Pri zložení 2 častí, ktoré sú do seba začlenené, sa rozlišujú zakryté A krytina plochy, ktorých význam je jasný už z názvu.
Obvodová plocha je tzv diera pokrytý - šachta.
Napríklad vnútorný valcový povrch objímky a povrch kľúčovej drážky - samičie povrchy, otvory; vonkajšia valcová plocha puzdra a plocha pera - samčie plochy, hriadele.
Rozdiel medzi rozmermi samičieho a samčieho povrchu (medzi rozmermi otvoru a hriadeľa) určuje povaha spojenia detaily resp pristátie, t.j. väčší alebo menší stupeň pohyblivosti častí alebo stupeň pevnosti kĺbov (u pevných kĺbov).
Ak je veľkosť otvoru D väčšia ako veľkosť hriadeľa d, potom sa kladný rozdiel medzi nimi, charakterizujúci stupeň pohyblivosti (voľnosť relatívneho pohybu) nazýva medzera S:
S = D - d; Dd; S0. (3,8)
Ak je veľkosť hriadeľa d väčšia ako veľkosť otvoru D, potom sa kladný rozdiel medzi nimi, charakterizujúci stupeň pevnosti spojenia, nazýva rušenie N:
N = d – D; d D; N0. (3.9)
Predpätie (ak je to potrebné) môže byť vyjadrené ako záporná vôľa a naopak:
S=-N;N=-S. (3.10)
Nominálna veľkosť - hlavná odhadovaná veľkosť, zaokrúhlená nahor na štandard. Menovité rozmery otvoru a hriadeľa v uložení sú vyznačené na výkrese a z neho sa počítajú odchýlky, ktoré sú uvedené v tabuľke noriem pre tolerancie.
Nominálne rozmery (pri zaokrúhlení po výpočte pevnosti, tuhosti, stability ...) sa vyberajú podľa GOST 6636-69 * „Normálne lineárne rozmery“. Použitie iba štandardných lineárnych rozmerov vedie k zmenšeniu štandardných rozmerov obrobkov, rezných, meracích nástrojov a zníženiu nákladov na výrobu.
Podľa GOST sa poskytuje rozsah veľkostí od 0,001 do 20 000 mm, zostavený na základe preferovaných čísel. Stanovia sa štyri rady veľkostí, ktorých geometrická progresia sa zvyšuje s významným =;  ;
;
 ;
;
 . Riadky sú označené Ra5, Ra10, Ra20, Ra40. Najväčší počet veľkostí v poslednom rade, najmenší - v prvom. Pri výbere nominálnych hodnôt by sa mal uprednostniť každý predchádzajúci riadok pred nasledujúcim.
. Riadky sú označené Ra5, Ra10, Ra20, Ra40. Najväčší počet veľkostí v poslednom rade, najmenší - v prvom. Pri výbere nominálnych hodnôt by sa mal uprednostniť každý predchádzajúci riadok pred nasledujúcim.
Skutočná veľkosť nazývaná veľkosť získaná ako výsledok merania s prípustnou chybou.
Rozmery, medzi ktorými musí byť (alebo sa rovnať) skutočná veľkosť dielov tovaru v dávke, sa nazývajú limitné - resp. maximálny limit D max , d max a najmenší limit D min , d min .
Pre zjednodušenie sú na výkresoch a tabuľkách namiesto medzných rozmerov nastavené zodpovedajúce medzné odchýlky - horná a dolná.
Horná odchýlka(ES, es) je algebraický rozdiel medzi najväčším limitom veľkosti a nominálnou veľkosťou spoja.
ES = D max - d n s; (3.11)
es = d max - d n s, (3,12)
kde d n s je menovitý priemer spoja.
Dolná odchýlka(EI, ei) - algebraický rozdiel medzi najmenšou medznou veľkosťou a menovitou veľkosťou spoja:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3,14)
Odchýlky môžu byť kladné, záporné alebo nulové.
Tolerancia veľkosti T je rozdiel medzi limitnými veľkosťami:
T D \u003d D max - D min; (3,15)
T d \u003d d max - d min. (3,16)
Tolerancia - hodnota je vždy kladná, preto sa v dokladoch uvádza bez znamienka.
Nahradením hodnôt hraničných rozmerov vyjadrených odchýlkami a nominálnou hodnotou vo výrazoch (3.15) a (3.16) určíme:
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3,17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3,18)
Tolerancia sa rovná rozdielu medzných odchýlok (s vlastným znamienkom!).
