Quando si assemblano 2 parti che sono incluse l'una nell'altra, si distinguono coperto e copertura superfici, il cui significato è chiaro dal nome.
La superficie di chiusura è chiamata buco coperto - lancia.
Ad esempio, la superficie cilindrica interna del manicotto e la superficie della sede della chiavetta - superfici femmina, fori; la superficie cilindrica esterna della boccola e la superficie della chiave - superfici maschio, alberi.
Determina la differenza tra le dimensioni della superficie femmina e quella maschio (tra le dimensioni del foro e dell'albero). natura di connessione dettagli o approdo, cioè. un grado maggiore o minore di mobilità delle parti o un grado di resistenza dei giunti (per giunti fissi).
Se la dimensione del foro D è maggiore della dimensione dell'albero d, allora si chiama la differenza positiva tra loro, che caratterizza il grado di mobilità (libertà di movimento relativo) spacco S:
S = D - d; Dd; S0. (3.8)
Se la dimensione dell'albero d è maggiore della dimensione del foro D, viene chiamata la differenza positiva tra loro, che caratterizza il grado di resistenza della connessione interferenza N:
N = d – D; d D; N0. (3.9)
Il precarico (se necessario) può essere espresso come gioco negativo e viceversa:
S=-N; N=-S. (3.10)
Taglia nominale - la dimensione principale stimata, arrotondata allo standard. Le dimensioni nominali del foro e dell'albero nell'accoppiamento sono contrassegnate sul disegno e da esso vengono contate le deviazioni, che sono riportate nella tabella delle norme per le tolleranze.
Le dimensioni nominali (se arrotondate dopo il calcolo di resistenza, rigidità, stabilità ...) sono selezionate secondo GOST 6636-69 * "Dimensioni lineari normali". L'utilizzo di sole dimensioni lineari standard comporta una riduzione delle dimensioni standard di pezzi, utensili da taglio, di misura e una riduzione dei costi di produzione.
Secondo GOST, viene fornita una gamma di dimensioni da 0,001 a 20000 mm, costruita sulla base di numeri preferiti. Vengono stabilite quattro file di dimensioni, crescenti in progressione geometrica con = significativa;  ;
;
 ;
;
 . Le file sono designate Ra5, Ra10, Ra20, Ra40. Il maggior numero di taglie nell'ultima riga, il più piccolo nella prima. Quando si scelgono le denominazioni, ogni riga precedente dovrebbe essere preferita alla successiva.
. Le file sono designate Ra5, Ra10, Ra20, Ra40. Il maggior numero di taglie nell'ultima riga, il più piccolo nella prima. Quando si scelgono le denominazioni, ogni riga precedente dovrebbe essere preferita alla successiva.
Dimensione reale chiamato la dimensione ottenuta come risultato della misurazione con un errore consentito.
Le dimensioni tra le quali la dimensione effettiva delle parti buone nel lotto deve essere (o essere uguale) sono chiamate rispettivamente limite limite massimo D max , d max e il limite più piccolo Re min, re min.
Per semplificare, nei disegni e nelle tabelle, al posto delle dimensioni limite, vengono impostate le deviazioni limite corrispondenti: superiore e inferiore.
Deviazione superiore(ES, es) è la differenza algebrica tra il limite di dimensione massima e la dimensione nominale del giunto.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
dove d n s è il diametro nominale del giunto.
Deviazione inferiore(EI, ei) - differenza algebrica tra la dimensione limite minima e la dimensione nominale della connessione:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Le deviazioni possono essere positive, negative o nulle.
La tolleranza dimensionale T è la differenza tra le dimensioni limite:
T D \u003d D max - D min; (3.15)
T d \u003d d max - d min. (3.16)
Tolleranza: il valore è sempre positivo, quindi è indicato nei documenti senza segno.
Sostituendo nelle espressioni (3.15) e (3.16) i valori delle dimensioni limite, espressi in termini di deviazioni e valore nominale, determiniamo:
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
La tolleranza è uguale alla differenza negli scostamenti limite (con il proprio segno!).
La tolleranza caratterizza l'accuratezza della dimensione. Minore è la tolleranza, maggiore è la precisione, minore è il possibile intervallo di modifiche dimensionali nel lotto e viceversa. Il valore di tolleranza influisce sulle proprietà operative della connessione e del prodotto, nonché sulla complessità della produzione e sul costo della parte. La produzione di parti con una tolleranza inferiore richiede l'uso di apparecchiature più accurate, strumenti di misura accurati, dispositivi, modalità di elaborazione appropriate, che aumentano il costo del prodotto.
Quando si assemblano parti (ad esempio, un albero è collegato a un manicotto) realizzate entro la tolleranza, è possibile ottenere vari accoppiamenti a seconda di combinazioni casuali di dimensioni dei fori e alberi. Di solito sono divisi in atterraggi con spazio libero (S), interferenza (N), transitorio (N-S).
adattamento allo spazio liberoè chiamato adattamento in cui sono previsti spazi vuoti in tutti i giunti dell'assieme. Il atterraggi di interferenza.
transitorio chiamato atterraggio, in cui alcune delle connessioni sull'assieme ottengono spazi vuoti e il resto - tenuta.
Ogni pianerottolo è caratterizzato da giochi o interferenze limitanti (massimo, minimo), il cui valore è determinato dalle dimensioni limite delle parti.
La fessura più piccola S min nella connessione si forma se un albero con una dimensione d max è installato in un foro con una dimensione D min:
S min = D min -d max (3.19)
S min \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3.20)
La distanza maggiore S max nella connessione si ottiene se un albero con la dimensione limite più piccola d min è installato nel foro con la dimensione limite maggiore D max:
S max = D max -d min (3.21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
Allo stesso modo,
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3.23)
N max \u003d d max - D min \u003d eS - EI \u003d - S min. (3.24)
La distanza media o interferenza è pari a:
S c (N c) =  .
(3.25)
.
(3.25)
Il gioco o il campo di interferenza determina il gioco, l'interferenza o la tolleranza di adattamento (TS , TN).
tolleranza adatta(Т S, T N) - la differenza tra i giochi limite o le interferenze:
T S = (T N) = S max (N max) - S min (N min). (3.26)
In questa espressione, al posto di S max , S min, sostituiamo i loro valori secondo (3.20), (3.22):
T S \u003d (ES - ei) - (EI - es) \u003d (ES - EI) + (es - ei) \u003d T D + T d. (3.27)
Pertanto, la tolleranza di adattamento è uguale alla somma delle tolleranze del foro e dell'albero.
Allo stesso modo,
T N \u003d N max - N min \u003d T D + T d. (3.28)
Immagina che ci sia un lotto di boccole e alberi che devono essere assemblati. In questo lotto di boccole con le dimensioni maggiori, D max sarà molto piccolo (ad esempio 1 su 100 pezzi), allo stesso modo, in un lotto di alberi con le dimensioni più piccole, anche d min sarà piccolo (ad esempio 1 su 100). È naturale presumere che l'assemblatore, scegliendo parti e assemblando connessioni senza selezione, difficilmente prenda contemporaneamente parti con dimensioni D max e d min (la probabilità di questo evento per il nostro esempio è 1/1001/100 = 1/ 10 4). La probabilità di un tale evento è molto piccola, quindi non ci saranno praticamente giunti con uno spazio pari a S max nell'assieme. Per gli stessi motivi, nell'assieme non ci saranno praticamente connessioni con uno spazio pari a S max.
Per determinare la grandezza del più grande  e meno
e meno  lacune (probabilistiche) risultanti dall'assemblaggio, affronteremo questo problema ingegneristico dal punto di vista della teoria della probabilità.
lacune (probabilistiche) risultanti dall'assemblaggio, affronteremo questo problema ingegneristico dal punto di vista della teoria della probabilità.
Assumiamo che la distribuzione delle dimensioni delle parti segua la legge normale e che la tolleranza per la fabbricazione sia uguale all'intervallo delle dimensioni durante la fabbricazione, cioè T = 6. Assumiamo inoltre che non vi sia alcuna selezione di parti durante l'assemblaggio (l'assemblaggio è casuale).
È noto che la composizione (combinazione) di due leggi normali dà anche una legge normale. Pertanto, la distribuzione dei valori di clearance (interferenza) segue la legge normale.
Dal corso della teoria della probabilità è noto che l'aspettativa matematica della somma delle variabili casuali è uguale alla somma delle loro aspettative matematiche. Le dimensioni effettive dei pezzi sono variabili casuali, le cui aspettative matematiche saranno vicine alle dimensioni medie del lotto.
L'aspettativa matematica della somma delle dimensioni casuali è l'aspettativa matematica del divario:
M S = M D + M -d . (3.29)
S c = D c - d c , (3.30)
dove S c , D c , d c sono i valori medi delle dimensioni del gioco, del foro e dell'albero.
La varianza della somma delle variabili casuali indipendenti è uguale alla somma delle loro varianze. La varianza D è la deviazione standard al quadrato:
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
Quindi, prendendo T = 6, otteniamo:
T S =  .
(3.33)
.
(3.33)
Con una probabilità P = 0,9973, i valori dei gap effettivi saranno compresi tra:
Allora il divario probabilistico più grande sarà uguale a:
 ,
(3.35)
,
(3.35)
e il più piccolo gap probabilistico:
 .
(3.36)
.
(3.36)
Le espressioni (3.35) e (3.36) sono approssimative (in precedenza erano specificate le condizioni per ottenerle). Più precisamente, questi valori saranno determinati nella sezione “Catene dimensionali”.
Per semplificare il calcolo delle tolleranze e degli atterraggi, viene utilizzata la disposizione dei campi di tolleranza. Le costruzioni su di essi vengono eseguite rispetto alla linea nominale, designata da 0 a 0. Le linee di dimensioni limite e nominali sono disposte da un bordo.
Pertanto, le righe di dimensioni maggiori del nominale si troveranno al di sopra della linea 0 - 0 e le righe di dimensioni inferiori al nominale saranno al di sotto.
In alto dalla linea 0 - 0 sulla scala selezionata mostrano deviazioni positive, in basso - negative. Due linee di dimensioni massime o deviazioni massime del foro e dell'albero formano due campi di tolleranza, che sono designati come rettangoli (la scala del rettangolo è arbitraria lungo la lunghezza). Il campo di tolleranza è la zona di ridimensionamento, racchiusa tra le linee degli scostamenti superiore e inferiore (o le dimensioni corrispondenti). Il campo di tolleranza è un concetto più ampio della tolleranza. È caratterizzato non solo dal valore della tolleranza, ma anche dalla sua posizione rispetto al valore nominale. Campi di tolleranza diversi (per posizione) possono avere la stessa tolleranza.
Negli atterraggi con uno spazio vuoto, il campo di tolleranza del foro si trova al di sopra del campo di tolleranza dell'albero, negli accoppiamenti con interferenza, il campo di tolleranza del foro deve essere posizionato al di sotto del campo di tolleranza dell'albero. Negli atterraggi di transizione, i campi di tolleranza devono sovrapporsi.
Termini e definizioni di base
Standard statali(GOST 25346-89, GOST 25347-82, GOST 25348-89) ha sostituito il sistema di tolleranze e atterraggi OST, in vigore fino a gennaio 1980.
I termini sono forniti in base a GOST 25346-89"Norme di base di intercambiabilità. un sistema permessi e sbarchi.
Lancia- termine convenzionalmente utilizzato per indicare gli elementi esterni di parti, anche non cilindrici;
Buco- termine convenzionalmente utilizzato per indicare gli elementi interni delle parti, compresi gli elementi non cilindrici;
albero principale- albero, la cui deviazione superiore è uguale a zero;
Buco principale- foro la cui deviazione inferiore è uguale a zero;
Dimensione- valore numerico di una grandezza lineare (diametro, lunghezza, ecc.) nelle unità di misura selezionate;
dimensione reale- la dimensione dell'elemento, determinata dalla misurazione con la precisione consentita;
Taglia nominale- la dimensione relativa alla quale vengono determinate le deviazioni;
Deviazione- differenza algebrica tra la taglia (effettiva o limite) e la corrispondente taglia nominale;
qualità- un insieme di tolleranze considerate corrispondenti allo stesso livello di accuratezza per tutte le grandezze nominali;
Approdo- la natura del collegamento di due parti, determinata dalla differenza delle loro dimensioni prima del montaggio.
Spacco- questa è la differenza tra le dimensioni del foro e dell'albero prima del montaggio, se il foro è maggiore della dimensione dell'albero;
Precarico- la differenza tra le dimensioni dell'albero e del foro prima del montaggio, se la dimensione dell'albero è maggiore della dimensione del foro;
tolleranza adatta- la somma delle tolleranze del foro e dell'albero che compongono la connessione;
tolleranza t- la differenza tra le grandezze limite maggiore e minore o la differenza algebrica tra gli scostamenti superiore e inferiore;
Approvazione IT standard- una qualsiasi delle tolleranze stabilite da questo sistema di tolleranze e atterraggi;
Campo di tolleranza- un campo delimitato dalle grandezze limite più grandi e più piccole e determinato dal valore di tolleranza e dalla sua posizione rispetto alla dimensione nominale;
Atterraggio con autorizzazione- atterraggio, in cui si forma sempre uno spazio vuoto nella connessione, ad es. la dimensione limite più piccola del foro è maggiore o uguale alla dimensione limite più grande dell'albero;
Atterraggio ad interferenza- pianerottolo, in cui si forma sempre un'interferenza nella connessione, ad es. il limite della dimensione del foro più grande è inferiore o uguale al limite della dimensione dell'albero più piccolo;
adattamento di transizione- pianerottolo, in cui è possibile ottenere sia un'intercapedine che un accoppiamento con interferenza nella connessione, a seconda delle effettive dimensioni del foro e dell'albero;
Atterraggi nel sistema di buche- pianerottoli in cui i giochi e le interferenze richiesti sono ottenuti combinando diversi campi di tolleranza dell'albero con il campo di tolleranza del foro principale;
Si adatta al sistema dell'albero- pianerottoli in cui i giochi e le interferenze richiesti sono ottenuti combinando diversi campi di tolleranza del foro con il campo di tolleranza dell'albero principale.
I campi di tolleranza e le relative deviazioni limite sono impostati da diversi intervalli di dimensioni nominali:
fino a 1 mm- GOST 25347-82;
da 1 a 500 mm- GOST 25347-82;
da 500 a 3150 mm- GOST 25347-82;
oltre 3150 fino a 10.000 mm- GOST 25348-82.
GOST 25346-89 stabilisce 20 qualifiche (01, 0, 1, 2, ... 18). Le qualità da 01 a 5 sono destinate principalmente ai calibri.
Le tolleranze e gli scostamenti limite previsti dalla norma si riferiscono alle dimensioni dei pezzi ad una temperatura di +20 o C.
Installato 27
deviazioni dell'albero di base e 27
deviazioni del foro principale. La deviazione principale è una delle due deviazioni limite (superiore o inferiore), che determina la posizione del campo di tolleranza rispetto alla linea dello zero. La deviazione principale è la più vicina alla linea zero. Sono indicate le principali deviazioni dei fori lettere maiuscole Alfabeto latino, alberi - minuscolo. La disposizione delle principali deviazioni, indicando le qualifiche in cui se ne consiglia l'utilizzo, per taglie fino a 500
mm è mostrato di seguito. L'area ombreggiata si riferisce ai fori. Lo schema è mostrato in forma abbreviata.

