drôty, izolačnú trubicu na prívody, list papiera a ceruzku na označenie pri počítaní závitov, ak nie je počítadlo, nožnice na rezanie tesnení, kúsok jemného brúsneho papiera na odizolovanie a vyhrievanú spájkovačku na spájkovacie kolíky. Vy sami si musíte voľne sadnúť k stolu (pracovnému stolu) a precvičiť si interakciu rúk.
Pravou rukou je potrebné otáčať navíjacím strojom tak, aby drôt ležal na ráme zhora, a ľavou rukou držať a ťahať drôt, pričom jeho pohyb nasmerujte tak, aby ležal rovnomerne okolo dokola (na tento účel ľavú ruku treba položiť na stôl pod osou stroja alebo nadstavca potiahnutím čo najviac dopredu). Čím ďalej od rámu nasmerovať drôt, tým presnejšie a ľahšie zapadne drôt.
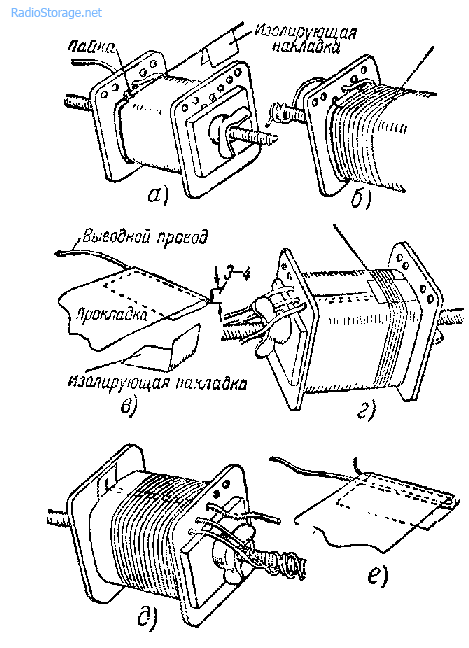
Obr. 11. Ukončenie výstupných vodičov vinutia transformátora. a-obvyklé ukončenie výstupného vodiča; b - vinutie s normálnym ukončením drôtu; c - polotovar oloveného drôtu so širokým tesnením; g - vinutie pri ukončení drôtu so širokým tesnením; d - ukončenie posledného výstupu vinutia; e - prázdna slučka vodiča.
Rám, overený a upevnený na stroji alebo vŕtačke, je obalený tenkým papierovým pásikom. Aby pásik držal, môže byť mierne prilepený.
Olovený vodič alebo samotný koniec navinutého drôtu možno upevniť dvoma spôsobmi.
Ak je drôt tenký, potom sa záver urobí s iným, flexibilným drôtom. Takéto olovo musí byť dostatočne dlhé, aby ho prevlečením cez otvor v ráme bolo možné omotať (jedným otočením) okolo objímky rámu.
Odizolovaný koniec navinutého drôtu je prispájkovaný k hrotu oloveného drôtu, ktorý bol predtým odizolovaný a pocínovaný o 2-3 mm, a po izolovaní miesta spájkovania kusom papiera alebo lakovanej látky zloženej na polovicu a navinutím sa spustí (obr. 11, a). Pri navíjaní s následnými otáčkami sa izolačná podložka stlačí (obr. 11.6).
Výstup naskrutkovaný do otvoru rámu je potrebné trochu rozobrať okolo osi (čapu) navíjacieho stroja alebo k nemu priviazať, aby sa pri ďalšom navíjaní nevytiahol z rámu. Pre väčšiu spoľahlivosť je možné závery priviazať k objímke niekoľkými otáčkami silnej nite.
Ďalším spôsobom je, že výstupný drôt je po prevlečení cez otvory v líci rámu zachytený pásikom tlmiaceho papiera, ktorého okraj je ohnutý pod drôtom (obr. 11, c). Potom sa okolo objímky omotá pásik, ktorý by mal mať šírku rámu a stlačí olovený drôt.
Zároveň je potrebné pod pás (na konci výstupného vodiča) vložiť izolačnú „kryciu vrstvu, ktorá potom prekryje miesto spájkovania výstupných a navinutých vodičov.
K pocínovanému koncu výstupného drôtu vyčnievajúcemu spod tesnenia, ktorý sa nachádza na druhej strane rámu, sa prispájkuje odizolovaný hrot navinutého drôtu a vykoná sa navinutie. V tomto prípade bude izolačná podložka stlačená prvými otáčkami vinutia a výstupný koniec - otáčkami prvého radu (obr. 11, d).
Navíjanie sa musí robiť najskôr pomaly, pričom treba nastaviť ruku tak, aby drôt išiel a ležal zvinutý do zvitku s určitým napätím. V procese navíjania tohto radu by sa ľavá ruka mala rovnomerne pohybovať za položením zákrutov a snažiť sa udržať uhol napätia. Nasledujúce otáčky prvého radu teda stlačia predchádzajúce.
Každý rad by nemal byť navinutý až po lícnu stranu rámu o 2-3 mm, aby sa zabránilo padaniu závitov pozdĺž líca. Toto je obzvlášť dôležité pri navíjaní vysokonapäťových vinutí (napríklad zvýšenie výkonu alebo anóda vo výstupných transformátoroch).
Pred spustením vinutia (keď je prvý výstup naplnený a spájkovaný) musí byť otáčkomer vynulovaný alebo zaznamenané jeho hodnoty. Pri absencii počítadla sa otáčky počítajú potichu alebo nahlas a každých sto otáčok je vyznačených na papieri tyčinkou.
Po navinutí každého radu je potrebné nechať drôt napnutý, aby sa pri aplikácii papierového pásika nerozvinula navinutá časť vinutia. Za týmto účelom môžete drôt pritlačiť k lícu rámu pomocou spony na bielizeň. Tesnenie musí pokrývať celý rad vinutí. Zlepí sa alebo sa dočasne (kým ho neuchytia závity ďalšieho radu) pritlačí k vinutiu gumovým krúžkom, ktorý môže byť vyrobený z tenkej šnúrkovej gumičky.
Posledný záver vinutia môže byť vyrobený rovnakým spôsobom ako prvý. Pred navinutím posledného úplného alebo neúplného radu je potrebné tento olovený vodič spolu s papierovým tesnením (obr. 11, c) položiť na rám a po obalení rámu pásom tesnenia pritlačiť vodič gumovým krúžkom.
Po navinutí posledného radu sa navinutý drôt odstrihne a po odizolovaní prispájkuje na pocínovaný hrot oloveného drôtu (obr. 11, e). Ak výstupný koniec musí vychádzať z líca, v blízkosti ktorého končí posledný rad vinutia, potom je výstupný koncový polotovar vyrobený vo forme slučky (obr. 11, e), ktorá zapadá na rám v rovnakom spôsobom ako konvenčný výstupný vodič.
Odbočky z časti závitov vinutia navinutého nie príliš tenkým drôtom (od 0,3 mm alebo viac) môžu byť vyrobené vo forme slučky s rovnakým drôtom (bez jeho rezania), ako je znázornené na obr. 12, a. Slučka sa v tomto prípade prevlečie cez otvor papierového prúžku prehnutého na polovicu, ktorý sa po pritlačení k vinutiu s následnými otáčkami utiahne (obr. 12.6).
Bez papierového pásika sa zaobídete, ak na vývod v tvare slučky nasadíte izolačnú hadičku. Odbočky z vinutia vyrobeného z tenkého drôtu (menej ako 0,3 mm) sa zvyčajne vyrábajú s ohybným oloveným drôtom, ktorý je prispájkovaný k drôtu, ako je znázornené na obr. 12, c.
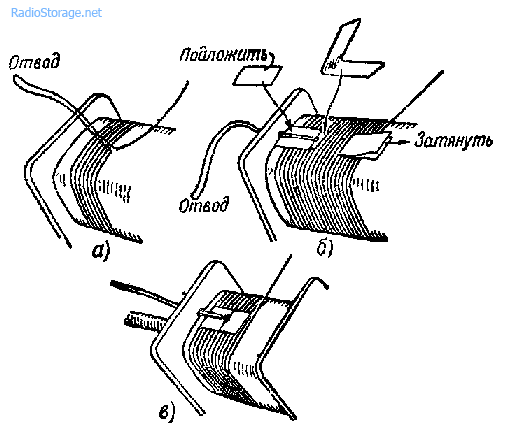
Obr. 12. Odbočky z vinutia transformátora, spôsoby montáže. a - výstup slučky; b - ukončenie výstupu slučky; c - kohútik zo samostatného drôtu.
Obr. 13. Upevnenie koncov vinutia transformátora z hrubého drôtu. a - upevnenie prvého výstupu vinutia; b - upevnenie posledného výstupu vinutia; c - upevnenie dvoch záverov s obojstranným uťahovaním.
Začiatok a koniec vinutia z hrubého drôtu je vyvedený priamo (bez samostatných výstupných drôtov) cez otvory v lícach rámu. Na konce vystupujúce z rámu stačí nasadiť flexibilné izolačné rúrky. Konce vinutia sú pripevnené úzkou bavlnenou páskou.
Páska je zložená na polovicu, čím sa vytvorí slučka, do ktorej prechádza prvý výstupný koniec drôtu. Potom, držte pásku rukou a pevne na ňu naviňte 6-8 otáčok, slučka je utiahnutá (obr. 13, a). Druhý výstupný koniec vinutia je tiež pevný.
V tomto prípade bez navinutia posledných 6-8 závitov sa na rám umiestni slučková páska, posledné závity sa navinú, čím sa páska pritlačí k rámu, a po prejdení konca navinutia do slučky slučka je utiahnutá (obr. 13.6).
Ak vinutie hrubého drôtu obsahuje malý počet závitov (nie viac ako 10), potom môžu byť konce elektródy pripevnené páskou obojstranným utiahnutím, ako je znázornené na obr. 13, c.
Vo viacvrstvových vinutiach hrubého drôtu sa odporúča po každom rade vyrobiť papierové rozpery. Ak rám nie je obzvlášť pevný, potom by mal byť každý nasledujúci rad vyrobený o jednu alebo dve otáčky menej a potom vyplniť medzery medzi vinutím a lícami rámu špagátom alebo niťou. To je dôležité, keď sú na vrchu ešte ďalšie vinutia.
Ak sa drôt počas navíjania zlomí alebo keď je vinutie vyrobené zo samostatných kusov drôtu, konce drôtov sa spoja nasledovne. Pre drôty s malým priemerom (do 0,3 mm) sa konce 10-15 mm očistia brúsnym papierom, opatrne sa skrútia a spájkujú. Spojenie vodičov sa potom izoluje kusom klzného papiera alebo lakovanej látky.
Konce hrubších drôtov sú zvyčajne spájkované bez krútenia. Tenké drôty (0,1 mm alebo menej) je možné zvárať otočením koncov o 10-15 mm (bez odstránenia izolácie) a potom ich umiestnením do plameňa alkoholovej lampy, plynu alebo niekoľkých zápaliek. Spojenie drôtov sa v tomto prípade považuje za spoľahlivé, ak sa na konci zákrutu vytvorí malá guľa.
Vinutia vyrobené z tenkého drôtu s počtom závitov niekoľko tisíc sa môžu navíjať nie otáčanie za závitom, ale „hromadne“. Zákruty by však mali byť položené rovnomerne, aby vinutie nemalo hrbole a poklesy. Približne na každý milimeter hrúbky takéhoto vinutia treba vyrobiť papierové rozpery.
Na vyváženie dvoch vinutí alebo polovičných vinutí sa často používajú rámy, predelené v strede lícnicou. Najprv sa navinie jedna polovica vinutia a potom sa rám otočí o 180 stupňov a druhá polovica sa navinie.
Pretože závity každej polovice vinutia budú navinuté v rôznych smeroch, potom keď sú polovice zapojené do série, ich začiatky alebo konce musia byť spojené. V tomto prípade je vhodnejšie urobiť závery z vinutia z opačných strán rámu.
Vinutia transformátora alebo induktora môžu byť vyrobené bez rámu. Vinutie je v podstate rovnaké ako pri ráme, ale rozpery medzi vinutiami (alebo radmi) sú vyrobené veľmi široké (trikrát širšie ako vinutia).
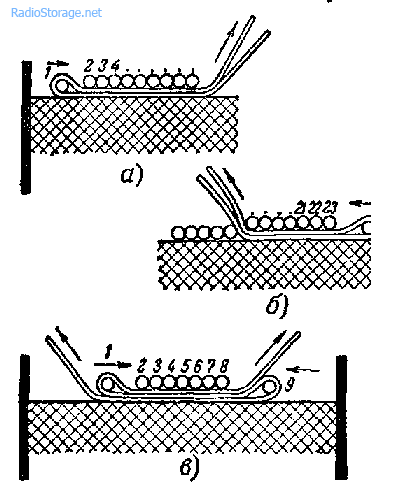
Na konci vinutia každej časti sa vyčnievajúce okraje tesnenia v rohoch odrežú nožnicami alebo žiletkou a ich ohnutím sa navinutá časť uzavrie (obr. 14). Koncové strany navinutých vinutí sa potom musia naplniť dechtom (zo suchých článkov a batérií).