Tolerancia charakterizuje presnosť veľkosti. Čím menšia tolerancia, tým vyššia presnosť, menší možný rozsah zmien veľkosti v dávke a naopak. Tolerančná hodnota ovplyvňuje prevádzkové vlastnosti spoja a výrobku, ako aj zložitosť výroby a cenu dielu. Výroba dielov s nižšou toleranciou vyžaduje použitie presnejších zariadení, presných meracích prístrojov, prípravkov, vhodných režimov spracovania, čo zvyšuje cenu produktu.
Pri montáži dielov (napríklad hriadeľ je pripojený k objímke) vyrobených v rámci tolerancie je možné dosiahnuť rôzne lícovanie v závislosti od náhodných kombinácií veľkostí otvorov a hriadeľov. Zvyčajne sa delia na pristátia s vôľou (S), interferenciou (N), prechodné (N-S).
pasovanie s vôľou sa nazýva lícovanie, pri ktorom sú vo všetkých spojoch na zostave vytvorené medzery. The interferenčné pristátia.
prechodný nazývané pristátie, v ktorom niektoré spojenia na zostave dostanú medzery a zvyšok - tesnosť.
Každé pristátie je charakterizované medznými (najväčšími, najmenšími) vôľami alebo presahmi, ktorých hodnota je určená obmedzujúcimi rozmermi dielov.
Najmenšia medzera S min v spoji vznikne, ak je hriadeľ s veľkosťou d max inštalovaný do otvoru s veľkosťou D min:
S min = D min - d max (3,19)
S min \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3,20)
Najväčšia medzera S max v spoji sa dosiahne, ak sa hriadeľ s najmenšou medznou veľkosťou d min namontuje do otvoru s najväčšou medznou veľkosťou D max:
S max = D max -d min (3,21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3,22)
podobne,
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3,23)
N max \u003d d max - D min \u003d eS - EI \u003d - S min. (3,24)
Priemerná vôľa alebo rušenie sa rovná:
Sc(Nc)=  .
(3.25)
.
(3.25)
Medzera alebo rozsah interferencií určuje vôľu, interferenciu alebo toleranciu lícovania (TS, T N).
tolerancia fit(Т S, T N) - rozdiel medzi medznými vôľami alebo interferenciou:
Ts = (TN) = S max (N max) - S min (N min). (3,26)
V tomto výraze namiesto S max , S min dosadíme ich hodnoty podľa (3.20), (3.22):
T S \u003d (ES - ei) - (EI - es) \u003d (ES - EI) + (es - ei) \u003d T D + T d. (3,27)
Tolerancia uloženia sa teda rovná súčtu tolerancií otvoru a hriadeľa.
podobne,
T N \u003d N max - N min \u003d T D + T d. (3,28)
Predstavte si, že existuje množstvo puzdier a hriadeľov, ktoré je potrebné zmontovať. V tejto sérii puzdier s najväčšími rozmermi bude D max veľmi malé (napríklad 1 zo 100 kusov), podobne v sérii hriadeľov s najmenšími rozmermi bude d min tiež malé (napríklad 1 zo 100). Je prirodzené predpokladať, že montér, ktorý si vyberá diely a montuje spoje bez výberu, je nepravdepodobné, že súčasne odoberie diely s rozmermi D max a d min (pravdepodobnosť tejto udalosti pre náš príklad je 1/1001/100 = 1/ 10 4). Pravdepodobnosť takejto udalosti je veľmi malá, takže v zostave nebudú prakticky žiadne spoje s medzerou rovnajúcou sa S max. Z rovnakých dôvodov nebudú v zostave prakticky žiadne spojenia s medzerou rovnajúcou sa S max.
Aby bolo možné určiť veľkosť najväčšieho  a najmenej
a najmenej  (pravdepodobnostné) medzery vyplývajúce zo zostavy, pristúpime k tomuto inžinierskemu problému z hľadiska teórie pravdepodobnosti.
(pravdepodobnostné) medzery vyplývajúce zo zostavy, pristúpime k tomuto inžinierskemu problému z hľadiska teórie pravdepodobnosti.
Predpokladáme, že rozloženie rozmerov dielov sa riadi normálnym zákonom a tolerancia pri výrobe sa rovná rozsahu rozmerov pri výrobe, t.j. T = 6. Taktiež predpokladáme, že pri montáži nedochádza k výberu dielov (montáž je náhodná).