Appuntamento degli sbarchi. Gli atterraggi vengono scelti in base allo scopo e alle condizioni operative delle apparecchiature e dei meccanismi, alla loro precisione, alle condizioni di assemblaggio. Allo stesso tempo, è necessario tenere conto della possibilità di ottenere l'accuratezza quando vari metodi lavorazione del prodotto. Prima di tutto, dovrebbero essere applicati gli atterraggi preferiti. Fondamentalmente, gli atterraggi sono utilizzati nel sistema di buche. Gli accoppiamenti del sistema dell'albero sono utili quando si utilizzano parti standard (ad esempio cuscinetti volventi) e nei casi in cui un albero di diametro costante viene utilizzato per tutta la sua lunghezza per installare più parti con accoppiamenti diversi su di esso.
Le tolleranze del foro e dell'albero nell'accoppiamento non dovrebbero differire di più di 1-2 qualità. Di solito al foro viene assegnata una tolleranza maggiore. I giochi e le interferenze devono essere calcolati per la maggior parte dei tipi di connessioni, in particolare per accoppiamenti con interferenza, cuscinetti ad attrito fluido e altri accoppiamenti. In molti casi, gli atterraggi possono essere assegnati per analogia con prodotti precedentemente progettati e simili in termini di condizioni di lavoro.
Esempi applicativi di accoppiamenti, principalmente relativi agli accoppiamenti preferiti nel sistema di fori nelle misure da 1 a 500 mm.
Atterraggi con sgombero. combinazione di fori h con albero h(accoppiamenti scorrevoli) vengono utilizzati principalmente nei giunti fissi quando sono necessari frequenti smontaggi (parti di ricambio), se è necessario spostare o ruotare facilmente le parti l'una rispetto all'altra durante l'installazione o la regolazione, per centrare le parti fisse.
Approdo H7/h6 applicare:
Per ingranaggi intercambiabili in macchine utensili;
- in connessioni con corse brevi, ad esempio per steli valvole a molla in boccole di guida (è applicabile anche l'accoppiamento H7/g6);
- per collegare parti che dovrebbero muoversi facilmente una volta serrate;
- per una guida precisa nei movimenti alternativi (stelo pistone nelle boccole di guida della pompa alta pressione);
- per centrare alloggiamenti per cuscinetti volventi in attrezzature e macchine varie.
Approdo H8/h7 utilizzato per centrare superfici con requisiti di allineamento ridotti.
Gli atterraggi H8/h8, H9/h8, H9/h9 sono utilizzati per parti fisse con bassi requisiti di precisione dei meccanismi, carichi leggeri e la necessità di garantire un facile montaggio (ruote dentate, giunti, pulegge e altre parti collegate all'albero con una chiave; sedi dei cuscinetti volventi, centraggio delle connessioni flangiate), nonché nelle connessioni mobili con movimenti di traslazione e rotazione lenti o rari.
Approdo H11/h11 utilizzato per giunti fissi relativamente grossolanamente centrati (centraggio di copriflangia, fissaggio di conduttori aerei), per cerniere non critiche.
Approdo H7/g6è caratterizzato da un gap minimo garantito rispetto al resto. Sono utilizzati nei giunti mobili per garantire la tenuta (ad esempio, una bobina nel manicotto di un trapano pneumatico), una direzione precisa o per corse brevi (valvole in un pozzetto), ecc. Gli atterraggi sono utilizzati in meccanismi particolarmente precisi h6/g5 e persino H5/g4.
Approdo H7/f7 utilizzato nei cuscinetti a strisciamento a velocità e carichi moderati e costanti, compresi i cambi; pompe centrifughe; per ruote dentate che ruotano liberamente su alberi, nonché ruote azionate da giunti; per guidare gli spintori nei motori a combustione interna. Un adattamento più preciso di questo tipo - H6/f6- utilizzato per cuscinetti di precisione, distributori di trasmissioni idrauliche di autovetture.
Atterraggi H7/e7, H7/e8, H8/e8 e H8/e9 utilizzato nei cuscinetti ad alta velocità (nei motori elettrici, nel meccanismo degli ingranaggi di un motore a combustione interna), con supporti distanziati o una lunga lunghezza di accoppiamento, ad esempio, per un blocco ingranaggi nelle macchine utensili.
Atterraggi H8/d9, H9/d9 vengono utilizzati, ad esempio, per i pistoni nei cilindri dei motori a vapore e dei compressori, nei giunti delle scatole delle valvole con l'alloggiamento del compressore (è necessario un ampio spazio per smontarli a causa della formazione di fuliggine e della temperatura significativa). Gli accoppiamenti più precisi di questo tipo -H7 / d8, H8 / d8 - vengono utilizzati per cuscinetti di grandi dimensioni ad alte velocità.
Approdo H11/d11 utilizzato per giunti mobili operanti in condizioni di polvere e sporco (assiemi di macchine agricole, vagoni ferroviari), in giunti girevoli aste, leve, ecc., per il centraggio dei coperchi dei cilindri vapore con tenuta ad incastro con guarnizioni ad anello.
Atterraggi di transizione. Progettato per connessioni fisse di parti soggette a montaggio e smontaggio durante riparazioni o condizioni operative. L'immobilità reciproca delle parti è assicurata da chiavi, perni, viti a pressione, ecc. Se necessario sono prescritti accoppiamenti meno stretti per lo smontaggio frequente della connessione, con inconvenienti, è richiesta un'elevata precisione di centraggio, con carichi d'urto e vibrazioni.
Approdo H7/n6(tipo sordo) fornisce le connessioni più durevoli. Esempi di applicazione:
Per ingranaggi, giunti, manovelle e altre parti soggette a carichi pesanti, urti o vibrazioni nei giunti, che di solito vengono smontati solo durante riparazioni importanti;
- anelli di regolazione in atterraggio sugli alberi di macchine elettriche di piccola e media taglia; c) atterraggio di boccole conduttrici, perni di posizionamento, perni.
Approdo H7/k6(tipo a tensione) fornisce in media un leggero spazio (1-5 micron) e fornisce un buon centraggio, senza richiedere uno sforzo significativo per il montaggio e lo smontaggio. Viene utilizzato più spesso di altri atterraggi di transizione: per l'atterraggio di pulegge, ingranaggi, giunti, volani (su chiavi), boccole dei cuscinetti.
Approdo h7/js6(tipo denso) ha interstizi medi maggiori rispetto al precedente, e viene utilizzato al suo posto, se necessario, per facilitare il montaggio.
Atterraggi con interferenza. La scelta dell'atterraggio è fatta a condizione che, alla minima interferenza, la forza del collegamento e della trasmissione, siano assicurati i carichi, e alla massima interferenza, la resistenza delle parti.
Approdo H7/r6 vengono utilizzati per carichi relativamente piccoli (ad esempio, il montaggio di un anello di tenuta sull'albero, che fissa la posizione dell'anello interno del cuscinetto nelle gru e nei motori di trazione).
Atterraggi H7/r6, H7/s6, H8/s7 utilizzato in connessioni senza elementi di fissaggio sotto piccoli carichi (ad esempio, un manicotto nella testa di una biella di un motore pneumatico) e con elementi di fissaggio sotto carichi pesanti (montaggio di ingranaggi e giunti su una chiave in laminatoi, attrezzature per la trivellazione petrolifera, ecc. ).
Atterraggi H7/u7 e H8/u8 utilizzato in connessioni senza elementi di fissaggio sotto carichi significativi, compresi quelli alternati (ad esempio, collegamento di un perno con un eccentrico nell'apparato di taglio delle macchine da raccolta agricole); con elementi di fissaggio a carichi molto elevati (montaggio di giunti di grandi dimensioni negli azionamenti di laminatoi), a carichi leggeri, ma a breve lunghezza di accoppiamento (sede della valvola nella testata di un camion, boccola nella leva di pulizia di una mietitrebbia).
Adattamenti per interferenze ad alta precisione H6/r5, H6/r5, H6/s5 sono usati relativamente raramente e in giunti particolarmente sensibili alle fluttuazioni di interferenza, ad esempio l'atterraggio di una boccola a due stadi sull'albero dell'indotto di un motore di trazione.
Tolleranze per dimensioni incompatibili. Per dimensioni non corrispondenti, le tolleranze vengono assegnate in base ai requisiti funzionali. I campi di tolleranza di solito hanno:
- nel "più" per i fori (indicati dalla lettera H e dal numero di qualità, ad esempio HZ, H9, H14);
- in "meno" per alberi (indicati dalla lettera h e dal numero di qualità, ad esempio h3, h9, h14);
- simmetrico rispetto alla linea dello zero ("più - meno metà della tolleranza" denota, ad esempio, ±IT3/2, ±IT9/2, ±IT14/2). Le tolleranze simmetriche per i fori possono essere contrassegnate con le lettere JS (es. JS3, JS9, JS14) e per gli alberi con le lettere js (es. js3, js9, js14).
Tolleranze per 12-18 La th qualifica è caratterizzata da dimensioni non coniugate o coniugate di accuratezza relativamente bassa. Le deviazioni limite ripetute in queste qualifiche possono non essere indicate nelle dimensioni, ma essere stabilite da una voce generale nei requisiti tecnici.
Per misure da 1 a 500 mm

Gli adattamenti preferiti sono incorniciati.