Obr. 14. Bezrámové vinutie cievky transformátora.
Vonku, ak je horný rad závitov posledného vinutia navinutý hrubým drôtom a vyrobený dostatočne úhľadne, cievka môže byť obalená ničím. Ak je horné vinutie vyrobené z tenkého drôtu a dokonca nie je navinuté ani na zákrutu, potom by mala byť cievka zabalená papierom alebo koženkou.
Na uľahčenie pochopenia vodičov a odbočiek počas inštalácie transformátora je vhodné použiť viacfarebné vodiče. Napríklad urobte svorky sieťového vinutia transformátora žlté, začiatok a koniec zvyšovacieho vinutia - červený, kohútik zo stredu zvyšovacieho vinutia a drôt z obrazovky - čierny atď.
Samozrejme môžete použiť jednofarebné výstupné vodiče, ale potom je potrebné na každý výstup nalepiť kartónový štítok s príslušným označením.
Montáž jadra a montáž elektródy
Po dokončení navíjania transformátora pokračujte v montáži jeho jadra. Ak sú závery vinutia vytvorené na jednej strane líca rámu, potom sa položí na stôl so závermi nadol.
Ak sú závery urobené na oboch stranách líc, potom musí byť rám umiestnený tak, aby najväčší počet záverov a najhrubší z nich bol dole; horné závery je potrebné niekoľkokrát zložiť a dočasne priviazať k vinutiu tak, aby nezasahovali do zostavy jadra (obr. 15, a). Toto je obzvlášť dôležité, keď je tvar dosiek jadra vrúbkovaný na strednom jadre.
Dosky jadra výkonového transformátora sú zostavené bez medzery do krytu (striedavo vľavo a potom vpravo), ako je znázornené na obr. 15, b. Jadrá výstupných transformátorov alebo filtračných tlmiviek sa často montujú so vzduchovou medzerou, pričom dosky sa vkladajú iba z jednej strany (obr. 15, c).
Aby táto medzera zostala nezmenená, do spoja medzi platňami a presahmi jadra sa vloží pás papiera alebo lepenky. Vo vložkách so zárezom na strednom jadre je hrúbka medzery určená hrúbkou zárezu.

Obr. 15. Montáž jadra pre transformátor. a - príprava rámu s vinutím na jeho naplnenie doskami; 6 - montáž platní jadra do "presahu" c - montáž platní jadra v spoji s medzerou d - montáž jadra z platní so stredným zárezom jadra.
Ak rám nie je veľmi pevný, je potrebné ho vyplniť doskami (najmä na konci montáže) veľmi opatrne, pretože inak je možné prerezať objímku ostrou hranou stredného jadra a poškodiť vinutie. Aby sa tomu zabránilo, je žiaduce vložiť a ohýbať ochranný pás z mäkkej ocele do okna rámu (obr. 15, b).
Pri montáži jadra z platní so stredným zárezom jadra je potrebné použiť pomocnú vodiacu platňu (obr. 15, d), ktorá sa vyreže napr. z jednej platničky jadra.
Rámové okno je vyplnené čo najväčším počtom platní. Ak bol transformátor rozobratý a previnutý, potom pri jeho opätovnej montáži sa musia použiť všetky predtým odstránené dosky. Počas procesu montáže by sa malo jadro niekoľkokrát stlačiť vložením pravítka alebo tyče do okna rámu.
Posledné platne, ak sú tesné, sa dajú zatĺcť kladivom a zľahka ho udierať cez drevenú podšívku. Po otočení transformátora v rôznych smeroch a umiestnení na rovný povrch je potrebné jadro orezať ľahkými údermi kladiva cez drevenú podšívku.
Jadro po jeho zložení by malo byť dobre utiahnuté. Ak sú v doskách otvory, potom sa pomocou skrutiek stiahne cez horné pásy alebo štvorce (obr. 16, a a b).
Spolu s tým môžete nainštalovať aj štít s okvetnými lístkami na spájkovanie výstupných koncov vinutia.
Jadro malá veľkosť, zostavený z dosiek bez otvorov, je možné stiahnuť spolu s jedným bežným držiakom vyrezaným z tenkej mäkkej ocele (obr. 16, c).
Je veľmi vhodné upevniť transformátor a utiahnuť jeho jadro, aby ste použili podvozok, na ktorý má byť transformátor inštalovaný. V podvozku je vyrezané okno na prechod spodnej časti cievky s vedeniami, je inštalovaný transformátor a jadro je ťahané spolu so skrutkami cez spoločný záplatový rám (obr. 16, d).
V tomto prípade sú výstupné konce pripojené k príslušným úsekom obvodu buď priamo, alebo cez štít namontovaný na podvozku s kontaktnými lístkami.
![]()
Obr. 16. Montáž transformátora. a a 6 - transformátory s kontaktnými štítmi, utiahnuté skrutkami pomocou pásikov a štvorcov; c - transformátor, utiahnutý konzolou (sponou); g - transformátor, priskrutkovaný medzi tyčou a podvozkom.
Najjednoduchšie testy
Transformátor musí byť po navinutí a montáži odskúšaný. Výkonové transformátory sa testujú pripojením primárneho (sieťového) vinutia k sieti.
Na kontrolu neprítomnosti skraty vo vinutiach transformátora možno odporučiť nasledujúcu jednoduchú metódu. Sieť je zapojená do série s primárnym vinutím / skúšaného transformátora elektrická lampa L (obr. 17), určený pre príslušné sieťové napätie.
Pre transformátory s výkonom 50-100 W berú lampu 15-25 W a pre transformátory 200-300 W - lampu 50-75 W. S funkčným transformátorom by lampa mala spaľovať približne „štvrtinu tepla“.
Ak je súčasne jedno z vinutí transformátora skratované, lampa bude horieť takmer plným teplom. Týmto spôsobom sa kontroluje integrita vinutí, správnosť záverov a neprítomnosť skratovaných závitov v transformátore.
Potom sa uistite, že svorky vinutia nie sú zatvorené, primárne vinutie transformátor musí byť zapnutý na jednu alebo dve hodiny priamo do siete (zatvorením lampy L pomocou spínača Vk). V tomto okamihu môžete merať napätie na všetkých vinutiach transformátora pomocou voltmetra a uistiť sa, že ich hodnoty sú v súlade s vypočítanými hodnotami.
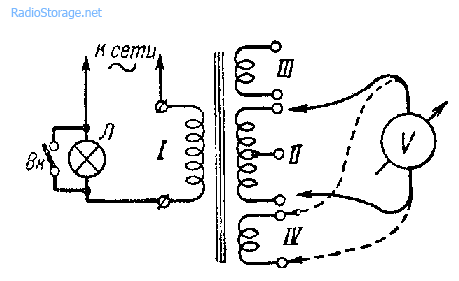
Obr. 17. Schéma na testovanie vinutí transformátora.
Okrem toho je potrebné otestovať spoľahlivosť izolácie medzi jednotlivými vinutiami transformátora. Na to sa musí jeden z výstupných koncov zvyšovacieho vinutia II dotýkať každého z výstupov sieťového vinutia 1.
V tomto prípade bude napätie zvyšovacieho vinutia spolu s napätím sieťového vinutia pôsobiť na izoláciu medzi týmito vinutiami.
Rovnakým spôsobom sa pri dotyku výstupného konca zvyšovacieho vinutia II s výstupnými koncami iných vinutí testuje aj izolácia týchto vinutí. Neprítomnosť iskry alebo slabé iskrenie (kvôli kapacite medzi vinutiami) súčasne ukazuje primeranosť izolácie medzi vinutiami transformátora.
Skúška transformátora musí byť vykonaná opatrne, dávajte pozor, aby ste sa nedostali pod vysoké napätie zvyšovacieho vinutia.
Ostatné typy transformátorov (výstup a pod.) s vinutiami s dostatočne veľkým počtom závitov sa skúšajú rovnakým spôsobom. Meraním napätia na vinutiach transformátora je možné určiť transformačný pomer.
Presvedčený na základe testu, že vyrobený transformátor je v dobrom stave, možno tento považovať za pripravený na inštaláciu a inštaláciu.
Referenčné tabuľky
Tabuľka 1. Charakteristika medených smaltovaných drôtov PEL a PSHO.


Tabuľka 2. Počet závitov na centimeter dĺžky súvislého vinutia.

Tabuľka 3. Údaje výstupných transformátorov z niektorých rádiových prijímačov.