Je známe, že zloženie (kombinácia) dvoch normálnych zákonov dáva aj normálny zákon. Preto sa rozdelenie hodnôt vôle (interferencie) riadi normálnym zákonom.
Z priebehu teórie pravdepodobnosti je známe, že matematické očakávanie súčtu náhodných premenných sa rovná súčtu ich matematických očakávaní. Skutočné rozmery dielov sú náhodné premenné, ktorých matematické očakávania budú blízke priemerným veľkostiam v dávke.
Matematické očakávanie súčtu náhodných veľkostí je matematické očakávanie medzery:
M S = M D + M -d . (3,29)
Sc = Dc - dc, (3,30)
kde Sc, Dc, dc sú priemerné hodnoty rozmerov medzery, otvoru a hriadeľa.
Rozptyl súčtu nezávislých náhodných premenných sa rovná súčtu ich rozptylov. Rozptyl D je štandardná odchýlka na druhú:
D S = DD + D d; (3,31)
 .
(3.32)
.
(3.32)
Potom, keď vezmeme T = 6, dostaneme:
T S =  .
(3.33)
.
(3.33)
S pravdepodobnosťou P = 0,9973 budú hodnoty skutočných medzier v rámci:
Potom sa najväčšia pravdepodobnostná medzera bude rovnať:
 ,
(3.35)
,
(3.35)
a najmenšia pravdepodobnostná medzera:
 .
(3.36)
.
(3.36)
Výrazy (3.35) a (3.36) sú približné (predtým boli špecifikované podmienky na ich získanie). Presnejšie, tieto hodnoty budú určené v časti „Rozmerové reťazce“.
Na zjednodušenie výpočtov tolerancií a pristátí sa používa rozloženie tolerančných polí. Konštrukcie na nich sa vykonávajú vzhľadom na menovitú čiaru označenú 0 - 0. Čiary medzných a menovitých veľkostí sa odkladajú od jedného okraja.
Preto riadky rozmerov väčších ako nominálne budú umiestnené nad líniou 0 - 0 a riadky rozmerov menších ako nominálne budú nižšie.
Nahor od čiary 0 - 0 na zvolenej stupnici ukazujú kladné odchýlky, nadol - záporné. Dve čiary maximálnych rozmerov alebo maximálnych odchýlok otvoru a hriadeľa tvoria dve tolerančné polia, ktoré sú označené ako obdĺžniky (mierka obdĺžnika je po dĺžke ľubovoľná). Tolerančné pole je zóna zmeny veľkosti, uzavretá medzi čiarami hornej a dolnej odchýlky (alebo zodpovedajúcich rozmerov). Tolerančné pole je širší pojem ako tolerancia. Vyznačuje sa nielen hodnotou tolerancie, ale aj umiestnením vzhľadom na nominálnu hodnotu. Rôzne (podľa miesta) tolerančné polia môžu mať rovnakú toleranciu.
Pri pristátiach s medzerou sa tolerančné pole otvoru nachádza nad tolerančným poľom hriadeľa, v prípade uloženia s presahom by malo byť pole tolerancie otvoru umiestnené pod tolerančným poľom hriadeľa. Pri prechodných pristátiach sa tolerančné polia musia prekrývať.
Základné pojmy a definície
Štátne normy(GOST 25346-89, GOST 25347-82, GOST 25348-89) nahradil systém tolerancií a pristátí OST, ktorý platil do januára 1980.
Podmienky sú uvedené podľa GOST 25346-89„Základné normy zameniteľnosti. jeden systém povolenia a pristátia.
Šachta- termín bežne používaný na označenie vonkajších prvkov častí vrátane nevalcových prvkov;
Diera- termín bežne používaný na označenie vnútorných prvkov častí vrátane nevalcových prvkov;
hlavný hriadeľ- hriadeľ, ktorého horná odchýlka sa rovná nule;
Hlavný otvor- otvor, ktorého spodná odchýlka sa rovná nule;
Veľkosť- číselná hodnota lineárnej veličiny (priemer, dĺžka atď.) vo vybraných merných jednotkách;
skutočná veľkosť- veľkosť prvku stanovená meraním s povolenou presnosťou;
Nominálna veľkosť- veľkosť, vzhľadom na ktorú sa určujú odchýlky;
Odchýlka- algebraický rozdiel medzi veľkosťou (skutočnou alebo limitnou veľkosťou) a zodpovedajúcou menovitou veľkosťou;
kvalitu- súbor tolerancií považovaných za zodpovedajúci rovnakej úrovni presnosti pre všetky menovité veľkosti;
Pristátie- povaha spojenia dvoch častí, určená rozdielom v ich veľkostiach pred montážou.