Tabella elettronica delle tolleranze di fori e alberi con indicazione dei campi secondo vecchio sistema OST e PESD.
Una tabella completa delle tolleranze e degli accoppiamenti dei giunti lisci nei sistemi di fori e alberi, indicando i campi di tolleranza secondo il vecchio sistema OST e secondo la PESD:
Documenti correlati:
Tabelle delle tolleranze angolari
GOST 25346-89 "Standard di base di intercambiabilità. Sistema unificato di tolleranze e accoppiamenti. Disposizioni generali, serie di tolleranze e deviazioni di base"
GOST 8908-81 "Standard di base di intercambiabilità. Angoli normali e tolleranze angolari"
GOST 24642-81 "Norme di base di intercambiabilità. Tolleranze della forma e della posizione delle superfici. Termini e definizioni di base"
GOST 24643-81 "Norme di base di intercambiabilità. Tolleranze della forma e posizione delle superfici. Valori numerici"
GOST 2.308-79 "Sistema unificato per la documentazione di progettazione. Indicazione sui disegni delle tolleranze della forma e della posizione delle superfici"
GOST 14140-81 "Standard di base di intercambiabilità. Tolleranze per la posizione degli assi dei fori per elementi di fissaggio"
tolleranza dimensionale - detta differenza tra le dimensioni limite maggiore e minore o differenza algebrica tra le deviazioni superiore e inferiore /2/.
La tolleranza è indicata dalla lettera "T" (dal lat. tolleranza- autorizzazione):
TD = D max - Dmin = ES - EI - tolleranza dimensione foro;
Td = dmax - dmin = es - ei - tolleranza dimensione albero.
Per gli esempi 1 - 6 precedentemente considerati (sezione 1.1), le tolleranze dimensionali sono determinate come segue:
1) Td = 24,015 - 24,002 = 0,015 - 0,002 = 0,013 mm;
2) Td = 39,975 - 39,950 = (-0,025) - (-0,050) = 0,025 mm;
3) TD = 32,007 - 31,982 = 0,007 - (-0,018) = 0,025 mm;
4) TD = 12,027 - 12 = 0,027 - 0 = 0,027 mm;
5) Td = 78 - 77,954 = 0 - (- 0,046) = 0,046 mm;
6) Td = 100,5 - 99,5 = 0,5 - (- 0,5) = 1 mm.
Tolleranza: il valore è sempre positivo . La tolleranza caratterizza l'accuratezza della produzione di una parte. Minore è la tolleranza, più difficile è elaborare la parte, poiché aumentano i requisiti per la precisione della macchina, degli utensili, dei dispositivi e delle qualifiche dei lavoratori. Tolleranze irragionevolmente grandi riducono l'affidabilità e la qualità del prodotto.
In alcune connessioni, con varie combinazioni delle dimensioni massime del foro e dell'albero, possono verificarsi spazi vuoti o interferenze. La natura della connessione delle parti, determinata dall'entità delle lacune o delle interferenze che ne derivano, chiamato atterraggio . L'atterraggio caratterizza una maggiore o minore libertà di movimento relativo delle parti collegate o il grado di resistenza al loro reciproco spostamento /1/.
Distinguere tre gruppi di sbarchi:
1) con sgombero garantito;
2) transitorio;
3) con tensione garantita.
Se le dimensioni del foro sono maggiori delle dimensioni dell'albero, si verifica uno spazio vuoto nella connessione.
Spacco – questa è la differenza positiva tra le dimensioni del foro e dell'albero /1/:
S \u003d D - d 0 - divario;
Smax \u003d Dmax - dmin - il divario più grande,
Smin \u003d Dmin - dmax - il divario più piccolo.
Se prima del montaggio le dimensioni dell'albero sono maggiori delle dimensioni del foro, si verifica un'interferenza nella connessione. Precarico – è la differenza positiva tra le dimensioni dell'albero e del foro /1/:
N \u003d d - D 0 - interferenza,
Nmax = dmax - Dmin - massima tenuta;
Nmin \u003d dmin - Dmax - la tenuta più piccola.
Gli atterraggi in cui esiste la possibilità di un divario o di un'interferenza sono chiamati transitori.
tolleranza adatta è la tolleranza di gioco per gli accoppiamenti con gioco (definita come la differenza tra i giochi più grandi e quelli più piccoli) o la tolleranza di interferenza per gli accoppiamenti con accoppiamento stretto (definita come la differenza tra le interferenze più grandi e più piccole). Negli atterraggi di transizione, la tolleranza di atterraggio è la tolleranza di sgombero o interferenza / 1 /.
Designazione della tolleranza di adattamento:
TS = Smax - Smin - tolleranza di atterraggio per atterraggi con gioco garantito.
TN \u003d Nmax - Nmin - tolleranza di atterraggio per atterraggi con interferenza garantita.
T(S,N)=Smax + Nmax - tolleranza di atterraggio per atterraggi di transizione.
Per qualsiasi gruppo di atterraggi, la tolleranza di atterraggio può essere determinata dalla formula
Conferenza
Argomento #5 Tolleranze e atterraggi
introduzione
Nel processo di sviluppo di un prodotto (macchina, unità, unità), è necessario procedere da un determinato livello di standardizzazione e unificazione, che è determinato dai coefficienti di applicabilità, ripetibilità e unificazione interprogetto. Con un aumento dei valori di questi coefficienti, l'efficienza economica del prodotto sviluppato aumenta nel processo di produzione e funzionamento. Per aumentare il livello di standardizzazione e unificazione, è necessario, già nella fase di progettazione del prodotto, utilizzare un numero maggiore di componenti prodotti dall'industria e adoperarsi per una ragionevole limitazione dello sviluppo dei componenti originali. Allo stesso tempo, il problema principale nel processo di sviluppo è l'accuratezza di parti, assiemi e componenti intercambiabili, principalmente in termini di parametri geometrici.
L'intercambiabilità di parti, assiemi e assiemi consente di effettuare l'aggregazione come uno dei metodi di standardizzazione, di organizzare la fornitura dei pezzi di ricambio, di facilitare le riparazioni, soprattutto in condizioni difficili, riducendolo a una semplice sostituzione di parti usurate.
Intercambiabilità- la proprietà delle parti prodotte in modo indipendente di prendere posto nell'unità di assemblaggio senza ulteriori lavorazioni meccaniche o manuali durante l'assemblaggio, garantendo nel contempo il normale funzionamento dei prodotti assemblati (assiemi, meccanismi).
Dalla stessa definizione di intercambiabilità deriva che essa è un prerequisito per la divisione della produzione, cioè produzione indipendente di parti, assiemi, assiemi, che vengono successivamente assemblati in sequenza in unità di assemblaggio e unità di assemblaggio - in sistema comune(meccanismo, macchina, dispositivo). L'assemblaggio può essere effettuato in due modi: con e senza montaggio di parti assemblate o unità di assemblaggio. L'assemblaggio senza raccordo viene utilizzato nella produzione in serie e in linea e con il raccordo - nella produzione singola e su piccola scala. In caso di montaggio senza montaggio, le parti devono essere prodotte con la precisione richiesta. Tuttavia, l'intercambiabilità non è assicurata dalla sola precisione dei parametri geometrici. È necessario che il materiale, la durata delle parti, delle unità di assemblaggio e dei componenti siano coerenti con lo scopo e le condizioni operative del prodotto finale. Questa intercambiabilità si chiama funzionale e l'intercambiabilità geometrica è un particolare tipo di intercambiabilità funzionale.
L'intercambiabilità è completa e incompleta, esterna e interna.
Completa intercambiabilità consente di ottenere gli indicatori di qualità specificati senza operazioni aggiuntive nel processo di assemblaggio.
In intercambiabilità incompleta durante l'assemblaggio delle unità di assemblaggio e dei prodotti finali, sono consentite le operazioni relative alla selezione e regolazione di alcune parti e unità di assemblaggio. Ti consente di ottenere gli indicatori tecnici e operativi specificati dei prodotti finiti con una minore precisione delle parti. Allo stesso tempo, l'intercambiabilità funzionale dovrebbe essere solo completa e geometrica, sia completa che incompleta.
Intercambiabilità esterna- è l'intercambiabilità di unità e componenti in termini di parametri operativi e dimensioni di collegamento. Ad esempio, la sostituzione di un motore elettrico. La sua parametri di funzionamento sarà - potenza, velocità, tensione, corrente; le dimensioni di collegamento includono diametri, numero e posizione dei fori nelle gambe del motore elettrico, ecc.
Intercambiabilità internaè garantito dall'accuratezza dei parametri necessari per assemblare parti in unità e unità in meccanismi. Ad esempio, l'intercambiabilità di cuscinetti a sfere o rulli di cuscinetti volventi, gruppi di trasmissione e alberi condotti del cambio, ecc.
I principi di intercambiabilità si applicano a parti, unità di assemblaggio, componenti e prodotti finali.
L'intercambiabilità è assicurata dall'accuratezza dei parametri del prodotto, in particolare dalle dimensioni. Tuttavia, nel processo di fabbricazione, inevitabilmente sorgono errori Х, i cui valori numerici sono rilevati dalla formula
dove X è il valore dato della dimensione (parametro);
Xi è il valore effettivo dello stesso parametro.
Gli errori sono suddivisi in sistematico, casuale e grossolano(manca).
L'influenza di errori casuali sull'accuratezza della misurazione può essere valutata mediante metodi di teoria della probabilità e statistica matematica. Numerosi esperimenti hanno dimostrato che la distribuzione degli errori casuali molto spesso obbedisce alla legge di distribuzione normale, che è caratterizzata da una curva gaussiana (Figura 1).
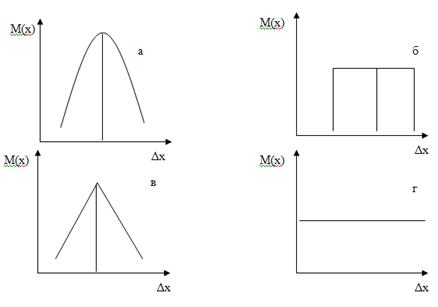
Figura 1 - Leggi di distribuzione degli errori casuali
a - normale; b - Maxwell; c - triangolo (Simpson); g - equiprobabile.
L'ordinata massima della curva corrisponde al valore medio di una data grandezza (per un numero illimitato di misure si chiama aspettativa matematica ed è indicata con M(X).
Gli errori casuali o le deviazioni da vengono tracciati lungo l'asse x. I segmenti paralleli all'asse y esprimono la probabilità di accadimento di errori casuali del valore corrispondente. La curva gaussiana è simmetrica rispetto all'ordinata massima. Pertanto, sono ugualmente possibili deviazioni dallo stesso valore assoluto, ma di segno diverso. La forma della curva mostra che piccole deviazioni (in valore assoluto) compaiono molto più spesso di quelle grandi e la comparsa di deviazioni molto grandi è praticamente improbabile. Pertanto, gli errori consentiti sono limitati a determinati valori limite (V è il campo pratico di dispersione degli errori casuali, pari alla differenza tra la dimensione misurata più grande e quella più piccola in un lotto di parti). Il valore è determinato dalla condizione di sufficiente accuratezza a costi ottimali per la fabbricazione dei prodotti. Con un campo randagio regolamentato, non più del 2,7% degli errori casuali può andare oltre i limiti. Ciò significa che su 100 pezzi lavorati, non possono esserci più di tre pezzi difettosi. Un'ulteriore riduzione della percentuale di comparsa dei prodotti difettosi in termini tecnici ed economici non è sempre consigliabile, perché. porta ad un aumento eccessivo del campo randagio pratico e, di conseguenza, ad un aumento delle tolleranze e ad una diminuzione della precisione dei prodotti. La forma della curva dipende dai metodi di lavorazione e misurazione dei prodotti; metodi esatti danno la curva 1 avente un campo randagio V1; curva 2, per la quale V2
A seconda del processo tecnologico accettato, del volume di produzione e di altre circostanze, gli errori casuali possono essere distribuiti non secondo la legge di Gauss, ma secondo la legge equiprobabile (Fig. 1b), secondo la legge del triangolo (Fig. 1c), secondo la legge di Maxwell (Fig. 1d) e così via. Il centro di raggruppamento degli errori casuali può coincidere con la coordinata della dimensione media (Fig. 1a) o spostarsi rispetto ad essa (Fig. 1d).
È impossibile eliminare completamente l'influenza delle cause che causano errori di elaborazione e misurazione, è possibile ridurre l'errore solo applicando processi di elaborazione tecnologica più avanzati. L'accuratezza della dimensione (di qualsiasi parametro) è chiamata il grado di approssimazione della dimensione effettiva a quella data, ad es. l'accuratezza della dimensione è determinata dall'errore. Al diminuire dell'errore, la precisione aumenta e viceversa.
In pratica, l'intercambiabilità è assicurata limitando gli errori. Con errori decrescenti, i valori effettivi dei parametri, in particolare le dimensioni, si avvicinano a quelli dati. Con piccoli errori, le dimensioni effettive differiscono così poco da quelle date che il loro errore non pregiudica le prestazioni dei prodotti.
2. Tolleranze e atterraggi. Il concetto di qualità
I termini e le definizioni principali sono stabiliti da GOST 25346, GOST 25347, GOST 25348 stabiliscono tolleranze e accoppiamenti per dimensioni inferiori a 1 mm, fino a 500 mm, da 500 a 3150 mm.
Le formule (7) e (8) derivano dalle seguenti considerazioni. Come segue dalle formule (2) e (3), le dimensioni limite più grandi e più piccole sono uguali alla somma della dimensione nominale e dello scostamento limite corrispondente:
![]() (9)
(9)
![]() (10)
(10)
Sostituendo nella formula (5) i valori delle dimensioni limite dalla formula
Riducendo termini simili, otteniamo la formula (7). La formula (8) è derivata in modo simile.