Tento článok si nerobí nárok na bestseller populárno-náučnej literatúry, ale skôr ako návod pre začiatočníkov. Článok popisuje samotný proces navíjania a nie jeho výpočet.
Skôr či neskôr v praxi každého rádioamatéra vyvstáva otázka, ako napájať konkrétne zariadenie. Najpopulárnejší výkon ULF je 2 * 100 alebo 2 * 200. Preto najlepšia možnosť existuje „šiška“ pre 150 wattov celkového výkonu, v prvom prípade je potrebný jeden pre 2 kanály, v druhom pár pre dvojité mono. Toroidný transformátor má najlepší pomer veľkosti k výkonu, vysokú účinnosť a minimálny šum. Preto ich audiofili tak milujú. Zvážte proces navíjania tohto typu transformátora podrobnejšie.
Hlavná vec, ktorú by mal človek, ktorý navíja transformátor, vedieť a čo je najdôležitejšie pochopiť:
- dĺžka drôtu (počet závitov) je napätie;
- prierez vodiča je prúd, ktorým môže byť zaťažený;
- ak je počet závitov v primárnom okruhu malý, potom ide o dodatočné zahrievanie drôtu;
- ak je celkový výkon nedostatočný (spotrebuje sa viac ako je možné), je opäť teplý;
- prehriatie transformátora vedie k zníženiu spoľahlivosti.
Čo je teda potrebné na navíjanie:
- Transformátorové železo vo forme torusu (ďalej napíšem, kde ho získať);
- Lakovacie potrubie (pre vinutie transformátora je potrebný navíjací drôt);
- Maskovacia páska (papier);
- PVA lepidlo;
- Látková páska alebo kiperka;
- Kusy drôtu v izolácii;
- V neposlednom rade túžba.
TRANSFORMÁTOROVÉ ŽELEZO
Nebudem hovoriť o tom, ako na to vypočítať silu železa, už existuje veľa článkov ... Vypočítať silu je z praktického hľadiska ťažké, pretože trieda ocele a kvalita jej výroby nie sú známe. Preto dve jadrá s rovnakou celkovou hmotnosťou majú rozdielne parametre. Zvážte príklad navíjania jadra na už „použité“ jadro. Jedno z najľahšie získaných jadier, ktorých kvalita je pozoruhodná. Je jadrom sovietskeho stabilizátora "Ukrajina-2" (SN-315). Zrazu ich veľa vyhorelo a na trhu sa dá takéto zariadenie zohnať za 20 UAH ... Zaujíma nás torus. Tento donut je navinutý hliníkovou lakovanou fajkou, nemilosrdne ho namotáme (alebo ohryzieme), potrebujeme jadro (opatrne, aby sme jadro nepoškodili). Hliníkový drôt sa dá použiť aj na iné účely (skrúcanie metiel alebo drôtov), alebo ako v mojom prípade ho tavím na iné účely (výroba radiátorov). Po navinutí sa získa krásne jadro s rozmermi 96-54-32 mm, respektíve vonkajším, vnútorným priemerom a výškou. Nižšie je uvedený príklad takéhoto jadra ( Obr.1 ). Celkový výkon takéhoto jadra je minimálne 120 wattov (odskúšané v praxi).

Pred navíjaním je potrebné pripraviť žehličku na navíjanie. Ak sa pozriete na rohy transformátora, vezmite si, že sú pod uhlom 90 stupňov, v týchto bodoch sa drôt ohne a lak sa bude odlupovať, takže by nebolo potrebné rohy opracovávať súbor, zaokrúhľovať ich čo najviac (chápem tú lenivosť ale treba). Minimálny polomer kruhu je 3 mm. Obrázok 1 ukazuje, že rohy už boli spracované a torus je pripravený na navíjanie. Malý trik, pri opracovaní rohov pilníkom je potrebné vyhnúť sa olizovaniu ocele, aby vrstvy nezostali uzavreté! Za týmto účelom presuňte súbor v smere transformátorovej pásky. Po spracovaní odporúčam pozrieť sa do rohov na uzavretie vrstiev a upraviť ich malým pilníkom.
Aby sa jadro odizolovalo od vinutia, je potrebné ho odizolovať elektropáskou LÁTKA (alebo kiperkou napustenou parafínovým voskom). Lepšie je použiť elektropásku so šírkou cca 25 mm (obr. 2), vtedy dôjde k maximálnemu prekrytiu kovu v jednej vrstve, čím sa ušetrí miesto v okne. Koniec vinutia nelepíme (čítajte ďalej).

Po týchto operáciách je jadro pripravené na navíjanie a prejdeme k ďalšiemu kroku.
lakové potrubie
Lakovanie nazývam elektrický vodič, ktorého izolácia je vyrobená z laku (podľa kultúrneho vinutia alebo drôtu vinutia). Existujú rôzne značky PEV, PEV-2, PET-155 a ďalšie. Odporúčam použiť PEV-2, sýta oranžová farba. Drôt sa tiež ukázal veľmi dobre, veľmi tmavý vzhľad (PEL), farba hnilých čerešní, tento má hrubú vrstvu izolácie, čo umožňuje jeho použitie pre vysokonapäťové transformátory (viac ako 500V). Napríklad drôt PEV-2 s priemerom 1,6 mm má hrúbku izolácie asi 0,06 až 0,07 mm a "čierny" drôt 0,1 až 0,11 mm.
Výpočet prierezu drôtu je veľmi zaujímavý proces. Na internete je veľa literatúry na túto tému a nebudem písať o všetkých druhoch výpočtov a jemností (Google na záchranu). V závislosti od aktuálnej hustoty, ktorú si vyberiete, bude iná sekcia drôty. Hlavná vec, ktorá sa vyžaduje, je správny pomer výkonu. Je potrebné, aby výkon sekundárneho vinutia nepresiahol kapacitu primárneho vinutia. Ako viete, účinnosť transformátorov vo forme torusu je veľmi vysoká a rovná sa asi 97%, preto pri navíjaní torusu s výkonom 200 wattov je strata 6 wattov maličkosť, ktorú možno zanedbať. Predpokladáme, že výkon primárneho vinutia je väčší alebo rovný výkonu súčtu všetkých sekundárnych vinutí.
Príklad výpočtu. Je potrebné navinúť transformátor. Primárne vinutie je určené na 220V. K dispozícii sú dve sekundárne vinutia, každé 28V. Primárny drôt priemer 0,6 mm lakovaný. Hrúbka laku je približne 0,06 mm a „čistý“ priemer drôtu primárneho vinutia je približne 0,54 mm. Nahraďte vo vzorci oblasť kruhu a získajte prierez 0,228 mm 2 (ak neviete, ako som to vypočítal, potom si kúpte zosilňovač a neobťažujte sa). A tak pre pomer dostaneme 220V / 28V * 2 \u003d 3,92, čo znamená, že sekundárne vinutie by malo mať prierez 3,92-krát hrubší ako primárne vinutie. Ako vidíte, nepoužil som výkon, a teda hustotu prúdu. Každý berie aktuálnu hustotu, ktorú považuje za správnu (pre seba beriem 4A / mm 2 a moje myšlienky potvrdzujú skutočný test tranzu, ktorý popíšem ďalej).
Pre vyššie opísané jadro je lepšie použiť primárny drôt s priemerom najmenej 0,6 mm. Drôt tohto prierezu a požadovanej dĺžky nájdete v starých trubicových televízoroch vo forme demagnetizačných slučiek. Na trhu sa vždy nájdu ľudia, ktorí sa zaoberajú nákupom starých televízorov („hromadiči“), dokážu nájsť potrebný drôt. Na trhu máme dva typy slučiek: malé a veľké, menšie za 20 UAH, veľké za 50.
Takéto televízory majú malý priemer, každý používa 2 kusy. Priemer takejto polovičnej demagnetizačnej slučky je cca 40-50 cm, prierez vodiča je niekde okolo 0,6 mm. Pri kvalitnom kladení stačí táto slučka na navinutie primárneho vinutia jedného torusu s rezervou niekoľkých metrov.
Ak používate veľkú slučku, potom je dĺžka drôtu doslova jeden a pol krát dlhšia ako malá, takže je výhodnejšie kúpiť malé slučky. Niekedy sa slučka dostane cez rúrku, farebný televízor, dĺžka drôtu v takejto slučke je podobná, ale prierez drôtu môže dosiahnuť 0,7 mm. Ak ho dostanete, máte šťastie.