Medzera- ide o rozdiel medzi rozmermi otvoru a hriadeľa pred montážou, ak je otvor väčší ako veľkosť hriadeľa;
Predpätie- rozdiel medzi rozmermi hriadeľa a otvoru pred montážou, ak je veľkosť hriadeľa väčšia ako veľkosť otvoru;
tolerancia fit- súčet tolerancií otvoru a hriadeľa, ktoré tvoria spojenie;
Tolerancia T- rozdiel medzi najväčšou a najmenšou limitnou veľkosťou alebo algebraický rozdiel medzi hornou a dolnou odchýlkou;
Štandardné IT schválenie- ktorákoľvek z tolerancií stanovených týmto systémom tolerancií a vykládok;
Tolerančné pole- pole ohraničené najväčšou a najmenšou medznou veľkosťou a určené hodnotou tolerancie a jej polohou vzhľadom na menovitý rozmer;
Pristátie s povolením- podesta, pri ktorej sa v spoji vždy vytvorí medzera, t.j. najmenšia medzná veľkosť otvoru je väčšia alebo rovná najväčšej medznej veľkosti hriadeľa;
Rušivé pristátie- pristátie, pri ktorom sa v spojení vždy tvorí rušenie, t.j. najväčší limit veľkosti otvoru je menší alebo rovný najmenšiemu limitu veľkosti hriadeľa;
prechod fit- pristátie, pri ktorom je možné získať v spoji medzeru aj presah s presahom v závislosti od skutočných rozmerov otvoru a hriadeľa;
Pristátia v systéme otvorov- pristátia, v ktorých sa požadované vôle a presahy získajú kombináciou rôznych tolerančných polí hriadeľa s tolerančným poľom hlavného otvoru;
Pasuje do hriadeľového systému- pristátia, v ktorých sa požadované vôle a presahy získajú kombináciou rôznych tolerančných polí otvorov s tolerančným poľom hlavného hriadeľa.
Tolerančné polia a ich zodpovedajúce limitné odchýlky sú nastavené rôznymi rozsahmi nominálnych veľkostí:
do 1 mm- GOST 25347-82;
od 1 do 500 mm- GOST 25347-82;
nad 500 až 3150 mm- GOST 25347-82;
nad 3150 až do 10 000 mm- GOST 25348-82.
GOST 25346-89 stanovuje 20 kvalifikácií (01, 0, 1, 2, ... 18). Kvality od 01 do 5 sú určené predovšetkým pre kalibre.
Tolerancie a medzné odchýlky stanovené v norme sa vzťahujú na rozmery dielov pri teplote +20 o C.
Nainštalované 27
základné odchýlky hriadeľa a 27
odchýlky hlavného otvoru. Hlavná odchýlka je jedna z dvoch medzných odchýlok (horná alebo dolná), ktorá určuje polohu tolerančného poľa voči nulovej čiare. Hlavná odchýlka je najbližšie k nulovej čiare. Sú uvedené hlavné odchýlky otvorov veľké písmená latinská abeceda, šachty - malé písmeno. Rozloženie hlavných odchýlok s uvedením kvalifikácií, v ktorých sa odporúča ich použiť, pre veľkosti až 500
mm je uvedený nižšie. Vytieňovaná oblasť sa týka otvorov. Schéma je znázornená v skratke.

Vymenovanie pristátí. Pristátia sa vyberajú v závislosti od účelu a prevádzkových podmienok zariadení a mechanizmov, ich presnosti, montážnych podmienok. Zároveň je potrebné vziať do úvahy možnosť dosiahnutia presnosti kedy rôzne metódy spracovanie produktu. Najprv by sa mali použiť preferované pristátia. V zásade sa pristátia používajú v systéme otvorov. Uloženie hriadeľového systému je užitočné pri použití niektorých štandardných dielov (napríklad valivých ložísk) a v prípadoch, keď sa hriadeľ s konštantným priemerom používa po celej jeho dĺžke na inštaláciu niekoľkých dielov s rôznym uložením.