Figura - Campi di tolleranza del foro e dell'albero quando si atterra con uno spazio vuoto (le deviazioni del foro sono positive, le deviazioni dell'albero sono negative)
La tolleranza è sempre un valore positivo, indipendentemente da come viene calcolata.
ESEMPIO. Calcola la tolleranza per le dimensioni limite e le deviazioni. Dato: = 20.010 mm; = 19,989 mm; = 10 micron; = -11 micron.
uno). Calcoliamo la tolleranza attraverso le quote limite secondo la formula (6):
Td = 20,010 - 19,989 = 0,021 mm
2). Calcoliamo la tolleranza per gli scostamenti limite secondo la formula (8):
Td = 10 - (-11) = 0,021 mm
ESEMPIO. In base ai simboli indicati dell'albero e del foro (albero - , foro 20), determinare le dimensioni nominali e limite, gli scostamenti e le tolleranze (in mm e micron).
2.2 Unità di tolleranza e concetto di qualificazione
La precisione dimensionale è determinata dalla tolleranza: al diminuire della tolleranza, l'accuratezza aumenta e viceversa.
Ogni metodo tecnologico di lavorazione delle parti è caratterizzato dalla sua precisione ottimale economicamente giustificata, ma la pratica mostra che con l'aumento delle dimensioni, le difficoltà tecnologiche nella lavorazione delle parti con tolleranze ridotte aumentano e le tolleranze ottimali aumentano leggermente in condizioni di lavorazione invariate. La relazione tra precisione economicamente ottenibile e dimensioni è espressa da un valore condizionale chiamato unità di tolleranza.
Unità di tolleranza() esprime la dipendenza della tolleranza dalla dimensione nominale e serve come base per determinare le tolleranze standard.
L'unità di tolleranza, µm, è calcolata dalle formule:
per misure fino a 500 mm
per misure da 500 a 10000 mm
dove è il diametro medio dell'albero in mm.
Nelle formule di cui sopra, il primo termine tiene conto dell'influenza degli errori di elaborazione e il secondo - l'influenza degli errori di misurazione e degli errori di temperatura.
Le dimensioni, anche aventi lo stesso valore, possono avere requisiti di precisione differenti. Dipende dal design, dallo scopo e dalle condizioni operative della parte. Pertanto, il concetto è introdotto qualità .
qualità- una caratteristica della precisione di fabbricazione di un pezzo, determinata da un insieme di tolleranze corrispondenti allo stesso grado di precisione per tutte le dimensioni nominali.
La tolleranza (T) per le qualifiche, con alcune eccezioni, è fissata dalla formula
dove a è il numero di unità di tolleranza;
i(I) - unità di tolleranza.
Secondo il sistema ISO per dimensioni da 1 a 500 mm, 19 qualifiche. Ciascuno di essi è inteso come un insieme di tolleranze che garantiscono una precisione relativa costante per un determinato intervallo di dimensioni nominali.
Le tolleranze di 19 qualifiche in ordine decrescente di accuratezza sono classificate: 01, 0, 1, 2, 3,..17 e denotano condizionatamente IT01, IT0, IT1 ... IT17. qui sono le tolleranze del foro e dell'albero, che significa "tolleranza ISO".
All'interno di una qualità "a" è costante, quindi tutte le dimensioni nominali in ciascuna qualità hanno lo stesso grado di precisione. Tuttavia, le tolleranze nella stessa qualificazione per misure differenti tuttavia cambia, poiché all'aumentare delle dimensioni aumenta l'unità di tolleranza, che deriva dalle formule di cui sopra. Quando si passa da qualifiche ad alta precisione a qualifiche a precisione grossolana, le tolleranze aumentano a causa dell'aumento del numero di unità di tolleranza, pertanto, in diverse qualifiche, l'accuratezza delle stesse dimensioni nominali cambia.
Da tutto quanto sopra, ne consegue che:
L'unità di tolleranza dipende dalle dimensioni e non dipende dallo scopo, dalle condizioni di lavoro e dai metodi di lavorazione delle parti, ovvero l'unità di tolleranza consente di valutare la precisione di varie dimensioni ed è una misura generale di precisione o scala di tolleranza di diversa titoli di studio;
Le tolleranze delle stesse dimensioni in diverse qualifiche sono diverse, poiché dipendono dal numero di unità di tolleranza “a”, ovvero le qualifiche determinano la precisione delle stesse dimensioni nominali;
Diversi modi di lavorare i pezzi hanno una certa precisione economicamente ottenibile: la tornitura "sgrossata" consente di lavorare pezzi con tolleranze approssimative; per la lavorazione con tolleranze molto piccole, viene utilizzata la rettifica fine, ecc., Pertanto, le qualifiche determinano effettivamente la tecnologia per la lavorazione delle parti.
Ambito delle qualifiche:
Le qualità da 01 a 4 sono utilizzate nella produzione di blocchetti di riscontro, calibri e contatori, parti di strumenti di misura e altri prodotti di alta precisione;
Le qualità dalla 5a alla 12a sono utilizzate nella fabbricazione di parti che si accoppiano principalmente con altre parti di vario tipo;
Le qualità dal 13 al 18 vengono utilizzate per i parametri delle parti che non formano accoppiamenti e non hanno un effetto decisivo sulle prestazioni dei prodotti.Le deviazioni limite sono determinate da GOST 25346-89.
Designazione convenzionale dei campi di tolleranza per GOST 25347-82.
Simbolo per deviazioni limite e atterraggi
Le deviazioni limite delle dimensioni lineari sono indicate sui disegni da designazioni condizionali (lettera) di campi di tolleranza o valori numerici di deviazioni limite, nonché designazioni di lettere di campi di tolleranza con indicazione simultanea di valori numerici di deviazioni limite tra parentesi su a destra (Fig. 5.6, corrente alternata). Gli atterraggi e le deviazioni massime nelle dimensioni delle parti mostrate nel disegno assemblato sono indicati da una frazione: al numeratore - designazione della lettera o il valore numerico della deviazione massima del foro o una designazione di una lettera che ne indica il valore numerico tra parentesi a destra, al denominatore - una designazione simile del campo di tolleranza dell'albero (Fig. 5.6, d, e). A volte, per indicare l'atterraggio, vengono indicate le deviazioni massime di una sola delle parti di accoppiamento (Fig. 5.6, e).