A tak ste našli demagnetizačnú slučku, spravidla je obalená ochrannou látkou (prúžkom handry) a navrchu priehľadnou páskou alebo elektrickou páskou. V blízkosti drôtených káblov je kĺb, kde môžete slučku zavesiť a jemne rozvinúť. Nie je potrebné rezať, rezať, trhať izoláciu, môžete poškodiť drôt, navyše túto izoláciu stále potrebujeme. Po navinutí nám zostane krásny drôt, ktorý sa dá použiť. Niektorí prevíjajú drôt na "raketoplán", ja osobne to nerobím, prečo ohýbať drôt ešte raz, ak už je požadovaný tvar, okrem toho, ak naviniete malé tori, raketoplán zaberie viac miesta a nemusí preliezť cez okno a tiež poškodiť lak. Predtým, ako ho začnete navíjať, musíte urobiť zákruty, aby sa drôt nepohyboval. Aby ste mohli urobiť zákruty, musíte si vziať kúsky jednožilového drôtu (najlepšie v izolácii z PVC) dlhé 5 až 7 cm. Slučku omotávame do kruhu z mierne tesného kroku, potom počas navíjania, aby ste mohli pridať (previnúť drôty), stačí túto pružinu posunúť a drôt sa oddelí (viď foto obr. 3).
Teraz má naša slučka jeden koniec zvonku a druhý je niekde vo vnútri, potrebujeme vonkajší. Ďalej sa vráťme k žehličke, ktorú sme už spracovali a omotali elektrickou páskou alebo kiperkou. Pamätajte, že sme okraj netesnili, preto (pozri obr. 4). Na strane, kde bude vrchol tranzu (zvody idú hore), v rohu torusu urobíme rez v strede elektrickej pásky a navlečieme tam lakovacie potrubie už v izolácii, toto bude kohútik začiatku vinutia. Niektorí odporúčajú prispájkovať kus ohybného lankového drôtu v izolácii a urobiť takýto kohútik. Táto možnosť mi nevyhovuje, pretože takto neviem, ktorý drôt je v primáre a aj po desiatich rokoch som to meral mikrometrom a viete, čo z toho môžete zožať, a kohútikom, kto vie, o akú sekciu ide. Aj keď je to na vás.
Urobme vodiče pre drôt. Svorky vinutia musia byť "vystužené" dodatočnou izoláciou. Na tieto veci sa veľmi dobre hodí izolácia z PVC (sovietska biela), ale ešte lepšia je izolácia z drôtu požadovaného prierezu. Môžete použiť zmrštenie, ale je lepšie použiť PVC alebo izoláciu, pretože prvá má tendenciu ohýbať sa na jednom mieste, čo vlastne nepotrebujeme, snažíme sa pred tým chrániť, aby sa drôt nezlomil vypnuté. Aby ste stiahli izoláciu, odporúčam vziať drôt, ktorý má dodatočnú izoláciu vo forme závitu omotaného okolo vodiča. V tomto prípade závit nedáva silnú väzbu medzi PVC a meďou a umožňuje vytiahnuť izoláciu. Aby ste uľahčili utiahnutie drôtu, musíte ho trochu ohnúť (na 45 stupňov). Odporúčam izoláciu naraz „natiahnuť“ a použiť. ( Obr.2).
Domáce navíjacie drôty
Najviac sa používajú navíjacie drôty v smaltovanej izolácii na báze vysokopevnostných syntetických lakov s teplotným indexom (TI) v rozmedzí 105 ... 200. TI sa chápe ako teplota drôtu, pri ktorej je jeho životnosť minimálne 20 000 hodín.
Medené smaltované drôty s izoláciou na báze olejových lakov (PEL) sa vyrábajú s priemerom jadra 0,002 ... 2,5 mm. Takéto drôty majú vysoké elektrické izolačné vlastnosti, ktoré sú prakticky nezávislé od vonkajšieho vplyvu zvýšených teplôt a vlhkosti.
Drôty typu PEL sa vyznačujú veľká závislosť z vonkajšieho vplyvu rozpúšťadiel, v porovnaní s drôtmi s izoláciou na báze syntetických lakov. PEL navíjací drôt možno odlíšiť od ostatných aj podľa vonkajší znak- Smaltovaný povlak má takmer čiernu farbu.
Medené drôty typu PEV-1 a PEV-2 (vyrábané s priemerom jadra 0,02 ... 2,5 mm) majú polyvinylacetátovú izoláciu a vyznačujú sa zlatou farbou. Medené drôty typu PEM-1 a PEM-2 (s rovnakým priemerom ako PEV) a pravouhlé medené vodiče PEMP (rez 1,4...20 mm2) majú lakovanú izoláciu na polyvinyl-formálnom laku. Index "2" v zodpovedajúcom označení drôtov PEV a PEM charakterizuje dvojvrstvovú izoláciu (zvýšená hrúbka).
PEVT-1 a PEVT-2 sú smaltované drôty s teplotným indexom 120 (priemer 0,05 ... 1,6 mm), majú izoláciu na báze polyuretánového laku. Tieto drôty sa ľahko inštalujú. Pri spájkovaní nie je potrebné odizolovať lakovanú izoláciu a nanášať tavidlá. Dosť obyčajná spájka značky POS-61 (alebo podobná) a kolofónia.
Smaltované drôty s izoláciou na báze polyesteramidu PET-155 majú TI rovný 155. Vyrábajú sa s vodičmi nielen kruhového prierezu (priemeru), ale aj obdĺžnikového (PETP) typu s priemerom vodiča 1,6-1 1,2 mm2. Z hľadiska svojich parametrov sú PET drôty blízke drôtom typu PEVT diskutovaným vyššie, ale majú vyššiu odolnosť voči teplu a tepelnému šoku. Preto navíjacie drôty typu PEVT a PET, PETP možno obzvlášť často nájsť vo výkonných transformátoroch, vrátane transformátorov na zváranie.
PROCES NAVÍJANIA
Na utiahnutie tranzu budete potrebovať 4-5 večerov a 2 hodiny času, prečo ďalej pochopíte, prečo aspoň 4 dni.
Jeden koniec drôtu sme už spustili a stlačili. Potom začína to najpochmúrnejšie navíjanie. Odporúčam takto navíjať. Dáme sa do tranzu (zatiaľ vyžehliť), nasadíme si rukavicu alebo vezmeme do ruky nejakú handru z prírodnej látky. Sadneme si na pohovku alebo posteľ, zapneme film, ktorý sme už videli, alebo hudbu (aby sme sa príliš nerozptyľovali) a začneme navíjať. Každý závit navlečieme do železného krúžku. Cievku na cievku musíte navinúť zvnútra (niektorým sa to podarí zvonku, neviem si predstaviť ako).
Aby bolo počítanie zákrutov jednoduchšie, je lepšie ich zoskupiť do 5 alebo 10 zákrut. Drôt je potrebné ťahať nie zreteľne kolmo (bodkovaná červená čiara) k dotyčnici (čisto červená), ale mierne naklonený k vinutiu (žltý), ako keby vnútorná časť vinutia išla pred vonkajším (obr. 5). ). Takže drôt vinutia, keď je natiahnutý, bude sám pritlačený k iným už položeným závitom. Ak máte ohnutý drôt, nebude dokonale sedieť, takže by mal byť čo najrovnejší, preto ho počas navíjania musíte silne potiahnuť, čím ho narovnáte. Preto sú potrebné rukavice alebo handry, ak sa rukavice nepoužívajú, potom sa prsty a dlaň veľmi rýchlo unavia a bolia. Ak naviniete drôt s prierezom väčším ako 1,5 mm (veľmi tvrdý), potom odporúčam, aby bol drôt mierne ohnutý pod napätím, aby sa uľahčilo narovnanie.
(Otec môjho priateľa navíja zváračky na 50 hertzov, vedľajšia krčma dáva medených 35 štvorcov dokonale rovnomerne rukami, takže 5 kopejok Ukrajiny ohýba prstami na halušky).

Počas navíjania sa drôt kontroluje na chyby, najmä v miestach ohybu, ak je lak zlomený, potom ho prekryjeme starostlivo izolačným uzáverom lakom alebo farbou (v extrémnych prípadoch obyčajným lakom na nechty).
Keď je vrstva navinutá až do konca. Medzi vrstvami je potrebné urobiť medzivrstvovú izoláciu. Mala som šťastie a mám nejakú skrýšu lakovanej látky a látka je taká, že sa naťahuje a je nasiaknutá niečím lepkavým. Ak sa taká prilepí k sebe (vytvorí sa), potom je veľmi ťažké ju oddeliť. Jej prsty sa zlepia. Takto lakovaná látka je ideálnym izolantom, navyše vinutie ani pri preťažení nehrká. Má ho však len veľmi málo ľudí. Rovnaké funkcie izolátora sú veľmi dobre implementované pomocou maskovacej pásky.
Po navinutí vrstvy ju vezmeme a izolujeme maskovacou páskou. Vyrábame pruhy široké asi 15 mm. A týmito pásikmi zabalíme spočiatku trance, aby sme izolovali vnútro drôteného vinutia (od vnútornej strany donutu). Potom izolujeme medzery z vonkajšej strany donutu. V dôsledku izolácie lepiacou páskou sa ukazuje, že zvnútra bude izolácia prekrytím vrstiev dvakrát hrubšia, zvonku bude jednoduchá. Po zabalení je potrebné torus veľkoryso namazať lepidlom PVA, čo sa robí o niečom lepiaca páska sa neodmotala a aj pevnejšia a akoby pevná. Okrem toho lepidlo pridrží vinutia tak, aby „nebzučali“. Lepidlo nemusíte ľutovať, namažte ho prstom a jemne ho rozotrite. Potom musí torus vysušiť. Torus namotávam väčšinou večer, po navinutí vrstvy napustím lepidlom a samotný torus pre dobrú cirkuláciu vzduchu dám na ihličkový radiátor. Počas noci torus vyschne a môže sa ďalej navíjať. Preto je na navíjanie potrebné minimálne 16:00 (16:00 - 4 vrstvy). V prípade potreby môžete proces sušenia urýchliť fénom. Navíjame ďalšiu vrstvu ... samotný proces navíjania je podobný a nijako sa nelíši. Na konci vinutia je koniec vinutia umiestnený v rovnakej izolácii ako na začiatku vinutia. Potom zafixujeme koniec vinutia maskovacou páskou, vinutie izolujeme maskovacou páskou a namočíme lepidlom.
Existuje ďalšia dobrá možnosť izolácie medzi vrstvami. Bude veľmi dobré, ak pri navíjaní použijete papier na pečenie (pergamen) nastrihaný na rovnaké prúžky a následne zabalený. Výsledkom je, že tranz bude musieť byť impregnovaný, ale v skutočnosti varený na parnom kúpeli so zmesou 50:50, respektíve parafín:vosk. Dáme parný kúpeľ do hrnca, zachytíme vodu a necháme zovrieť (potrebujeme paru). Zhora inštalujeme nádobu, v ktorej je umiestnený transformátor a parafínový vosk. Transformátor vopred naviažeme na drôt, koniec necháme (keď zmes preteká cez túto niť, treba do nej transformátor namočiť ako čajové vrecúško v šálke). Pri ponorení transformátora treba dávať pozor, aby kvapky vosku nepadali na plameň, je veľmi horľavý !!! Predtým boli výstupné transformátory pre trubicové ULF impregnované práve takýmto "rozpúšťaním", hoci boli impregnované aj iné kvalitné trance. Keď sa zmes zahreje, má veľmi vysokú tekutosť takmer ako voda, čo spôsobuje, že papier doslova nasiakne parafínom a voskom. Táto možnosť však nebude spočiatku účinná, ak sa trans zahreje (zahreje) na teplotu 50 stupňov, vosk je už dosť mäkký a neobmedzí drôt pred vibráciami 50 Hz, aj keď bude pôsobiť ako dielektrikum. (Pravdaže je to práve kvôli vibráciám adrôty sú rozstrapkané a získa sa uzavretá slučka, ktorá vedie k poškodeniu už počas vykorisťovanie).
Pri impulzných transformátoroch odporúčam ako impregnáciu použiť nie lepiacu pásku, ale papier + lepidlo BF-2. Toto lepidlo sa primárne používa pri výrobe reproduktorových cievok. Ale v pulznom transformátore sa ukázal tiež veľmi dobre. Pri opakovanom preťažení ani najmenšie škrípanie pri konverznej frekvencii 15KHz.Odvíjaním vinutí z rámu boli odstránené slučkou Irina mala 8 rokov.
Počas navíjania pravidelne merajte prúd nečinný pohyb, na to je potrebné zapojiť tester do série s primárnym vinutím v režime ampérmetra (prečítajte si pokyny pre tester). Meranie prúdu x.x. musíte byť veľmi opatrní, pretože práca zo siete! Aby ste sa vyhli akejkoľvek núdzi, odporúčam zapnúť 220V žiarovku v sérii s primárom s výkonom cca 40W. Žiarovka bude horieť, ak je počet závitov veľmi malý, ak je trans navinutá správne, potom by mala mať iba ružový odtieň, čo naznačuje nízky prúd, ktorý ňou preteká. Transformátor má veľké štartovacie prúdy, v momente spustenia transformátora môžu preťaženia dosiahnuť 160-násobok. Preto treba spustenie transformátora urobiť nie priamo cez tester, ale pomocou „prepojky“, ktorú následne otvoríte a cez tester začne pretekať prúd. Prepojku je možné implementovať jednoduchým zatvorením testovacích sond, ktoré sa následne otvoria. Aký by mal byť prúd naprázdno, napíšem nižšie.
Pre transformátory s nízkou spotrebou prúdu sa odporúča použiť 10 alebo 100 ohmový (2-5W) odpor, ktorý je zapojený do série s primárnym vinutím. Meraním poklesu napätia na rezistore pomocou Ohmovho zákona odoberte prúd. Táto metóda je výhodnejšia ako prvá, ale zároveň nebezpečnejšia pri vysokej spotrebe prúdu - rezistor sa v zlomku sekundy zmení na uhlie !!!
O tom, ako merať prúd x.x. Napísal som krátko, teraz o významoch. Aktuálna sadzba x.x. každý určuje pre každý tranz individuálne, ale zvyčajne je norma do 50 mA pri 230 V, aj keď niektorí hovoria, že 0,5 A je normálne. Čím nižší prúd, tým lepšie! Čím nižší je pokojový prúd, tým väčší je tvar prúdu x.x. podobne ako sínus. Ak máte aktuálne x.x. od 20-50, potom je toto tolerovateľné, povedzme stupeň C, od 10-20 sú to štyri, menej ako 10mA je jednoznačne päť. Pre malé toriky bude prúd malý kvôli veľkému odporu primárneho vinutia, s tým treba počítať! Hoci ako na mňa ručne namotať tori menej ako sto wattov je zverstvo! Počet závitov primárneho vinutia v nich dosahuje niekoľko tisíc.
Mnou navinutý transformátor podľa mojej metódy má prúd x.x. rovná 11 mA (so 4 primárnymi vrstvami).
Ak urobíte všetko postupne, dostanete niečo podobné:

PROCES TESTOVANIA A MERANIA
O tom, ako merať prúd x.x. Napísal som krátko, teraz o významoch. Aktuálna sadzba x.x. každý sa určuje pre každý tranz individuálne, ale zvyčajne je norma do 50 mA pri 230 V, aj keď niektorí hovoria, že 0,5 A je normálne. Čím nižší prúd, tým lepšie! Čím nižší je pokojový prúd, tým väčší je tvar prúdu x.x. podobne ako sínus. Ak máte aktuálne x.x. od 20-50, potom je toto tolerovateľné, povedzme stupeň C, od 10-20 sú to štyri, menej ako 10mA je jednoznačne päť. Pre malé toriky bude prúd malý kvôli veľkému odporu primárneho vinutia, s tým treba počítať! Hoci ako na mňa ručne namotať tori menej ako sto wattov je zverstvo! Počet závitov primárneho vinutia v nich dosahuje niekoľko tisíc.
Bude veľmi užitočné pozrieť sa na tvar prúdu naprázdno v primárnom vinutí pomocou osciloskopu. ALE!! toto sa musí robiť za veľmi zvláštnych podmienok! To si vyžaduje izolačný transformátor (220/220V), pričom indukcia musí byť veľmi niečo nízke nespôsobí dodatočné skreslenie "sínusového" tvaru. A tiež Latr. Odporúčam vykonať túto testovaciu položku len veľmi skúseným odborníkom, následky sú plné vyhorenia osciloskopu !!!
Pomocou mojich parametrov vinutia som z takéhoto tranzu niekoľko hodín (už nebol čas) „vystrelil“ 150 wattov.
Izolujte primárne vinutie od sekundárneho.
Po navinutí potrebného počtu vrstiev primárneho vinutia sa blížime k momentu navinutia sekundárneho. Je potrebné veľmi opatrne izolovať primárne vinutie od sekundárneho.
Ak náhle vyhorí sekundárne vinutie, najhoršími následkami je porucha ULF. Ak však v tomto okamihu sekundárne vinutie nejako „skratuje“ k primárnemu, je to už nebezpečenstvo pre život! Pretože sekundárne vinutie transformátora v strednom bode je pripojené k telu ux, predstavte si, že keď otočíte ovládač hlasitosti, ste v šoku?! Je to nepríjemné, preto uzemnenie v zásuvke nie je žiaducou normou, je to nevyhnutnosť, ak je vám vaše zdravie drahé, odporúčam, aby ste tomu venovali osobitnú pozornosť ... (Toto bola malá odbočka).
Vzhľadom na to, že SKUTOČNÉ uzemnenie je v zásuvkách VEĽMI zriedkavé, je potrebné primárne vinutie čo najviac izolovať od sekundárneho. Pre túto operáciu môžete použiť už vrúbkovanú metódu a použiť maskovaciu pásku. ALE hrúbka vrstvy musí byť aspoň dvojnásobná, najlepšie trojnásobná. Okrem toho je potrebná impregnácia lepidlom, lepidlo dodá elasticitu a ďalšiu vrstvu. Viac najlepšia možnosť budú sa používať špeciálne elektrolaky ako TsAPON (farba nie je dôležitá). V tomto prípade torus doslova namočíme do laku, dokonca ho môžete namočiť! Lak bude tekutejší, ak sa zahreje, zapon sa pri zahriatí stáva ako voda, a tak dobre impregnuje vinutia, izoluje ich a fixuje. S ohľadom na primárne vinutie je to jedno z najlepších opatrení, pre mňa dokonca lepšie ako parafín. Ak sa chystáte použiť impregnácie, je logické, že používanie najrôznejších „žlto-transformátorových“ lepiacich pások je kontraindikované, vrstva lepiacej pásky jej na rozdiel od papiera alebo lakovanej látky jednoducho nedovolí hlbšie presiaknuť. Pokiaľ ide o „fixáciu“ a izoláciu sekundárneho vinutia pomocou lakov, je kategoricky proti (zrazu musíte previnúť sekundár, nebude to možné, navyše navinutý drôt je len na kovový šrot .)
Ak nie je lak, a maskovacia páska nie je pôsobivá. Bolo by veľmi pekné izolovať vinutia fluoroplastom, tento materiál je super izolant! Vo vzhľade to vyzerá ako film bielej, mierne priehľadnej farby (foto nižšie).

Hlavnou vlastnosťou je, že je tepelne odolný voči teplu (od mínus -268 do +260 stupňov).Keď potrebujem zvýšiť teplotu hrotu spájkovačky, jednoducho ho obalím fluoroplastom, aby sa zabránilo ochladzovaniu „tela“ spájkovačky).Takéto hrozienka sa dajú zohnať len v špeciálnych predajniach, aj keď v blízkosti bude J lakovaná látka, ktorá je tiež veľmi dobrá. Nie každý má prístup k takémuto sortimentu, ale ak chcete ... V tomto prípade odporúčam prehrabať sa v košoch. Fluoroplast tvaru, ktorý potrebujeme, je možné získať v kondenzátoroch typu FT. Ak opatrne demontujeme hliníkové puzdro kondenzátora, dostaneme jadro (samotný kondenzátor) z fluoroplastu, ktorý potrebujeme takto pevne navinúť. Z 0,022 mikrofaradového kondenzátora naviniete dva kusy po jednom metre. Na izoláciu primáru potrebujeme asi 5-6 metrov. To znamená, že hľadáme kondenzátory min 3. Fluoroplastové kondenzátory znejú veľmi dobre, takže premýšľajte, kým ich zničíte.
Majte na pamäti, že fluoroplast nedovolí, aby bolo trance vinutie namočené ako lepiaca páska, takže ak chcete nasiaknuť parafínom, urobte to skôr, než budú vinutia izolované fluoroplastom.
Tienenie primárneho vinutia od sekundárneho popíšem trochu neskôr, to je skôr v časti o vysokých záležitostiach.
Konečné dokončenie tranzu a jeho spojovacích prvkov.
Moment navíjania sekundáru vynechávam, pretože je absolútne podobný procesu navíjania primára. Pokiaľ ide o konečnú úpravu, tu musíte pochopiť niektoré body.
Toroidný transformátor je uzavretý magnetický obvod, páska jadra je po žíhaní v peci vo vákuu navinutá do hustej rolky. Navíjanie komplikuje nutnosť prevliekať drôt cez okno. Jeho výhodou je, že samotné jadro je vo vnútri bez vyžarovania zbytočného rušenia, pretože ich momentálne zachytáva sekundárny tranz. Jadro transhrubého kusu železa je teda vo vnútri a mäkký medený drôt otvorený krehkým lakom ho statočne chráni (kúsok železa). Telo toroidu je veľmi náchylné na poškodenie zvonku. Pád torusu z poriadnej výšky ho dokáže „zabiť“ pomocou skratových vinutí. Zatiaľ čo tranzy ako PL alebo železo v tvare W naopak sekundárne vinutie chránia. Upevnenie TS-nicku je teda oveľa jednoduchšie, pretože môže a malo by byť veľmi silne stlačené kovovými spojkami, aby sa zmenšila medzera v jadre, a tým sa minimalizovali straty a bzučanie platní. Oveľa ťažšie je opraviť toroid, alebo skôr, aspoň možnosti. Pred konečným dokončením tranzu musíte jasne pochopiť, ako bude tranz pripojený k telu.
A napriek tomu, aké možnosti dokončenia izolácie:
Prípadne môžete použiť priehľadnú pásku, do ktorej bola zabalená demagnetizačná slučka (mimochodom, niektoré slučky boli obalené fluoroplastom, skontrolujte, či máte šťastie). Výsledkom sú veľmi krásne bagely (môžete vidieť navíjanie a krásny drôt). Ale zvýšená teplota transformátora zmäkčí izoláciu, čím sa zníži jej úroveň pevnosti. Ale o to tu nejde! Keď izolujete transformátor „fóliou“, úroveň prenosu tepla dramaticky klesne a torus sa môže viac zahriať. Myslím, že každý sa snaží kupovať veci od prírodné materiály, snazit sa vyhybat syntetike, lebo v nej telo "nedycha" a clovek sa poti...tak preco by mal vydrzat torus. Na tieto veci je vhodnejšie použiť keeper tape (hárok nastrihaný na pásiky J). Aby to bolo ešte pevnejšie, pred navíjaním ho namočím do toho PVA lepidla. Potom torus naviniem, pričom pri navíjaní vytlačí prebytok. Po zaschnutí sa vytvorí dobrý, drsný handrový rám ... Ak sa zrazu potrebujete odvinúť, stačí ho na chvíľu namočiť. Pripúšťajú sa aj možnosti úpravy (pre už navinutý transformátor) farbou, alkydovou aj vodnou, prípadne špeciálnymi lakmi.
Aké možnosti montáže?
Jedným zo zrejmých spôsobov upevnenia torusu je upevnenie pomocou skrutky prevlečenej stredom torusu. Pri upevňovaní týmto spôsobom vezmite do úvahy, že cez skrutku a potom spodnú časť puzdra, potom, čo pozdĺž stien puzdra, horný kryt, sa môže vytvoriť cievka, ktorej časť je jednoducho šialená (v závislosti od priemer montážnej skrutky). V žiadnom prípade nepripevňujte torus na spodný a horný kryt, vytvorte uzavretú slučku a torus spálite!
Okrem toho v medzere medzi spojovacím prvkom a Horný kryt bude sa indukovať rušenie, pretože skrutka je železná (magnet). Čím menšia medzera, tým vyššia úroveň. Nie je nezvyčajné povedať, že bez obalu hrá ULF všetko perfektne, nie je tam žiadne pozadie, prekryjem to obalom a objaví sa šialené pozadie. Interferencia je indukovaná, aby sa zabránilo takémuto rušeniu, je potrebné použiť montážnu skrutku z diamagnetických materiálov, napríklad mosadz sa dobre osvedčila ... (nezabudnite však na možnosť vytvorenia cievky cez puzdro ).
Teraz sa musíte nejako oprieť o vinutie torusu, pričom kontaktná plocha by mala byť maximálna, aby sa minimalizoval tlak na drôt. Na tieto účely používam zadnú podložku a jadro z magnetického systému reproduktorov, všetko, čo je potrebné, je vyvŕtať dieru do jadra a odrezať závity, po čom sa získa veľmi dobrý upevňovací prvok (foto nižšie).