Tolerancie otvoru a hriadeľa v uložení by sa nemali líšiť o viac ako 1-2 kvality. Otvoru je zvyčajne priradená väčšia tolerancia. Vôle a presahy by sa mali vypočítať pre väčšinu typov spojov, najmä pre uloženia s presahom, kvapalinové trecie ložiská a iné uloženia. V mnohých prípadoch môžu byť pristátia priradené analogicky s predtým navrhnutými výrobkami, ktoré sú podobné z hľadiska pracovných podmienok.
Príklady použitia uloženia, týkajúce sa predovšetkým preferovaných uložení v systéme otvorov vo veľkostiach 1-500 mm.
Pristátie s povolením. kombinácia otvorov H s hriadeľom h(posuvné uloženia) sa používajú hlavne v pevných spojoch, kde je potrebná častá demontáž (náhradné diely), ak potrebujete ľahko vzájomne posúvať alebo otáčať diely pri nastavovaní alebo nastavovaní, vycentrovať pevné diely.
Pristátie H7/h6 použiť:
Pre vymeniteľné prevody v obrábacích strojoch;
- v spojeniach s krátkym zdvihom, napríklad pre pružinové drieky ventilov vo vodiacich puzdrách (použiteľné je aj upevnenie H7/g6);
- na spájanie častí, ktoré by sa mali pri uťahovaní ľahko pohybovať;
- pre presné vedenie pri vratných pohyboch (piestnica vo vodiacich puzdrách čerpadla vysoký tlak);
- na centrovanie puzdier pre valivé ložiská v zariadeniach a rôznych strojoch.
Pristátie H8/h7 používa sa na centrovanie plôch so zníženými požiadavkami na zarovnanie.
Podesty H8 / h8, H9 / h8, H9 / h9 sa používajú pre pevné diely s nízkymi požiadavkami na presnosť mechanizmov, ľahké zaťaženie a potrebu zabezpečiť jednoduchú montáž (ozubené kolesá, spojky, kladky a iné diely spojené s hriadeľom s kľúč, telesá valivých ložísk, centrovanie prírubových spojov), ako aj v pohyblivých spojoch s pomalými alebo zriedkavými translačnými a rotačnými pohybmi.
Pristátie H11/h11 používa sa na relatívne hrubo vycentrované pevné spoje (centrovanie krytov prírub, upevnenie nadzemných vodičov), na nekritické pánty.
Pristátie H7/g6 vyznačuje sa minimálnou garantovanou medzerou v porovnaní s ostatnými. Používajú sa v pohyblivých spojoch na zabezpečenie tesnosti (napr. cievka v puzdre pneumatickej vŕtačky), presného smeru alebo na krátke zdvihy (ventily vo ventilovej skrini) atď. Podesty sa používajú v obzvlášť presných mechanizmoch h6/g5 a dokonca H5/g4.
Pristátie H7/f7 používa sa v klzných ložiskách pri miernych a konštantných otáčkach a zaťažení, vrátane prevodoviek; odstredivé čerpadlá; pre ozubené kolesá voľne sa otáčajúce na hriadeľoch, ako aj kolesá zapínané spojkami; na vedenie tlačníkov v spaľovacích motoroch. Presnejšie prispôsobenie tohto typu - H6/f6- používa sa na presné ložiská, rozvádzače hydraulických prevodoviek osobných automobilov.
Pristátia H7/e7, H7/e8, H8/e8 A H8/e9 používa sa v ložiskách pri vysokých otáčkach (v elektromotoroch, v prevodovom mechanizme spaľovacieho motora), s rozmiestnenými podperami alebo s dlhou spojovacou dĺžkou, napríklad pre prevodový blok v obrábacích strojoch.
Pristátia H8/d9, H9/d9 používajú sa napríklad na piesty vo valcoch parných strojov a kompresorov, v spojoch ventilových skríň so skriňou kompresora (na ich demontáž je potrebná veľká medzera kvôli tvorbe sadzí a výraznej teplote). Presnejšie uloženia tohto typu -H7 / d8, H8 / d8 - sa používajú pre veľké ložiská pri vysokých rýchlostiach.
Pristátie H11/d11 používa sa pre mobilné spoje pracujúce v prašných a znečistených podmienkach (zostavy poľnohospodárskych strojov, železničných vozňov), v otočné kĺby tyče, páky a pod., na centrovanie krytov parných valcov s tesnením spojov s krúžkovými tesneniami.