Riso. 5.6. Esempi di designazione di campi di tolleranza e atterraggi nei disegni
Nella legenda dei campi di tolleranza è obbligatorio indicare i valori numerici degli scostamenti limite nei seguenti casi: per dimensioni non comprese nella serie delle quote lineari normali, ad esempio 41,5 H7 (+0,025) ; quando si assegnano gli scostamenti limite, convegni che non sono previsti da GOST 25347-82, ad esempio per una parte in plastica (Fig. 5.6, g).
Le deviazioni limite devono essere assegnate a tutte le dimensioni indicate sui disegni esecutivi, comprese le dimensioni non corrispondenti e irresponsabili. Se non vengono assegnate deviazioni limite per la dimensione, potrebbero esserci costi aggiuntivi (quando si cerca di ottenere questa dimensione più accurata del necessario) o un aumento della massa della parte e un consumo eccessivo di metallo.
Per una superficie costituita da sezioni aventi la stessa dimensione nominale, ma differenti deviazioni massime, il confine tra queste sezioni è tracciato con una sottile linea continua e la dimensione nominale con le corrispondenti deviazioni massime è indicata separatamente per ciascuna sezione.
La precisione degli elementi lisci delle parti metalliche, se le deviazioni per loro non sono indicate direttamente dopo le dimensioni nominali, ma sono stabilite da un record generale, sono normalizzate o dalle qualifiche (da 12 a 17 per dimensioni da 1 a 1000 mm), indicato da IT o da classi di accuratezza (accurate, medie, approssimative e molto approssimative) stabilite da GOST 25670-83. Le tolleranze per le classi di precisione denotano t1, t2, t3 e t4 - rispettivamente per le classi di precisione - fine, media, grezza e molto ruvida.
È possibile assegnare deviazioni limite non specificate per le dimensioni di alberi e fori sia unilaterali che simmetriche; per le dimensioni di elementi che non sono correlati a fori e alberi, vengono assegnate solo deviazioni simmetriche. Le deviazioni limite unilaterali possono essere assegnate sia dalle qualifiche (+ IT o -IT) che dalle classi di precisione (± t / 2), ma è consentito anche dalle qualifiche (± T / 2). La qualità 12 corrisponde alla classe di precisione "accurata", la qualità 14 - "media", la qualità 16 - "grossolana", la qualità 17 - "molto grossolana". I valori numerici delle deviazioni limite non specificate sono forniti in GOST 25670-83. Per le dimensioni delle parti metalliche lavorate a taglio, è preferibile assegnare deviazioni limite non specificate secondo la qualità 14 o la classe di precisione “media”. Le deviazioni massime non specificate di nodi, raggi di curvatura e smussi sono assegnate secondo GOST 25670-83, a seconda della classe di qualità o precisione delle deviazioni massime non specificate delle dimensioni lineari.
Il collegamento delle parti (unità di assemblaggio) deve garantire l'accuratezza della loro posizione o movimento, l'affidabilità del funzionamento e la facilità di riparazione. A questo proposito, diversi requisiti possono essere imposti alla progettazione delle connessioni. In alcuni casi, è necessario ottenere una connessione mobile con uno spazio vuoto, in altri una connessione fissa con interferenza.
spacco S chiamano la differenza nelle dimensioni del foro e dell'albero, se la dimensione del foro è maggiore della dimensione dell'albero, ad es. S= D- D.
interferenza n detta differenza nella dimensione del foro e dell'albero, se la dimensione dell'albero è maggiore della dimensione del foro. Con un rapporto simile di diametri D e D il precarico può essere considerato un gioco negativo, cioè
n= - S= - (D- D) = D- D , (12)
Lacune e tensioni sono fornite non solo dall'accuratezza delle dimensioni delle singole parti, ma, principalmente, dal rapporto tra le dimensioni delle superfici di accoppiamento e l'adattamento.
approdo chiamare la natura della connessione delle parti, determinata dall'entità delle lacune o delle interferenze che ne derivano.
A seconda della posizione dei campi di tolleranza, i fori e l'albero di atterraggio sono divisi in tre gruppi:
Atterraggio con uno spazio vuoto (fornire uno spazio vuoto nella connessione);
Atterraggi di interferenza (forniscono interferenza nella connessione);
Atterraggi di transizione (consentono di ottenere sia lacune che tensioni nelle articolazioni).
Gli sbarchi con una lacuna sono caratterizzati da lacune marginali, le più grandi e le più piccole. più grande sdoganamento Smaxè uguale alla differenza tra il limite della dimensione del foro più grande e il limite della dimensione dell'albero più piccolo. Minimo sdoganamento Sminè uguale alla differenza tra la dimensione limite più piccola del foro e la dimensione limite più grande dell'albero. Gli atterraggi con spazio libero comprendono anche gli atterraggi in cui il limite inferiore del campo di tolleranza del foro coincide con il limite superiore del campo di tolleranza dell'albero.
Per formare un accoppiamento ad interferenza, il diametro dell'albero prima del montaggio deve essere necessariamente maggiore del diametro del foro. Nello stato assemblato, i diametri di entrambe le parti nella zona di interfaccia sono equalizzati. La massima tenuta Nmax uguale alla differenza tra la dimensione limite maggiore dell'albero e la dimensione limite minima del foro. Precarico minimo Nminè uguale alla differenza tra la dimensione limite più piccola dell'albero e la dimensione limite più grande del foro.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Le interferenze limite, così come le distanze limite, sono convenientemente calcolate tramite deviazioni limite:
![]()
![]() , (13)
, (13)
Atterraggi di transizione. La caratteristica principale degli atterraggi di transizione è che nelle giunzioni di parti appartenenti agli stessi lotti si possono ottenere spazi vuoti o interferenze. Gli atterraggi di transizione sono caratterizzati dai divari più grandi e dalla più grande interferenza.
Sulla base dei calcoli, traiamo le seguenti conclusioni:
Poiché i giochi negativi sono uguali alle interferenze positive e viceversa, per determinare i valori nell'adattamento di transizione Smax e Nmaxè sufficiente calcolare entrambi i gap limite o entrambi i limiti di interferenza;
Con il calcolo corretto Smin o Nmin risulterà necessariamente negativo e in valori assoluti sarà uguale, rispettivamente, Nmax o Smax.
tolleranza adatta TPè uguale alla somma delle tolleranze del foro e dell'albero. Per gli atterraggi con altezza libera, la tolleranza di atterraggio è uguale alla tolleranza di sicurezza o alla differenza tra le distanze limite:
TP =TS= Smax- Smin , (14)
Allo stesso modo, si può dimostrare che per gli accoppiamenti di interferenza, la tolleranza di adattamento è uguale alla tolleranza di interferenza o alla differenza di interferenza:
TP =TN= Nmax- Nmin , (15)
3.1 Si inserisce nel sistema di fori e nel sistema di alberi
Una parte in cui la posizione del campo di tolleranza non dipende dal tipo di adattamento è chiamata parte principale del sistema. La parte principale è una parte il cui campo di tolleranza è la base per la formazione degli accoppiamenti stabiliti in questo sistema di tolleranze e accoppiamenti.
Principale buco- foro il cui scostamento inferiore è uguale a zero EI = 0. Per il foro principale lo scostamento superiore è sempre positivo e pari alla tolleranza ES = 0 = T; il campo di tolleranza si trova al di sopra della linea dello zero ed è orientato all'aumento della dimensione nominale.
Di base lancia- albero, la cui deviazione superiore è uguale a zero es = 0. All'albero principale, Td = 0(ei) = il campo di tolleranza si trova al di sotto della linea zero ed è orientato alla diminuzione della dimensione nominale.
A seconda di quale delle due parti di accoppiamento è quella principale, i sistemi di tolleranza e adattamento comprendono due file di accoppiamenti: accoppiamenti nel sistema di fori - si ottengono vari giochi e interferenze collegando diversi alberi al foro principale; atterraggi nel sistema dell'albero - vari spazi vuoti e interferenze si ottengono collegando vari fori all'albero principale.
Nel sistema ad albero, i limiti delle dimensioni del foro per ciascun accoppiamento sono diversi e per la lavorazione saranno necessari tre set di strumenti speciali. Gli atterraggi del sistema di alberi vengono utilizzati quando si collegano più parti con un albero liscio (perno) per diversi atterraggi. Ad esempio, nella strumentazione, gli assi precisi di piccolo diametro (meno di 3 mm) sono spesso realizzati da barre lisce calibrate.
Per ottenere una varietà di accoppiamenti nel sistema di fori, sono necessari un numero notevolmente inferiore di utensili speciali per la foratura. Per questo motivo, questo sistema ha un'applicazione predominante nell'ingegneria meccanica.
Inoltre
Calibri per parti cilindriche lisce. Gli indicatori sono il mezzo principale per controllare le parti. Sono utilizzati per il controllo manuale e sono ampiamente utilizzati nel controllo automatico delle parti. Gli indicatori forniscono un'elevata affidabilità di controllo.
In base al loro scopo, i calibri si dividono in due gruppi principali: calibri di lavoro - passanti R-PR e impraticabili - R-NOT; indicatori di controllo - K-RP, K-NE e K-I.
Gli indicatori di lavoro PR e NOT sono progettati per controllare i prodotti nel processo di fabbricazione. Questi calibri sono utilizzati da lavoratori e ispettori del dipartimento di controllo qualità del produttore.
I calibri di lavoro sono detti limitanti, poiché le loro dimensioni corrispondono alle dimensioni limite delle parti controllate. Gli indicatori di limite consentono di determinare se le dimensioni effettive delle parti rientrano nella tolleranza. Una parte è considerata valida se passa attraverso una scanalatura passante e non passa in una passata non passante.
Le dimensioni nominali dei calibri sono le dimensioni che i calibri dovrebbero avere se fossero realizzati in modo perfettamente accurato. In questa condizione, la dimensione nominale della staffa passante sarà uguale alla dimensione limite più grande dell'albero e la dimensione nominale della staffa non passante sarà uguale alla dimensione limite più piccola dell'albero. La dimensione nominale del tappo passante sarà uguale alla dimensione limite più piccola del foro e la dimensione nominale del tappo non passante sarà uguale alla dimensione limite più grande del foro.
I requisiti per il controllo sono: essere altamente produttivo; tempo necessario per il controllo dovrebbe essere il più breve possibile il tempo necessario per fabbricare la parte; il controllo deve essere affidabile ed economicamente sostenibile.
La fattibilità economica del controllo è determinata dal costo degli strumenti di controllo, dalla resistenza all'usura delle superfici di misura e dalla dimensione del restringimento del campo di tolleranza tabulare della parte.