Môžete tiež vyrezať kúsok textolitu alebo gitinaxu s hrúbkou 3 mm alebo viac, dať mu tvar pre maximálny kontakt "podložky" s povrchom torusu. Medzi "podložkou" a telom torusu je potrebné použiť tesnenie. Na to použite gumu, ktorej hrúbka by mala byť aspoň dvakrát väčšia ako priemer sekundárneho vinutia (hádajte prečo), lôžko ako zdola, tak aj zhora. Pri výrobe tejto podložky je možné zabezpečiť inštaláciu medených nitov na upevnenie vodičov na "svorkovnici". Ak niekto nerozumie, je tu fotka takéhoto dizajnu.
Priemer čapu alebo skrutky prevlečenej stredom torusu sa pravdepodobne nezhoduje s priemerom okna. Aby bagel nelietal na tejto skrutke ako obruč na baleríne, musíte ju buď omotať elektrickou páskou (na požadovaný priemer), alebo môžete použiť hrubú kužeľovú gumu. Motoristi nájdu tento druh gumy bez problémov, napríklad guma z prúdového stabilizátora VAZ2107 alebo tlmiča nárazov, má správny tvar a stojí cent.
Nie zriedkavo je v továrenských verziách okno vyplnené zmesou vložením objímky, pre ktorú je pripevnený torus. V praxi to rádioamatéri nepoužívajú (zvyčajne), pretože opäť nie je možné rozobrať torus bez poškodenia drôtu. Doma môže byť takáto zástrčka implementovaná pomocou epoxidu.
Ďalšia možnosť montáže "pavúka". V skutočnosti je vyrobený rovnaký kryt, len veľká podložka. Jeho tvar je zvyčajne štvorcový kryt vyrobený zo železa alebo textolitu, okraje vyčnievajú za hranice vonkajšej časti transformátora. V týchto rohoch sú vyvŕtané otvory a pomocou skrutiek sa priťahuje k telu, takže neprevlečiete svorník stredom a vytvoríte nedokončenú cievku cez telo ULF.
Na toroid by bolo VEĽMI dobré vyrobiť železný "hrnec s pokrievkou" z hrubej ocele (min. 2 mm), do ktorého by sa umiestnil torus a naplnil sa zmesou, napríklad parafínom alebo voskom (alebo rovnakým epoxidová živica), aj keď po epoxide sa nebude rozoberať. Týmto spôsobom je vyriešený nielen problém spojovacích prvkov, ale aj tienenie pred rušením. (Fotka podobného dizajnu sa váľala na počítači, autora si nepamätám, ale myslím, že sa neurazí).

Trochu o skríningu.
Medzi primárne a sekundárne vinutie bude veľmi dobré umiestniť tieniace vinutie. V ideálnom prípade by toto vinutie malo prakticky pokrývať všetky viditeľné časti toroidu a blokovať magnetické toky na ceste z jadra (primárneho vinutia) k sekundárnemu. Jeden koniec tieniaceho vinutia musí byť "vo vzduchu" a druhý je pripojený k mekke (telo) zosilňovača (niekedy cez odpor až 10 ohmov). Prvý koniec môže byť dobre izolovaný a ponechaný vo vnútri torusu. Druhý, ten, ktorý je na zemi puzdra, by mal byť vyvedený pomocou lanka ohybného drôtu.
V ideálnom prípade by sa malo navíjať medenou páskou šírky asi 15-20 mm, ktorá je obojstranne izolovaná lakovanou látkou, elektropáskou alebo fluoroplastom, môžete použiť aj maskovaciu pásku, ale veľmi opatrne, aby sa neroztrhla a nerobiť mikrotrhlinky (v páske aj v izolátore), ktoré prerazia napätie. Tienenie týmto spôsobom zaberá veľa miesta a vytvára veľa dutín, ktoré zhoršujú prenos tepla, pridávajú hukot a „márne“ posúvajú sekundár preč od jadra. Ekonomickejšie bude, ak sito naviniete na drôt s priemerom asi 0,6 mm. Ale ak je jadro viditeľné, potom sa uistite, že rušenie prejde cez tieto „okná“, to znamená, že buď navíjame tak, ako má byť, veľmi tesne v niekoľkých vrstvách, alebo nerobíme prázdnu prácu! Ak je to možné, potom môžete urobiť takúto obrazovku, bude to určite horšie!
Oveľa lepšie je tienenie transformátora v dôsledku vinutia, to znamená, keď je transformátor úplne navinutý (Aj keď, úprimne povedané, je potrebné rozdeliť rušenie podľa triedy a typu a samostatne zvážiť spôsoby, ako sa s nimi vysporiadať. ). Ideálne by v tomto prípade bolo použiť nie medenú pásku, ale permalloy. Hoci ak sa na vás budú pozerať tehlovými očami pri slove fluoroplast, tak o permalloy môžete snívať ;). Je veľmi dobré zabaliť transformátor do niekoľkých vrstiev transformátorového železa, na tento účel je vhodné železo z akéhokoľvek transformátora. (Používam oceľ zo starého 2ampérového latra jadra).

Tu je torus tienený transformátorovou páskou, umiestnený v kovový kryt a varené v parafíne, prúd x.x. 1,5 mA, primárne viac ako 2500 otáčok, medzivrstva fluoroplastová, so sekvenčným zváraním v parafíne. Robil som to v hrnčeku + transformátorová oceľ, dopadlo to veľmi dobre (pozri vyššie)! Tento torus bol použitý na prácu v predzosilňovači.
Neoplatí sa robiť hrniec z hliníka, nechráni pred ničím. Musíte ho vyrobiť z hrubej ocele (aspoň 2 mm) a tiež je veľmi dobré ho zvnútra tieniť meďou (hrúbka plechu asi 1 mm). On sám síce také veci nerobil (z medi), ale autoritatívni ľudia radili.
Na záver, čo sa týka rušenia od tori, poviem, že toroidy veľmi zriedka generujú rušenie na zariadení, zatiaľ čo zvláštnosťou je, že toroidy, ktoré nie sú doma navinuté, majú vysoký prúd x.x. bahno precenil indukciu ... Preto, ak nie ste chamtiví a nenaviniete toroid z podhodnotenej magnetickej indukcie (zvýšte počet závitov na volt), potom je nepravdepodobné, že by ste narazili na problém rušenia z transformátora.
Plánuje sa doplniť článok o takéto "highlights" ... zatiaľ veľmi stručne ...
vnútorný odpor.
Všetky transformátory a zdroje energie (napájacie zdroje) majú taký abstraktný parameter ako vnútorný odpor. Čo to znamená?! V prípade transformátora bude tento odpor rovný aktívny odpor vinutia. Keď pripojíte záťaž k tranzu, pretekajúci prúd a odpor vinutia vytvárajú pokles napätia. Aby bol pokles napätia minimálny, je potrebné zväčšiť prierez vodiča (znížením jeho odporu). Zároveň je však potrebné pri prevádzke počítať s tým, že celkový výkon vinutí bude vyšší ako celkový výkon jadra, a to opatrne, aby nedošlo k preťaženiu primára.
Vinutie sekcie.
Nízka indukcia.
Implicitná slučka.
Tienenie a druhy rušenia.
P.S. Môj prvý článok a ešte nedokončená prosba nehádzať paradajky .. Nie je čas dokončiť, zverejňujem to, čo som už dávno urobil ... Teraz tento rožok úspešne funguje v Natalie 2012EA, môžete vyhľadajte fotografiu v príslušnom vlákne a tu
Vinutie transformátora je súbor závitov, ktoré sa tvoria elektrický obvod, v ktorom sa sčítavajú emf indukované v jednotlivých závitoch. Vinutia transformátora pozostávajú z drôtu vinutia a izolačných častí, ktoré sú zabezpečené konštrukciou, ktoré nielen chránia závity pred elektrickým prerušením a zabraňujú ich posunutiu pod vplyvom elektromagnetických síl, ale vytvárajú aj potrebné kanály na chladenie. Vinutia transformátorov rôznych kapacít a napätí sa líšia typom vinutia, počtom závitov, smerom vinutia, počtom paralelných drôtov v závite a schémou zapojenia jednotlivých prvkov vinutia k sebe.
Podľa vzájomnej polohy na tyči sa vinutia delia na sústredné a striedavé. Sústredné vinutia sú vinutia vyrobené vo forme valcov a sústredne umiestnené na jadre magnetického jadra. Striedavé vinutia sú vinutia VN a NN transformátora, ktoré sa na tyči striedajú v axiálnom smere. Obrázok 1 znázorňuje sústredné a striedavé usporiadanie vinutí na jadre magnetického jadra.
a - sústredné, b - striedavé; 1 - jadro magnetického obvodu, 2 - vinutie NN, 3 - vinutie VN
Obrázok 1 - Umiestnenie vinutí na jadre magnetického obvodu
Hlavným prvkom vinutia transformátora je cievka, v ktorej je indukované emf a ktorá môže byť v závislosti od veľkosti zaťažovacieho prúdu vyrobená jedným alebo viacerými paralelnými drôtmi. Séria závitov navinutých na valcovej ploche sa nazýva vrstva. Počet závitov v jednej vrstve sa môže meniť od jednej do niekoľkých desiatok.
Jedno alebo viacvrstvové valcové vinutie sa získa navinutím jednej (alebo niekoľkých) vrstiev navíjacieho drôtu obdĺžnikového alebo okrúhleho prierezu. Najjednoduchšie je jednovrstvové vinutie vyrobené z obdĺžnikového drôtu (obrázok 2, a). Vinutá vrstva pozostáva zo závitov navinutých pozdĺž špirálovej línie na papierovo-bakelitovom valci. Každý závit vo vrstve je umiestnený blízko k predchádzajúcemu v axiálnom smere vinutia. Závity valcového vinutia pozostávajú z jedného alebo viacerých paralelných drôtov umiestnených vedľa seba a majúcich rovnakú polohu vzhľadom na rozptylové pole transformátora. Zvyčajne sa vinutie obdĺžnikového drôtu navíja naplocho, ale v prípade potreby je možné aj navíjanie na hrane.

a - jednovrstvový, b - dvojvrstvový, c - viacvrstvový kruhový drôt; 1 - závity pravouhlého drôtu, 2 - delené vyrovnávacie krúžky, 3 - papierovo-bakelitový valec, 4 - olovený koniec prvej vrstvy vinutia, 5 - zvislé koľajnice, 6 - vnútorné vetvy vinutia
Obrázok 2 - Valcové vinutia
Na vyrovnanie špirálového povrchu extrémnych závitov sú k nim pripevnené rezané papierovo-bakelitové krúžky (vo forme „klinu“), ktoré dávajú vinutiu tvar valca. Tieto krúžky chránia vinutia pred mechanickým poškodením a vytvárajú nosnú plochu vinutia.
Medzi vrstvami dvojvrstvového valcového vinutia (obrázok 2, b) sa položí izolácia z papiera alebo elektrokartónu alebo sa po obvode rovnomerne nainštaluje niekoľko koľajníc, ktoré tvoria vertikálny chladiaci kanál. Spojenie medzi vrstvami sa zvyčajne uskutočňuje prechodom bez spájkovania.
Jedno- a dvojvrstvové valcové vinutia z pravouhlého drôtu sa zvyčajne používajú ako NN vinutia pre napätie do 690 V v transformátoroch s výkonom do 630 kVA.
Viacvrstvové valcové vinutie (obrázok 2, c) je spravidla navinuté z okrúhleho drôtu. Navíjanie sa vykonáva hustým stohovaním závitov jeden na druhý s prechodmi z vrstvy na vrstvu. Navíjanie prvej vrstvy sa zvyčajne vykonáva na papierovo-bakelitový valec. Medzi nasledujúce vrstvy je umiestnených niekoľko vrstiev káblového papiera. Pre zväčšenie chladiacej plochy je medzi niektorými vrstvami vinutia vytvorený axiálny kanál tvorený koľajničkami z elektrokartónu alebo buku. Takéto viacvrstvové vinutia sa používajú ako vinutia vn pre olejové transformátory s výkonom do 400 kVA pri napätí do 35 kV.
Skrutkovité vinutie (niekedy nazývané špirálové vinutie) pozostáva zo série závitov navinutých pozdĺž špirálovej línie s kanálmi medzi nimi. Každý závit pozostáva z jedného (veľmi zriedkavo) alebo niekoľkých rovnakých pravouhlých drôtov umiestnených naplocho blízko seba v radiálnom smere. Celkový počet paralelné drôty v špirálových vinutiach môžu dosiahnuť 100 alebo viac (vo výkonných transformátoroch). V závislosti od prúdu a podľa toho počtu paralelných drôtov môže byť špirálové vinutie jednopriechodové, ako je znázornené na obrázku 3, a, alebo viacpriechodové, tj celé vinutie môže pozostávať z dvoch alebo viacerých samostatných špirálových vinutí. navinuté jeden do druhého počas výrobného procesu (obrázok 3, b). Každý takýto "ťah" môže pozostávať zo 4-40 paralelných drôtov.