Ad esempio, il massimo restringimento del campo di tolleranza si ottiene quando le dimensioni effettive dei calibri coincidono con le loro dimensioni massime situate all'interno del campo di tolleranza del pezzo.
La tolleranza tabulare ridotta dai calibri è chiamata tolleranza di produzione. La tolleranza estesa a causa dei calibri si chiama garantita. Più piccola è quella di produzione, più costoso è produrre parti, specialmente con qualità più accurate.
Gli indicatori di limite controllano l'idoneità delle parti con una tolleranza di IT6 prima ESSO 17, soprattutto nella produzione di massa e su larga scala.
Secondo il principio di Taylor, spine e anelli hanno forme complete e lunghezze uguali alle lunghezze di accoppiamento e i calibri fissi hanno spesso una forma incompleta: ad esempio, vengono utilizzate graffette al posto degli anelli, così come tappi di forma incompleta sezione trasversale e accorciato in direzione assiale. La stretta aderenza al principio di Taylor è associata ad alcuni inconvenienti pratici.
Indicatori di controllo A-E utilizzati per l'installazione di staffe di misura regolabili e staffe di controllo di misura non regolabili, che sono impraticabili e vengono utilizzate per il ritiro dal funzionamento per usura delle staffe di lavoro a foro passante. Nonostante la piccola tolleranza degli indicatori di controllo, distorcono ancora i campi di tolleranza stabiliti per la produzione e l'usura degli indicatori di lavoro, pertanto, se possibile, non dovrebbero essere utilizzati gli indicatori di controllo. È opportuno, soprattutto nella piccola produzione, sostituire i calibri di controllo con i calibri o utilizzare strumenti di misura universali.
GOST 24853-81 per calibri lisci stabilisce le seguenti tolleranze di fabbricazione: h- calibri di lavoro (tappi) per fori (Fig. 5.9, a) (Hs- gli stessi calibri, ma con superfici di misura sferiche); H\ - calibri (staffe) per alberi (Fig. 5.9, B); HP- indicatori di controllo per graffette.
Per i calibri passanti che si usurano durante il processo di controllo, oltre alla tolleranza di fabbricazione, è prevista una tolleranza di usura. Per misure fino a 500 mm misuratori di usura PR con una tolleranza fino a ESSO 8, compreso, può andare oltre il campo di tolleranza delle parti di un importo a per ingorghi e y1 per graffette; per calibri PR con tolleranze da ESSO 9 a IT17 l'usura è limitata dal limite di passaggio, cioè y = 0 e y1=0. Va notato che il campo di tolleranza all'usura riflette l'usura media possibile del calibro.
Per tutti i campi di tolleranza degli indicatori di passaggio h (h sabbia H1 spostato all'interno del campo di tolleranza del prodotto del valore z per tamponi e z1 per calibri a clip.
Con dimensioni nominali superiori a 180 mm, il campo di tolleranza del calibro fisso si sposta anche all'interno del campo di tolleranza del pezzo del valore a per i tasselli e a] per le staffe, creando una cosiddetta zona di sicurezza introdotta per compensare l'errore nel controllo dei calibri, rispettivamente, dei fori e degli alberi. Campo di tolleranza dei calibri NON per misure fino a 180 mm simmetricamente e rispettivamente = 0 e l = 0.
Lo spostamento dei campi di tolleranza dei calibri e dei limiti di usura dei loro lati passanti all'interno del campo di tolleranza del pezzo permette di eliminare la possibilità di distorcere la natura degli atterraggi e di garantire che le dimensioni dei pezzi idonei siano ottenute entro il campi di tolleranza stabiliti.
Secondo le formule di GOST 24853-81, vengono determinate le dimensioni esecutive dei calibri. Esecutivo chiama le dimensioni limitanti del calibro, secondo il quale viene realizzato un nuovo calibro. Per determinare queste dimensioni sul disegno, le parentesi riportano la dimensione limite più piccola con uno scostamento positivo; per sughero e calibro di controllo - il loro limite di dimensione più grande con una deviazione negativa.
Quando si contrassegna il calibro, la dimensione nominale della parte a cui è destinato il calibro, la designazione della lettera del campo di tolleranza del prodotto, i valori numerici delle deviazioni massime del prodotto in millimetri (su calibri di lavoro), il tipo di calibro (ad esempio PR, NON, K-E) e marchio produttore.
Conclusione
Nella sessione odierna abbiamo trattato i seguenti argomenti:
Informazioni generali sull'intercambiabilità.
Tolleranze e atterraggi. Il concetto di qualità.
La scelta di un sistema di atterraggi, tolleranze e qualifiche.
Compito di autoapprendimento
(1 ora di autoapprendimento)
Appunti di lezione completi.
Ottieni letteratura:
Principale
Aggiuntivo
1. Sergeev AG, Latyshev M.V., Teregerya V.V. Standardizzazione, metrologia, certificazione. Esercitazione. - M.: Logos, 2005. 560 pagine (pag. 355-383)
2. Lifits I.M. Standardizzazione, metrologia e certificazione. Manuale. 4a ed. –M.: Yurayt. 2004. 335 pag.
3. Operazione di armi di truppe chimiche e mezzi di protezione. Esercitazione. VAHZ, truciolare. 1990. (Inv. 2095).
4. Controllo della qualità dello sviluppo e della produzione di armi e attrezzature militari. A cura di A.M. Smirnova. truciolare 2003. 274 pag. (Inv. 3447).
Durante il corso prepararsi a:
1. Rispondi alle domande dell'insegnante.
Invia cartelle di lavoro con domande elaborate in base all'attività.
Letteratura
lavorazione di parti di intercambiabilità
1. Standardizzazione, metrologia, certificazione. ed. Smirnova AM VU RHBZ, DSP, 2001. 322 pag. (Inv. 3460).
2. Sergeev A.G., Latyshev M.V., Teregerya V.V. Standardizzazione, metrologia, certificazione. Esercitazione. – M.: Logos, 2005. 560 pag.
3. Tecnologia dei metalli. Manuale. ed. VA Bobrovskij. -M. Casa editrice militare. 1979, 300 pagg.
Al principale
sezione quattro
Tolleranze e atterraggi.
Strumento di misurazione
Capitolo IX
Tolleranze e atterraggi
1. Il concetto di intercambiabilità delle parti
Nelle fabbriche moderne, macchine utensili, automobili, trattori e altre macchine vengono prodotte non in unità, e nemmeno in decine e centinaia, ma in migliaia. Con una tale scala di produzione, è molto importante che ogni parte della macchina, una volta assemblata, si adatti esattamente al suo posto senza alcun adattamento aggiuntivo del fabbro. Altrettanto importante è che qualsiasi parte che entra nell'assieme ne consenta la sostituzione con un'altra avente lo stesso scopo senza alcun danno al funzionamento dell'intera macchina finita. Le parti che soddisfano queste condizioni vengono chiamate intercambiabile.
Intercambiabilità delle parti- questa è proprietà delle parti di prendere posto negli assiemi e prodotti senza alcuna selezione o regolazione preliminare in atto e svolgere le loro funzioni secondo le condizioni tecniche prescritte.
2. Parti di abbinamento
Si chiamano due parti, tra loro connesse in modo mobile o fisso coniugato. Viene chiamata la dimensione con cui queste parti sono collegate taglia abbinata. Vengono chiamate le dimensioni per le quali non esiste una connessione di parti libero taglie. Un esempio di dimensioni di accoppiamento sarebbe il diametro dell'albero e il corrispondente diametro del foro nella puleggia; un esempio di dimensioni libere è il diametro esterno della puleggia.
Per ottenere l'intercambiabilità, le dimensioni di accoppiamento delle parti devono essere eseguite con precisione. Tuttavia, tale elaborazione è complicata e non sempre opportuna. Pertanto, la tecnologia ha trovato un modo per ottenere parti intercambiabili lavorando con una precisione approssimativa. Questo metodo è per varie condizioni Il lavoro della parte stabilisce le deviazioni consentite delle sue dimensioni, in base alle quali è ancora possibile il funzionamento impeccabile della parte nella macchina. Queste deviazioni, calcolate per le varie condizioni operative del pezzo, sono costruite in un sistema specifico, che viene chiamato sistema dei permessi.
3. Il concetto di tolleranze
Specifica dimensionale. Viene chiamata la dimensione stimata della parte, apposta sul disegno, da cui vengono misurate le deviazioni taglia nominale. Tipicamente, le dimensioni nominali sono espresse in millimetri interi.
Viene chiamata la dimensione del pezzo effettivamente ottenuto durante la lavorazione dimensione reale.
Vengono chiamate le dimensioni tra le quali può oscillare la dimensione effettiva della parte marginale. Di questi, viene chiamata la dimensione più grande limite di dimensione massima, e il più piccolo limite di dimensione più piccola.
deviazione detta differenza tra le dimensioni massime e nominali della parte. Nel disegno, le deviazioni sono solitamente indicate da valori numerici a una dimensione nominale, con la deviazione superiore indicata sopra e la deviazione inferiore sotto.
Ad esempio, in termini di dimensioni, la dimensione nominale è 30 e le deviazioni sono +0,15 e -0,1.
Viene chiamata la differenza tra il limite massimo e le dimensioni nominali deviazione superiore, e la differenza tra il limite minimo e le dimensioni nominali - deviazione inferiore. Ad esempio, la dimensione dell'albero è . In questo caso, il limite di dimensione massima sarà:
30 +0,15 = 30,15 mm;
la deviazione superiore sarà
30,15 - 30,0 = 0,15 mm;
il limite di dimensione più piccolo sarebbe:
30+0,1 = 30,1 mm;
sarà la deviazione inferiore
30,1 - 30,0 = 0,1 mm.
Permesso di fabbricazione. Viene chiamata la differenza tra il limite più grande e quello più piccolo ammissione. Ad esempio, per una dimensione dell'albero, la tolleranza sarà uguale alla differenza delle dimensioni limite, ad es.
30,15 - 29,9 = 0,25 mm.
4. Distanze e tenuta
Se una parte con un foro viene inserita su un albero di diametro, cioè con un diametro in tutte le condizioni inferiore al diametro del foro, allora si otterrà necessariamente uno spazio nel collegamento dell'albero con il foro, come mostrato in Fico. 70. In questo caso viene chiamato l'atterraggio mobile, poiché l'albero potrà ruotare liberamente nel foro. Se la dimensione dell'albero è, cioè sempre maggiore della dimensione del foro (Fig. 71), durante il collegamento, l'albero dovrà essere premuto nel foro e quindi la connessione risulterà tenuta


Sulla base di quanto sopra si può trarre la seguente conclusione:
lo spazio è la differenza tra le dimensioni effettive del foro e dell'albero quando il foro è più grande dell'albero;
l'interferenza è la differenza tra le dimensioni effettive dell'albero e del foro quando l'albero è più grande del foro.
5. Adattamenti e classi di precisione
Atterraggi. Gli atterraggi si dividono in mobili e fissi. Di seguito diamo gli atterraggi più utilizzati e le loro abbreviazioni sono riportate tra parentesi.

Classi di precisione. È noto dalla pratica che, ad esempio, parti di macchine agricole e stradali possono essere prodotte in modo meno accurato senza danneggiare il loro lavoro rispetto a parti di torni, automobili, strumenti di misura. A questo proposito, nell'ingegneria meccanica, le parti di macchine diverse vengono prodotte in dieci classi diverse precisione. Cinque di loro sono più precisi: 1°, 2°, 2a, 3°, Za; due meno precisi: 4° e 5°; gli altri tre sono approssimativi: 7°, 8° e 9°.
Per sapere in quale classe di precisione deve essere prodotta una parte, sui disegni, accanto alla lettera che indica l'accoppiamento, viene inserito un numero che indica la classe di precisione. Ad esempio, C 4 significa: accoppiamento scorrevole della 4a classe di precisione; X 3 - atterraggio in corsa della 3a classe di precisione; P - adattamento aderente della 2a classe di precisione. Per tutti gli atterraggi della 2a classe, il numero 2 non è impostato, poiché questa classe di precisione è ampiamente utilizzata.
6. Sistema di fori e sistema di alberi
Esistono due sistemi per la posizione delle tolleranze: il sistema di fori e il sistema di alberi.
Il sistema di fori (Fig. 72) è caratterizzato dal fatto che in esso per tutti i pianerottoli dello stesso grado di precisione (della stessa classe), riferiti allo stesso diametro nominale, il foro presenta deviazioni limite costanti, mentre la varietà di gli atterraggi si ottengono modificando la deflessione limite dell'albero.

Il sistema di alberi (Fig. 73) è caratterizzato dal fatto che in esso per tutti gli atterraggi dello stesso grado di precisione (della stessa classe), riferiti allo stesso diametro nominale, l'albero ha deviazioni limite costanti, mentre la varietà di gli atterraggi in questo sistema si effettuano modificando le deviazioni limite del foro.
Nei disegni, il sistema di fori è indicato con la lettera A e il sistema di alberi con la lettera B. Se il foro è realizzato secondo il sistema di fori, la dimensione nominale è contrassegnata con la lettera A con un numero corrispondente al classe di precisione. Ad esempio, 30A 3 significa che il foro deve essere lavorato secondo il sistema di fori della 3a classe di precisione e 30A - secondo il sistema di fori della 2a classe di precisione. Se il foro viene lavorato secondo il sistema di alberi, la designazione dell'accoppiamento e la classe di precisione corrispondente vengono posizionati sulla dimensione nominale. Ad esempio, un foro 30C 4 significa che il foro deve essere lavorato con le massime deviazioni in base al sistema di alberi, secondo un accoppiamento scorrevole della 4a classe di precisione. Nel caso in cui l'albero sia prodotto secondo il sistema dell'albero, mettono la lettera B e la classe di precisione corrispondente. Ad esempio, 30V 3 significherà lavorazione dell'albero secondo il sistema dell'albero della 3a classe di precisione e 30V - secondo il sistema dell'albero della 2a classe di precisione.
Nell'ingegneria meccanica, il sistema di fori viene utilizzato più spesso del sistema ad albero, poiché ciò è associato a costi inferiori per strumenti e attrezzature. Ad esempio, per lavorare un foro di un dato diametro nominale con un sistema di fori per tutti i pianerottoli di una classe, è necessario un solo alesatore e per la misurazione del foro - un tappo/limitatore e con un sistema di alberi per ogni pianerottolo all'interno di una classe, sono necessari un alesatore separato e un tappo di fine corsa separato.
7. Tabelle di deviazione
Per determinare e assegnare classi di precisione, atterraggi e tolleranze vengono utilizzate speciali tabelle di riferimento. Poiché le tolleranze sono solitamente valori molto piccoli, per non scrivere zeri extra, vengono indicate nelle tabelle delle tolleranze in millesimi di millimetro, dette micron; un micron è pari a 0,001 mm.
A titolo di esempio viene fornita una tabella della 2a classe di precisione per il sistema di fori (Tabella 7).
La prima colonna della tabella fornisce i diametri nominali, la seconda colonna mostra le deviazioni del foro in micron. Le restanti colonne mostrano vari atterraggi con le relative deviazioni. Il segno più indica che la deviazione viene aggiunta alla dimensione nominale e il segno meno indica che la deviazione viene sottratta dalla dimensione nominale.
A titolo di esempio, determineremo l'adattamento del movimento nel sistema di fori della 2a classe di precisione per il collegamento di un albero con un foro con un diametro nominale di 70 mm.
Il diametro nominale 70 è compreso tra le taglie 50-80, poste nella prima colonna della tabella. 7. Nella seconda colonna troviamo le corrispondenti deviazioni del foro. Pertanto, il limite della dimensione del foro più grande sarà 70,030 mm e il più piccolo 70 mm, poiché la deviazione inferiore è zero.
Nella colonna "Movimento di atterraggio" rispetto alla dimensione da 50 a 80, è indicata la deviazione per l'albero. Pertanto, la dimensione limite più grande dell'albero è 70-0,012 \u003d 69,988 mm e la dimensione limite più piccola è 70-0,032 \u003d 69,968 mm.
Tabella 7
Limitare le deviazioni del foro e dell'albero per il sistema di fori secondo la 2a classe di precisione
(secondo OST 1012). Dimensioni in micron (1 micron = 0,001 mm)


domande di prova 1. Come si chiama intercambiabilità delle parti nell'ingegneria meccanica?
2. Perché vengono assegnate le deviazioni ammissibili nelle dimensioni delle parti?
3. Quali sono le dimensioni nominali, massime ed effettive?
4. La dimensione limite può essere uguale alla dimensione nominale?
5. Cosa si chiama tolleranza e come si determina la tolleranza?
6. Quali sono le deviazioni superiori e inferiori?
7. Cosa si chiama autorizzazione e interferenza? Perché sono previsti giochi e precarico nel collegamento di due parti?
8. Quali sono gli sbarchi e come sono indicati nei disegni?
9. Elenca le classi di precisione.
10. Quanti atterraggi ha la 2a classe di precisione?
11. Qual è la differenza tra il sistema di fori e il sistema di alberi?
12. Le tolleranze dei fori cambieranno per accoppiamenti diversi nel sistema di fori?
13. Le deviazioni limite dell'albero cambieranno per accoppiamenti diversi nel sistema di fori?
14. Perché il sistema di fori viene utilizzato più spesso nell'ingegneria meccanica rispetto al sistema ad albero?
15. Come vengono inseriti i simboli per le deviazioni nelle dimensioni dei fori sui disegni se le parti sono realizzate nel sistema di fori?
16. In quali unità sono indicate le deviazioni nelle tabelle?
17. Determina usando la tabella. 7, deviazioni e tolleranze per la fabbricazione di un albero con un diametro nominale di 50 mm; 75 mm; 90 mm.
Capitolo X
Strumento di misurazione
Per misurare e controllare le dimensioni dei pezzi, il tornitore deve utilizzare vari strumenti di misurazione. Per misurazioni non molto accurate, utilizzano righelli di misurazione, calibri e calibri interni, e per misurazioni più accurate, calibri, micrometri, calibri, ecc.
1. Righello di misurazione. Calibri. Nutrometro
metro(Fig. 74) viene utilizzato per misurare la lunghezza delle parti e delle sporgenze su di esse. I righelli in acciaio più comuni sono lunghi da 150 a 300 mm con divisioni millimetriche.

La lunghezza viene misurata applicando direttamente il righello sul pezzo. L'inizio delle divisioni o la corsa zero viene combinata con una delle estremità della parte misurata e quindi viene conteggiata la corsa, che rappresenta la seconda estremità della parte.
La possibile precisione di misurazione con un righello è di 0,25-0,5 mm.

Il calibro (Fig. 75, a) è lo strumento più semplice per misurazioni approssimative delle dimensioni esterne dei pezzi. Il calibro è costituito da due gambe curve che si trovano sullo stesso asse e possono ruotare attorno ad esso. Dopo aver allargato le gambe del calibro un po' più della misura misurata, picchiettando leggermente sulla parte misurata o su qualche oggetto solido, le sposta in modo che tocchino da vicino le superfici esterne della parte misurata. Il metodo per trasferire la dimensione dalla parte misurata al righello di misurazione è mostrato in fig. 76.

Sulla fig. 75, 6 mostra una pinza a molla. È regolato a misura con una vite e un dado finemente filettato.
Una pinza a molla è in qualche modo più conveniente di una semplice, poiché mantiene le dimensioni impostate.
Nutromero. Per misurazioni approssimative delle dimensioni interne, viene utilizzato un calibro interno, mostrato in fig. 77, a, nonché un calibro interno della molla (Fig. 77, b). Il dispositivo calibro è simile al dispositivo calibro; simile è la misura con questi strumenti. Invece di una pinza, puoi usare una pinza, avvolgendo le gambe una dopo l'altra, come mostrato in fig. 77, c.

La precisione di misura con calibri e calibri interni può essere aumentata a 0,25 mm.
2. Calibro a corsoio con una precisione di lettura di 0,1 mm
La precisione della misurazione con righello di misurazione, calibri, calibro interno, come già accennato, non supera 0,25 mm. Uno strumento più accurato è un calibro (Fig. 78), che può misurare sia le dimensioni esterne che interne dei pezzi. Quando si lavora su un tornio, viene utilizzato anche un calibro per misurare la profondità di una rientranza o di una spalla.

Il calibro è costituito da un'asta in acciaio (righello) 5 con divisioni e spugne 1, 2, 3 e 8. Le spugne 1 e 2 sono solidali con il righello e le spugne 8 e 3 sono solidali con il telaio 7 che scorre lungo il righello. Usando la vite 4, puoi fissare il telaio sul righello in qualsiasi posizione.

Le spugne 1 e 8 vengono utilizzate per misurare le superfici esterne, le spugne 2 e 3 vengono utilizzate per misurare le superfici interne e l'asta 6 collegata al telaio 7 viene utilizzata per misurare la profondità del sottosquadro.
Sul fotogramma 7 è presente una scala con tratti per il conteggio dei millimetri frazionari, denominata nonio. Nonius consente misurazioni con una precisione di 0,1 mm (nonio decimale) e in calibri più precisi, con una precisione di 0,05 e 0,02 mm.
Dispositivo Nonius. Consideriamo come viene contato il calibro a corsoio con una precisione di 0,1 mm. La scala del nonio (Fig. 79) è divisa in dieci parti uguali e occupa una lunghezza pari a nove divisioni di scala del righello, ovvero 9 mm. Pertanto, una divisione del nonio è 0,9 mm, cioè è più corta di ogni divisione del righello di 0,1 mm.
Se chiudi strettamente le labbra del calibro, la corsa zero del nonio coinciderà esattamente con la corsa zero del righello. I restanti colpi del nonio, ad eccezione dell'ultimo, non avranno tale coincidenza: il primo colpo del nonio non raggiungerà il primo colpo del righello di 0,1 mm; la seconda corsa del nonio non raggiungerà la seconda corsa del righello di 0,2 mm; il terzo colpo del nonio non raggiungerà il terzo colpo del righello di 0,3 mm, ecc. Il decimo colpo del nonio corrisponderà esattamente al nono colpo del righello.
Se si sposta il telaio in modo tale che la prima corsa del nonio (senza contare lo zero) coincida con la prima corsa del righello, si otterrà uno spazio di 0,1 mm tra le ganasce del calibro. Se la seconda corsa del nonio coincide con la seconda corsa del righello, la distanza tra le ganasce sarà già di 0,2 mm, se la terza corsa del nonio coincide con la terza corsa del righello, la distanza sarà di 0,3 mm, ecc. Pertanto, il tratto del nonio che coincide esattamente con il quale -o con un tratto del righello, indica il numero di decimi di millimetro.
Quando si misura con un calibro a corsoio, viene prima contato un numero intero di millimetri, che viene giudicato dalla posizione occupata dalla corsa zero del nonio, quindi osservano quale corsa del nonio coincide con la corsa del righello di misurazione e si determinano i decimi di millimetro.
Sulla fig. 79, b mostra la posizione del nonio quando si misura un pezzo con un diametro di 6,5 mm. Infatti la corsa zero del nonio è compresa tra la sesta e la settima corsa del righello di misura, quindi il diametro del pezzo è di 6 mm più la lettura del nonio. Inoltre, vediamo che il quinto colpo del nonio ha coinciso con uno dei colpi del righello, che corrisponde a 0,5 mm, quindi il diametro della parte sarà 6 + 0,5 = 6,5 mm.
3. Calibro di profondità
Per misurare la profondità di sottosquadri e scanalature, nonché per determinare la corretta posizione delle battute lungo la lunghezza del rullo, viene utilizzato un apposito strumento, chiamato calibro di profondità(Fig. 80). Il dispositivo del calibro è simile al dispositivo di un calibro. Il righello 1 si muove liberamente nel telaio 2 ed è fissato in esso posizione desiderata utilizzando la vite 4. Il righello 1 ha una scala millimetrica, sulla quale, con l'aiuto del nonio 3, che si trova sul telaio 2, viene determinata la profondità del sottosquadro o della scanalatura, come mostrato in fig. 80. La lettura del nonio viene eseguita allo stesso modo della misurazione con un calibro.

4. Calibro di precisione
Per lavori eseguiti con maggiore precisione rispetto a quanto precedentemente considerato, applicare precisione(cioè esatto) calibri.
Sulla fig. 81 mostra un calibro di precisione di fabbrica. Voskov, con un righello di misurazione lungo 300 mm e un nonio.

La lunghezza del nonio (Fig. 82, a) è pari a 49 divisioni del righello di misurazione, che è di 49 mm. Questi 49 mm sono divisi con precisione in 50 parti, ciascuna delle quali è pari a 0,98 mm. Poiché una divisione del righello di misurazione è 1 mm e una divisione del nonio è 0,98 mm, possiamo dire che ogni divisione del nonio è più corta di ogni divisione del righello di misurazione di 1,00-0,98 = = 0,02 mm. Questo valore di 0,02 mm significa questo precisione, che può essere fornito dal nonio del considerato calibro di precisione quando si misurano le parti.


Quando si misura con calibro di precisione, al numero di millimetri interi che sono stati superati dalla corsa zero del nonio, è necessario aggiungere tanti centesimi di millimetro quanti sono la corsa del nonio, che coincide con la corsa del nonio righello di misurazione, mostrerà. Ad esempio (vedi Fig. 82, b), la corsa zero del nonio è passata di 12 mm lungo il righello del calibro e la sua dodicesima corsa ha coinciso con uno dei colpi del righello di misurazione. Poiché la coincidenza del 12° colpo del nonio significa 0,02 x 12 = 0,24 mm, la dimensione misurata è 12,0 + 0,24 = 12,24 mm.
Sulla fig. 83 mostra un calibro di precisione della fabbrica Kalibr con una precisione di lettura di 0,05 mm.
La lunghezza del nonio di questo calibro, pari a 39 mm, è divisa in 20 parti uguali, ciascuna delle quali è considerata cinque. Pertanto, contro il quinto colpo del nonio c'è il numero 25, contro il decimo - 50, ecc. La lunghezza di ogni divisione del nonio è ![]()
Dalla fig. 83 si può vedere che con le ganasce del calibro chiuse strettamente, solo lo zero e l'ultimo colpo del nonio coincidono con i colpi del righello; i restanti colpi di nonio non avranno una tale coincidenza.
Se si sposta il fotogramma 3 fino a quando la prima corsa del nonio non coincide con la seconda corsa del righello, si otterrà uno spazio pari a 2-1,95 = 0,05 mm tra le superfici di misurazione delle ganasce del calibro. Se la seconda corsa del nonio coincide con la quarta corsa del righello, lo spazio tra le superfici di misurazione delle ganasce sarà 4-2 X 1,95 = 4 - 3,9 = 0,1 mm. Se la terza corsa del nonio coincide con la successiva corsa del righello, lo spazio sarà già di 0,15 mm.
La lettura su questo calibro viene eseguita in modo simile a quanto sopra.
Il calibro di precisione (Fig. 81 e 83) è costituito da un righello 1 con ganasce 6 e 7. Sul righello vengono applicate delle divisioni. Il telaio 3 con le ganasce 5 e 8 può spostarsi lungo il righello 1. Al telaio è avvitato Nonius 4. Per misurazioni approssimative, il telaio 3 viene spostato lungo il righello 1 e, dopo il fissaggio con la vite 9, viene eseguita una lettura. Per misurazioni accurate utilizzare l'avanzamento micrometrico del telaio 3, composto da una vite e un dado 2 e un morsetto 10. Bloccando la vite 10, ruotando il dado 2 si alimenta il telaio 3 con una vite micrometrica fino a ottenere la spugna 8 o 5 a stretto contatto con la parte misurata, dopo di che viene effettuata una lettura.
5. Micrometro
Il micrometro (Fig. 84) viene utilizzato per misurare con precisione il diametro, la lunghezza e lo spessore del pezzo e fornisce una precisione di lettura di 0,01 mm. La parte misurata si trova tra il tallone fisso 2 e la vite micrometrica (mandrino) 3. Ruotando il tamburo 6, il mandrino viene rimosso o si avvicina al tallone.