a) b)
a - z jedného drôtu v cievke, b - z niekoľkých paralelných drôtov v cievke
Obrázok 3 - Špirálové vinutie
Vinutia skrutiek sú navinuté na papierovo-bakelitové valce alebo špeciálne tŕne. Po navinutí sa vinutie vyberie z tŕňa a odošle na ďalšie spracovanie. V každom prípade však zvislý kanál pozdĺž vnútorného povrchu špirálového vinutia a kanály medzi jeho závitmi sú tvorené pásikmi a rozperami vyrobenými z elektrokartónu.
Paralelné drôty špirálového vinutia sú usporiadané sústredne a sú v rôznych vzdialenostiach od jeho osi. Preto, ak sa neprijmú špeciálne opatrenia, drôty bližšie k osi budú kratšie a tie ďalej od nej budú dlhšie. Okrem toho bude poloha týchto drôtov v rozptylovom magnetickom poli odlišná, to znamená, že všetky budú mať rôzne aktívne a reaktívne odpory, a preto bude rozloženie prúdu medzi nimi odlišné.
Na rovnomerné rozloženie prúdu medzi paralelné vodiče a zníženie dodatočných strát sa skrutkové vinutia vyrábajú s transpozíciami (posuny vodičov počas procesu navíjania). Pri radení sa snažia o to, aby bola transpozícia dokonalá, teda aby každý drôt v rámci jednej otáčky striedavo obsadil všetky možné polohy.
Používa sa v skrutkových vinutiach rôzne druhy transpozície. V jednopriechodovom vinutí s až 12 vodičmi sa zvyčajne používa kombinácia dvoch typov transpozície (obrázok 4): skupinová, keď sú paralelné vodiče rozdelené do dvoch skupín a obe tieto skupiny sú zamenené, a všeobecná, keď mení sa relatívna poloha všetkých paralelných vodičov. Obrázok 5 schematicky znázorňuje tento spôsob vedenia drôtu. Každá otáčka má štyri paralelné drôty (1-4), ktoré sú vo vzdialenosti 1/4 a 3/4 výšky vinutia rozdelené do rovnakých skupín, ktoré menia miesta (obrázok 4, a); tieto transpozície sa nazývajú skupinové transpozície. V strede vinutia sa pri výmene všetkých drôtov vytvorí všeobecné relé.

a - skupina, b - všeobecné (zobrazená časť transpozície)
Obrázok 4 - Premiestnenie drôtov do vinutia

1-4 - drôty
Obrázok 5 - Schéma transpozície v špirálovom vinutí štyroch paralelných drôtov
S viac ako 12 paralelnými vodičmi v jednosmernom vinutí je transpozícia Bude efektívna a široko používaná; v obojsmernom špirálovom vinutí sa často vykonáva rovnomerne rozložená transpozícia, keď sa počet permutácií vo vinutí zvyčajne rovná počtu paralelných drôtov.
Vinutie skrutky má výraznú koncovú plochu, ktorá umožňuje zabezpečiť jeho odolnosť voči axiálnym silám pri skratoch; má dobrú mechanickú pevnosť a vyvinutý chladiaci povrch. Preto je široko používaný pre NN vinutia s relatívne malým počtom závitov, s vysoké prúdy v transformátoroch s kapacitou 1000 kVA a viac.
V poslednej dobe stále viac a viac široké využitiešpirálové vinutia sa získavajú z transponovaného drôtu, kde sa pri výrobe samotného drôtu zamieňajú elementárne vodiče s lakovou izoláciou. Takéto vinutia sú technologicky vyspelé, majú nízke dodatočné straty a vysokú mechanickú pevnosť.
Kontinuálne vinutia (obrázok 6) sú obzvlášť široko používané pre transformátory. Pozostávajú zo samostatných cievok (sekcií) navinutých z pravouhlého drôtu a každá cievka môže mať niekoľko závitov. Obrázok 7 zobrazuje časť takejto cievky s dvoma závitmi: závity tu tvoria dva paralelné drôty. Vinutie tohto typu sa nazýva kontinuálne, pretože je navinuté bez prestávok, to znamená, že prechod z jednej cievky na druhú sa vykonáva nepretržite, bez dávok. Za týmto účelom sú otáčky každej druhej cievky posunuté tak, že jeden prechod (z cievky na cievku) je mimo vinutia a druhý je vo vnútri (obrázok 8).

Obrázok 6 - Priebežné navíjanie

Obrázok 7 - Časť cievky priebežného vinutia s dvoma paralelnými drôtmi v zákrute

1 - vonkajší, 2 - vnútorný
Obrázok 8 - Prechody v cievkach kontinuálneho vinutia
V spojitom vinutí môžu byť na jedno otočenie až štyri alebo dokonca šesť paralelných drôtov. Vytvára tiež transpozíciu drôtov, avšak vykonáva sa v každej cievke, keď drôty prechádzajú z jednej cievky do druhej. V spojitých vinutiach je obzvlášť vhodné urobiť odbočky na reguláciu napätia. Zvyčajne sú vyrobené z vonkajších (menej často vnútorných) prechodov tak, že medzi dvoma susednými vetvami sú otáčky zodpovedajúce riadiacemu stupňu. Kontinuálne vinutia sa vyznačujú vysokou mechanickou pevnosťou a spoľahlivosťou, preto sa široko používajú ako pre nízkonapäťové vinutia, tak aj pre vysokonapäťové vinutia v transformátoroch rôznych kapacít a napätí.
Vinutia transformátora sú izolované od uzemnených častí (magnetický obvod, nádrž) a od ostatných vinutí. Táto izolácia vinutia sa nazýva hlavná. Okrem hlavnej je pozdĺžna izolácia vinutia. Pozdĺžna je izolácia medzi jednotlivými prvkami daného vinutia - závity, cievky, vrstvy atď .; vykonáva sa pri výrobe vinutia a tu sa neuvažuje. Hlavná izolácia je naopak takmer celá inštalovaná počas montáže transformátorov, takže stručne zvážime jej hlavné prvky.
Izoláciu vinutí od horného a spodného strmeňa zabezpečujú olejové kanály a bariéry tvorené takzvanou jarmovou izoláciou, ktorá prekrýva povrch strmeňa smerujúci k vinutiu. Izolácia strmeňa je elektrická kartónová podložka (zábrana) 1 (obrázok 9) s pripevnenými dištančnými vložkami 2 z lisovaného elektrokartónu, ktoré vytvárajú potrebnú olejovú medzeru.
![]()
1 - podložka, 2 - tesnenie, 3 - nit
Obrázok 9 - Izolácia strmeňa transformátora
Pri časti strmeňa v tvare T sa na vyrovnanie príruby strmeňa s rovinou strmeňa používa takzvaná vyrovnávacia izolácia, ktorá vypĺňa medzeru medzi trámom strmeňa a izoláciou strmeňa; je vyrobený z bukového, brezového alebo elektrokartónu (obrázok 10). Vyrovnávacia izolácia z elektrokartónu je tvorená doskami v tvare podkovy a segmentom, ku ktorým sú na oboch stranách pripevnené tesnenia.