Per evitare che il mandrino prema troppo sulla parte misurata durante la rotazione del tamburo, è presente una testa di sicurezza 7 con cricchetto. Ruotando la testa 7, estenderemo il mandrino 3 e premeremo il pezzo fino al tallone 2. Quando questo precarico sarà sufficiente, con un'ulteriore rotazione della testa, il suo cricchetto scivolerà e si sentirà un rumore di cricchetto. Successivamente, la rotazione della testina viene interrotta, l'apertura risultante del micrometro viene fissata ruotando l'anello di bloccaggio (stopper) 4 e viene eseguita una lettura.
Per la produzione di letture sullo stelo 5, che è uno con staffa di 1 micrometro, viene applicata una scala a divisioni millimetriche divise a metà. Il tamburo 6 presenta uno smusso smussato, diviso lungo la circonferenza in 50 parti uguali. I tratti da 0 a 50 ogni cinque divisioni sono contrassegnati da numeri. Nella posizione zero, cioè quando il tallone viene a contatto con il mandrino, la corsa zero sullo smusso del tamburo 6 coincide con la corsa zero sullo stelo 5.
Il meccanismo del micrometro è progettato in modo tale che con un giro completo del tamburo, il mandrino 3 si muova di 0,5 mm. Pertanto, se si fa girare il tamburo non di un giro completo, cioè non di 50 divisioni, ma di una divisione, o parte di un giro, il mandrino si sposterà su ![]() Questa è la precisione della lettura micrometrica. Quando si contano, prima guardano quanti millimetri interi o millimetri interi e mezzo il tamburo ha aperto sullo stelo, quindi viene aggiunto il numero di centesimi di millimetro, che coincide con la linea sullo stelo.
Questa è la precisione della lettura micrometrica. Quando si contano, prima guardano quanti millimetri interi o millimetri interi e mezzo il tamburo ha aperto sullo stelo, quindi viene aggiunto il numero di centesimi di millimetro, che coincide con la linea sullo stelo.
Sulla fig. 84 a destra mostra la dimensione presa con un micrometro durante la misurazione di un pezzo; devi fare un conteggio. Il tamburo ha aperto 16 intere divisioni (metà non è aperta) sulla scala dello stelo. Il settimo tratto di smusso coincideva con la linea dello stelo; quindi avremo altri 0,07 mm. La lettura completa è 16 + 0,07 = 16,07 mm.
Sulla fig. 85 mostra diverse misurazioni con un micrometro.

Va ricordato che il micrometro è uno strumento preciso che richiede un'attenta manipolazione; pertanto, quando il mandrino tocca leggermente la superficie del pezzo da misurare, non ruotare più il tamburo, e per muovere ulteriormente il mandrino, ruotare la testa 7 (Fig. 84) fino a quando non segue il suono di un cricchetto.
6. Nuromeri
I calibri interni (shtikhmasy) vengono utilizzati per misurazioni accurate delle dimensioni interne delle parti. Sono presenti pinze costanti e scorrevoli.

Permanente o difficile, il calibro interno (Fig. 86) è un'asta metallica con estremità di misura aventi una superficie sferica. La distanza tra loro è uguale al diametro del foro misurato. Per escludere l'effetto del calore della mano che regge il calibro sulla sua dimensione reale, il calibro è dotato di un supporto (maniglia).
Per misurare le dimensioni interne con una precisione di 0,01 mm, vengono utilizzati calibri interni micrometrici. Il loro dispositivo è simile al dispositivo di un micrometro per misurazioni esterne.
La testa del calibro interno micrometrico (Fig. 87) è costituita da un manicotto 3 e da un tamburo 4 collegati ad una vite micrometrica; passo vite 0,5 mm, corsa 13 mm. Nella manica sono inseriti un fermo 2 e un tacco / con superficie di misurazione. Tenendo il manicotto e ruotando il tamburo, è possibile modificare la distanza tra le superfici di misurazione del calibro interno. Le letture sono fatte, come un micrometro.

I limiti di misurazione della testa di shtihmas vanno da 50 a 63 mm. Per misurare diametri grandi (fino a 1500 mm), le prolunghe 5 sono avvitate sulla testa.
7. Limitare gli strumenti di misura
Nella produzione in serie di pezzi secondo tolleranze, l'uso di strumenti di misura universali (calibro, micrometro, alesametro micrometrico) non è consigliabile, poiché la misurazione con questi strumenti è un'operazione relativamente complessa e dispendiosa in termini di tempo. La loro accuratezza è spesso insufficiente e, inoltre, il risultato della misurazione dipende dall'abilità del lavoratore.
Per verificare se le dimensioni delle parti rientrano nei limiti stabiliti con precisione, utilizzano uno strumento speciale - calibri limite. I calibri per il controllo degli alberi sono chiamati parentesi e per il controllo dei fori - ingorghi.
Misurazione con parentesi limite. Staffa a doppia estremità(Fig. 88) ha due paia di guance misuratrici. La distanza tra le guance di un lato è uguale alla dimensione limite più piccola e l'altra alla dimensione limite più grande della parte. Se l'albero da misurare va sul lato più grande della staffa, quindi, la sua dimensione non supera quella consentita e, in caso contrario, la sua dimensione è troppo grande. Se l'albero passa anche sul lato più piccolo della staffa, significa che il suo diametro è troppo piccolo, cioè inferiore a quello consentito. Un tale albero è un matrimonio.

Viene chiamato il lato più piccolo del tutore impraticabile(marcato "NOT"), il lato opposto con grande taglia - posto di blocco(contrassegnato "PR"). L'albero è considerato idoneo se la staffa, abbassata su di esso dal lato passante, scivola verso il basso sotto l'influenza del suo peso (Fig. 88) e il lato fermo non lo trova sull'albero.
Per misurare alberi di grande diametro, invece delle staffe a doppia faccia, vengono utilizzate quelle unilaterali (Fig. 89), in cui entrambe le coppie di superfici di misura giacciono una dopo l'altra. Le superfici di misurazione anteriori di tale staffa controllano il diametro massimo consentito della parte e la parte posteriore - il più piccolo. Queste staffe sono più leggere e velocizzano notevolmente il processo di ispezione, poiché è sufficiente applicare la staffa una volta per la misurazione.

Sulla fig. 90 mostrato staffa limite regolabile, in cui, una volta usurato, è possibile ripristinare le corrette dimensioni risistemando i perni di misurazione. Inoltre, tale staffa può essere regolata per determinate dimensioni e quindi, con un piccolo set di staffe, controllare un gran numero di taglie.

Per passare a una nuova misura, allentare le viti di bloccaggio 1 sulla gamba sinistra, spostare i perni di misurazione 2 e 3 di conseguenza e serrare nuovamente le viti 1.
Sono diffusi parentesi piatte(Fig. 91), in lamiera d'acciaio.

Limite di misura del tappo. Tappo limitatore cilindrico(Fig. 92) è costituito da un tappo 1, un tappo 3 e una maniglia 2. Il tappo ("PR") ha un diametro pari alla dimensione del foro più piccolo consentito e il tappo ("NOT") ha il diametro maggiore. Se il tappo “PR” passa, ma il tappo “NOT” non passa, il diametro del foro è maggiore del limite più piccolo e minore del più grande, cioè rientra nei limiti consentiti. Il tappo passante ha una lunghezza maggiore di quello invalicabile.

Sulla fig. 93 mostra la misura di un foro con tappo di fine corsa su un tornio. Il lato passante dovrebbe passare facilmente attraverso il foro. Se anche il lato impraticabile entra nel foro, la parte viene rifiutata.

I tamponi cilindrici per diametri maggiori sono scomodi a causa del loro peso elevato. In questi casi si utilizzano due tamponi piatti (Fig. 94), di cui uno ha una dimensione pari al più grande, e il secondo al più piccolo consentito. Il lato di passaggio ha una larghezza maggiore rispetto al lato di passaggio.

Sulla fig. 95 mostrato finecorsa regolabile. Può essere regolato per diverse dimensioni allo stesso modo di una staffa di limite regolabile o ripristinato alla dimensione corretta per superfici di misurazione usurate.

8. Spessimetri e indicatori
Reisma. Per controllare accuratamente la corretta installazione del pezzo in un mandrino a quattro griffe, su una squadra, ecc., utilizzare spessore.
Con l'aiuto di uno spessimetro è anche possibile segnare i fori centrali alle estremità del pezzo.
Lo spessimetro più semplice è mostrato in Fig. 96 a. È costituito da una massiccia piastrella con un piano inferiore lavorato con precisione e un'asta lungo la quale si muove un cursore con un ago scriber.

Il misuratore di altezza di un design più avanzato è mostrato in Fig. 96b. L'ago 3 dello spessimetro di superficie con l'ausilio della cerniera 1 e del morsetto 4 può essere portato con una punta sulla superficie da controllare. La regolazione precisa viene eseguita dalla vite 2.
Indicatore. Per controllare l'accuratezza della lavorazione su macchine per il taglio dei metalli, per controllare l'ovalità, la conicità della parte lavorata, per controllare l'accuratezza della macchina stessa, viene utilizzato un indicatore.
L'indicatore (Fig. 97) ha una cassa metallica 6 a forma di orologio, che contiene il meccanismo del dispositivo. L'asta 3 con punta sporgente passa attraverso il corpo indicatore, sempre sotto l'influenza di una molla. Se si preme l'asta dal basso verso l'alto, si sposterà in direzione assiale e contemporaneamente girerà la freccia 5, che si sposterà lungo il quadrante, che ha una scala di 100 divisioni, ognuna delle quali corrisponde al movimento di l'asta di 1/100 mm. Quando l'asta viene spostata di 1 mm, la freccia 5 farà un giro completo attorno al quadrante. La freccia 4 viene utilizzata per contare interi giri.

Durante le misurazioni, l'indicatore deve essere sempre fissato rigidamente rispetto alla superficie di misurazione originale. Sulla fig. 97, e mostra un supporto universale per il montaggio dell'indicatore. L'indicatore 6 con l'ausilio delle aste 2 e 1 giunti 7 e 8 è fissato sull'asta verticale 9. L'asta 9 è fissata nella scanalatura 11 del prisma 12 con un dado zigrinato 10.

Per misurare lo scostamento di un pezzo da una data dimensione, avvicinare la punta dell'indicatore fino a quando non viene a contatto con la superficie misurata e notare l'indicazione iniziale delle frecce 5 e 4 (vedi Fig. 97, b) sul quadrante. Quindi l'indicatore viene spostato rispetto alla superficie misurata o alla superficie misurata rispetto all'indicatore.
La deviazione della freccia 5 dalla sua posizione iniziale mostrerà l'ampiezza del rigonfiamento (cavallo) in centesimi di millimetro e la deviazione della freccia 4 in millimetri interi.
Sulla fig. 98 mostra un esempio di utilizzo dell'indicatore per verificare la coincidenza dei centri della paletta e della contropunta tornio. Per un controllo più accurato, è necessario installare un rullo rettificatore accurato tra i centri e un indicatore nel portautensile. Portando il pulsante indicatore sulla superficie del rullo di destra e notando l'indicazione della freccia dell'indicatore, spostare manualmente il supporto con l'indicatore lungo il rullo. La differenza nelle deviazioni della freccia indicatrice nelle posizioni estreme del rullo mostrerà di quanto l'alloggiamento della contropunta deve essere spostato nella direzione trasversale.
L'indicatore può essere utilizzato anche per controllare la superficie terminale di un pezzo lavorato. L'indicatore è fissato nel portautensile al posto della fresa e viene spostato insieme al portautensile nella direzione trasversale in modo che il pulsante indicatore tocchi la superficie da controllare. La deviazione dell'ago dell'indicatore mostrerà la quantità di eccentricità del piano finale.
domande di prova 1. In quali parti è composto un calibro a corsoio con una precisione di 0,1 mm?
2. Come funziona il calibro a corsoio con una precisione di 0,1 mm?
3. Impostare le dimensioni sulla pinza: 25,6 mm; 30,8 mm; 45,9 mm.
4. Quante divisioni ha un calibro a corsoio di precisione con una precisione di 0,05 mm? Lo stesso, con una precisione di 0,02 mm? Qual è la lunghezza di una divisione nonio? Come leggere le letture del nonio?
5. Set con dimensioni calibro di precisione: 35,75 mm; 50,05 mm; 60,55 mm; 75 mm.
6. Da quali parti è composto un micrometro?
7. Qual è il passo della vite micrometrica?
8. Come si misura un micrometro?
9. Impostare le dimensioni del micrometro: 15,45 mm; 30,5 mm; 50,55 mm.
10. In quali casi vengono utilizzati gli indicatori interni?
11. A cosa servono i calibri limite?
12. Qual è lo scopo dei lati passanti e non passanti delle sagome limite?
13. Quali modelli di parentesi conosci?
14. Come verificare la corretta dimensione del finecorsa? Limitare il tutore?
15. A cosa serve l'indicatore? Come usarlo?
16. Come funziona uno spessimetro ea cosa serve?