a - z dreva, b - z elektrickej lepenky; 1 - pozdĺžna tyč, 2 - otvor, 3 - priečna tyč, 4 - doska, 5 - elektrická lepenková podložka
Obrázok 10 - Vyrovnávacia izolácia transformátorov I-III rozmery
V transformátoroch veľkosti I a II pre napätie do 15 kV je veľkosť izolačnej medzery od vinutia k strmeňom malá, preto sú ich jarmové a vyrovnávacie izolácie kombinované a vyrobené z drevených dosiek alebo jednoduchých tvarovaných elektrokartónových dielov. .
Navíjanie transformátora vlastnými rukami nie je ani tak komplikovaný proces, ako zdĺhavý, ktorý si vyžaduje neustálu koncentráciu pozornosti.
Pre tých, ktorí s takouto prácou začínajú prvýkrát, môže byť ťažké zistiť, aký materiál použiť a ako skontrolovať hotové zariadenie. Nižšie uvedené pokyny krok za krokom poskytnú začiatočníkom odpovede na všetky otázky.
Pred priamym navíjaním je potrebné zásobiť všetky potrebné nástroje a nástroje pre prácu:
Typy a metódy, smery vinutia vinutia transformátora sú zobrazené na fotografii:
Izolácia vrstiev vinutia
V niektorých prípadoch je potrebné vložiť medzi drôty rozpery na izoláciu. Najčastejšie sa na to používa kondenzátorový alebo káblový papier.
Stred susedných vinutí transformátora by mal byť izolovaný silnejšie. Na izoláciu a vyrovnanie povrchu pre ďalšiu vrstvu vinutia potrebujete špeciálny lak obojstranne zabaliť papierom. Ak nie je lakovaná tkanina, problém sa dá vyriešiť pomocou rovnakého papiera zloženého v niekoľkých vrstvách.
Papierové pásy na izoláciu by mali byť o 2-4 mm širšie ako vinutie.
Na kontrolu je v prvom rade potrebné určiť závery všetkých jeho vinutí. Užitočné rady ako skontrolovať funkčnosť transformátora pomocou multimetra, prečítajte si nasledujúci článok.
Akčný algoritmus
- Upevnite drôt s cievkou v navíjacom zariadení, a rám transformátora - v navíjacom zariadení. Rotácie robia mäkké, mierne, bez prerušenia.
- Spustite drôt z cievky na rám.
- Nechajte medzi stolom a drôtom minimálne 20 cm aby ste mohli položiť ruku na stôl a pripevniť drôt. Na stole by mali byť aj všetky súvisiace materiály: brúsny papier, nožnice, izolačný papier, priložený spájkovací nástroj, ceruzka alebo pero.
- Jednou rukou hladko otočte navíjacie zariadenie a druhou rukou pripevnite drôt. Je potrebné, aby drôt ležal plochý, cievka k cievke.
- transformátor rám izolovať a prevlečte výstupný koniec drôtu cez otvor v ráme a krátko ho pripevnite na os navíjacieho zariadenia.
- Navíjanie by sa malo začať bez zhonu: musíte „naplniť ruku“, aby ste mohli stohovať otáčky vedľa seba.
- Je potrebné zabezpečiť, aby uhol drôtu a napätie boli konštantné. Navíjanie každej nasledujúcej vrstvy "na doraz" by nemalo byť, pretože drôty môžu skĺznuť a spadnúť do rámu "líca".
- Nastavte počítacie zariadenie (ak existuje) na nulu alebo pozorne počítajte otáčkyústne.
- Izolačný materiál prilepte alebo pritlačte mäkkým gumeným krúžkom.
- Každá ďalšia otáčka je o 1-2 otáčky tenšia ako predchádzajúca.
Informácie o navíjaní cievok transformátora vlastnými rukami nájdete vo videu:
Drôtové pripojenie
Ak počas navíjania dôjde k prerušeniu, potom:
- tenké drôty (tenšie ako 0,1 mm) krútiť a variť;
- konce drôtov strednej hrúbky (menej ako 0,3 mm) mali by byť uvoľnené z izolačného materiálu o 1-1,5 cm, skrútené a spájkované;
- hrubé konce drôtov (hrubšie ako 0,3 mm) musíte trochu vyčistiť a spájkovať bez krútenia;
- izolujte miesto spájkovania (zvárania).
Dôležité body
Ak sa na navíjanie používa tenký drôt, potom počet závitov musí presiahnuť niekoľko tisíc. Zhora musí byť vinutie chránené izolačným papierom alebo koženkou.
Ak je transformátor navinutý hrubým drôtom, vonkajšia ochrana nie je potrebná.
Skúška
Po dokončení navíjania, je potrebné otestovať transformátor v činnosti, na tento účel by malo byť jeho primárne vinutie pripojené k sieti.
Ak chcete skontrolovať skrat zariadenia, pripojte primárne vinutie a lampu do série k zdroju napájania.
Stupeň spoľahlivosti izolácie skontrolujete striedavým dotykom výstupný koniec vodiča každého výstupného konca sieťového vinutia.
Transformátor by sa mal testovať veľmi opatrne a opatrne, aby sa nedostal pod napätie zvyšovacieho vinutia.
Ak nábožensky postupujte podľa odporúčaných pokynov a nezanedbávajte žiadny z bodov, potom ručné navíjanie transformátora nebude predstavovať žiadne ťažkosti a zvládne ho aj začiatočník.
Všetky vinutia transformátorov podľa povahy vinutia možno rozdeliť do nasledujúcich hlavných typov: valcové z okrúhleho a obdĺžnikového drôtu, skrutkové, kontinuálne cievky atď.
Tieto typy vinutí je možné ďalej rozdeliť podľa množstva sekundárnych znakov: počet vrstiev alebo pohybov, prítomnosť paralelných vetiev, prítomnosť transpozícií atď.
Jednoduché valcové vinutie je vinutie, ktorého prierez závitu je jeden drôt a závity sú umiestnené bez intervalov na valcovom povrchu, takže na presun z akéhokoľvek závitu do akéhokoľvek iného závitu sa musíte pohybovať v axiálnom smere vinutia.
Valcové paralelné vinutie je vinutie, ktorého prierez závitu je niekoľko rovnobežných drôtov a závity sú umiestnené (bez intervalov medzi závitmi a drôtmi) na valcovej ploche tak, aby prešli z akéhokoľvek drôtu jedného závitu na ktorýkoľvek drôt iného závitu, musíte sa pohybovať v axiálnom smere vinutia.
Dvojvrstvové jednoduché valcové alebo dvojvrstvové valcové paralelné vinutie je vinutie tvorené dvoma sústredne usporiadanými jednoduchými valcovými paralelnými vinutiami.
Valcové vinutie môže byť navinuté z niekoľkých obdĺžnikových drôtov. V tomto prípade je žiaduce vziať všetky paralelné drôty rovnakej časti. Ak musíte skombinovať prierez závitu z rôznych drôtov, potom sa odporúča vziať nie viac ako dva rôzne prierezy drôtu. Zvyčajne sa používa navíjanie "naplocho". Je povolené navíjať na „okraj“, v radiálnom smere vinutia by sa rozmery oboch drôtov mali zvoliť nevyhnutne rovnaké.
Vo výrobe, pri navíjaní na navíjacom stroji, je valcové vinutie najjednoduchšie a najlacnejšie z používaných typov vinutia. Môže sa použiť valcové vinutie obdĺžnikového drôtu s prierezom cievky najmenej 5 mm2, ktorý sa rovná minimálnemu prierezu obdĺžnikového drôtu v priereze, ktorý zodpovedá najnižšia hustota prúd v medený drôt spodná hranica prúdu vinutia je 15–18 A. Pre NN vinutia trojfázového a jednofázového oleja sa široko používa valcové dvojvrstvové vinutie z pravouhlého drôtu. výkonové transformátory s výkonom na tyč S ≤ 200 kV * A pri napätí vinutia najviac 6 kV.
V rovnakých medziach sa tento typ vinutia niekedy používa pre vinutia VN, avšak v tomto prípade je vhodnejšie viacvrstvové valcové vinutie vyrobené z okrúhleho drôtu.
Široko používané sú valcové viacvrstvové vinutia z pravouhlého drôtu do jedného alebo viacerých paralelných drôtov. Pre takéto vinutia je napätie až 35 kV a výkon transformátora až 80 000 kV * A.
Používajú sa na výrobu nízkonapäťových vinutí a vinutí vysoké napätie transformátor. Hlavnou výhodou týchto vinutí je ich jednoduchosť, nízka cena a dostatočne vysoká elektrická a mechanická pevnosť (obr. 1).
Ryža. 1. Valcové vinutia: ale- jedna vrstva; b- dvojvrstvové;
v- viacvrstvový okrúhly drôt; 1
- cievky obdĺžnikového drôtu; 2
– delené vyrovnávacie krúžky; 3
– papierovo-bakelitový valec; 4
- koniec prvej vrstvy vinutia; 5
- vertikálne lamely; 6
– vnútorné vetvy vinutia
Zvyčajne je špirálové vinutie navinuté na papierovo-bakelitovom valci na koľajniciach umiestnených pozdĺž tvoriacej čiary valca.
Radiálne kanály medzi závitmi sú tvorené medzizávitovými tesneniami vyrobenými z izolačnej lepenky, navlečenými na koľajniciach.
V paralelnom špirálovom vinutí sú paralelné drôty navinuté okolo valcových plôch s rôznymi priemermi. V dôsledku toho sú aktívne a reaktívne odpory (v dôsledku rozdielnej indukcie rozptylového poľa) paralelných drôtov nerovnaké. Na vyrovnanie celkového odporu vodičov, aby sa predišlo nerovnomernému rozloženiu prúdu vo vinutí skrutky, sa musí vykonať transpozícia (premiestnenie) vodičov (obr. 3). 
Ryža. 2. Vinutie skrutky: ale- z jedného drôtu v cievke;
b- z niekoľkých paralelných drôtov v cievke 
Ryža. 3. Transpozícia drôtov v špirálových vinutiach: ale- skupina; b– všeobecný

Ryža. 4. Schéma transpozície v špirálovom vinutí štyroch paralelných drôtov: 1–4 - drôty
Skrutkové vinutia sa používajú ako NN vinutia v transformátoroch s napätím na NN strane od 230 V do 15,75 kV vrátane, s výkonom transformátora na tyč od 45 do 350 kV *A.
Z dôvodu jednoduchosti a nízkych výrobných nákladov sa najčastejšie používa viacvrstvové valcové vinutie transformátorov s výkonom do 200 kV * A na tyč pri napäťovej triede nie vyššej ako 35 kV.
Rozmanitosť viacvrstvové valcové vinutie je vinutie cievky, zložené z množstva samostatne umiestnených v axiálnom smere cievok, ktoré sú viacvrstvovými valcovými vinutiami. Vykonáva sa spravidla z jedného kruhového drôtu bez použitia paralelných drôtov. Používa sa pre transformátor s výkonom na jadro nepresahujúcim 350 kV * A, pri prúde 40 - 45 A a iba pre vinutia VN. 
Ryža. 5. Priebežné vinutie cievky
Osobitná pozornosť sa venuje medzivrstvovej izolácii, pretože kvôli veľkému počtu závitov a sériové pripojenie vrstiev medzi susednými závitmi ležiacimi v rôznych vrstvách vznikajú značné napätia. Takže napríklad v transformátoroch s výkonom na jadro do 200 kV * A s napäťovou triedou 3 až 35 kV môže celkové prevádzkové napätie dvoch vrstiev dosiahnuť 5 000 - 6 000 V a skúšobné napätie 10 000 - 12 000 V. Ako medzivrstvová izolácia sa dosahujú dobré výsledky káblového papiera položeného v niekoľkých vrstvách.
Použitie menšieho počtu vrstiev hrubšieho elektrokartónu sa neospravedlňuje, pretože kartón je menej elastický ako káblový papier a pri navíjaní silne natiahnutého drôtu dochádza k ohybom listu, čo následne vedie k prenikaniu medzivrstvovej izolácie. .
Jednoduché priebežné vinutie cievky nazývané vinutie zložené z niekoľkých axiálne usporiadaných a zapojených cievok zapojených do série zvinutých z pravouhlého drôtu v plochej špirále s radiálnymi chladiacimi kanálmi medzi všetkými alebo časťami cievok. Výška cievky sa rovná výške drôtu.
nazývané paralelné ak je prierez každého závitu tvorený dvoma alebo viacerými paralelnými drôtmi a počet závitov v cievke je viac ako jeden (obr. 5).
Vinutie sa nazýva nepretržitý, ak sa jeho navíjanie vykonáva jedným (dvoma, tromi alebo viacerými) drôtmi bez spájkovania koncov sériovo zapojených cievok. Kontinuálne vinutie cievky nemá žiadne prerušenia drôtu a spájkovanie.
Vďaka svojej vysokej mechanickej pevnosti, ľahkej distribúcii závitov vinutia cez cievky, jednoduchosti vytvárania nastavovacích vetiev, relatívnej jednoduchosti vinutia, absencii spájkovania medzi cievkami a jednoduchosti nasadenia na jadro sa kontinuálne vinutie cievky široko používa ako vinutie vysokého napätia pre transformátory s výkonom na jadro 50 až 20 000 kV*A a viac, pri zaťažovacích prúdoch od 10 do 15 A a viac. Tento typ vinutia sa používa aj ako NN vinutia pri prúdoch od 17–20 do 300 A (obr. 6, 7).

Ryža. 6. Časť cievky priebežného vinutia s dvoma paralelnými drôtmi v cievke

Ryža. 7. Prechody v cievkach kontinuálneho vinutia
Pri napätiach 110 kV a vyšších sa používa iba spojité vinutie cievky. Ak je závit vinutia vyrobený z niekoľkých paralelných drôtov, potom je potrebné vykonať transpozíciu paralelných drôtov rovnakým spôsobom, ako sa to robí v špirálových paralelných vinutiach.