Prechodové pristátia. Určené na pevné spojenie dielov podliehajúcich montáži a demontáži pri opravách alebo prevádzkových podmienkach. Vzájomnú nehybnosť dielov zabezpečujú kľúče, čapy, prítlačné skrutky a pod. Menej tesné uloženia sú predpísané, ak je to potrebné pre častú demontáž spoja, s nepríjemnosťou je potrebná vysoká presnosť centrovania, s rázovým zaťažením a vibráciami.
Pristátie H7/n6(hluchý typ) poskytuje najtrvanlivejšie spojenia. Príklady aplikácií:
Pre ozubené kolesá, spojky, kľuky a iné diely pod veľkým zaťažením, otrasmi alebo vibráciami v spojoch, ktoré sa zvyčajne demontujú len pri väčších opravách;
- nastavovacie krúžky pristátia na hriadeľoch malých a stredných elektrických strojov; c) pristátie vývodiek vodičov, vodiacich kolíkov, kolíkov.
Pristátie H7/k6(napínaný typ) v priemere poskytuje miernu medzeru (1-5 mikrónov) a poskytuje dobré centrovanie bez toho, aby vyžadoval značné úsilie pri montáži a demontáži. Používa sa častejšie ako iné prechodové pristátia: na pristávacie kladky, ozubené kolesá, spojky, zotrvačníky (na kľúče), ložiskové puzdrá.
Pristátie h7/js6(hustý typ) má väčšie priemerné medzery ako predchádzajúci a v prípade potreby sa používa namiesto neho na uľahčenie montáže.
Pristátia s rušením. Voľba pristátia sa uskutočňuje z podmienky, že pri najmenšom rušení je zabezpečená pevnosť spojenia a prenosu, zaťaženia a pri najväčšom rušení pevnosť dielov.
Pristátie H7/r6 sa používajú pri relatívne malých zaťaženiach (napríklad nasadenie tesniaceho krúžku na hriadeľ, ktorý fixuje polohu vnútorného krúžku ložiska v žeriavových a trakčných motoroch).
Pristátia H7/r6, H7/s6, H8/s7 používa sa v spojoch bez spojovacích prvkov pri malom zaťažení (napríklad objímka v hlave ojnice pneumatického motora) a so spojovacími prvkami pri veľkom zaťažení (montáž ozubených kolies a spojok na kľúč vo valcovniach, zariadeniach na vŕtanie ropy atď. ).
Pristátia H7/u7 A H8/u8 používané v spojoch bez upevňovacích prvkov pri výraznom zaťažení, vrátane striedavých (napríklad spojenie čapu s výstredníkom v rezacom zariadení poľnohospodárskych zberných strojov); s upevňovacími prvkami pri veľmi vysokom zaťažení (montáž veľkých spojok v pohonoch valcovní), pri malom zaťažení, ale s krátkou spojovacou dĺžkou (sedlo ventilu v hlave valca nákladného auta, puzdro v čistiacej páke kombajnu).
Vysoko presné rušenie sedí H6/r5, H6/r5, H6/s5 používajú sa pomerne zriedkavo a v spojoch, ktoré sú obzvlášť citlivé na kolísanie rušenia, napríklad pristátie dvojstupňového puzdra na hriadeli kotvy trakčného motora.
Tolerancie pre nekompatibilné rozmery. Pre nezhodné rozmery sú tolerancie priradené v závislosti od funkčných požiadaviek. Tolerančné polia majú zvyčajne:
- v "plus" pre otvory (označené písmenom H a číslom kvality, napr. HZ, H9, H14);
- v "mínus" pre hriadele (označené písmenom h a číslom kvality, napr. h3, h9, h14);
- symetrické podľa nulovej čiary ("plus - mínus polovica tolerancie" označuje napr. ±IT3/2, ±IT9/2, ±IT14/2). Symetrické tolerancie pre otvory môžu byť označené písmenami JS (napr. JS3, JS9, JS14) a pre hriadele písmenami js (napr. js3, js9, js14).
Tolerancie pre 12-18 Kvalifikácia je charakterizovaná nekonjugovanými alebo konjugovanými rozmermi s relatívne nízkou presnosťou. Opakovane sa opakujúce medzné odchýlky v týchto kvalifikáciách je dovolené neuvádzať v rozmeroch, ale je možné ich stanoviť všeobecným zápisom v technických požiadavkách.
Pre veľkosti od 1 do 500 mm

Preferované strihy sú orámované.



Elektronická tabuľka tolerancií otvoru a hriadeľa s uvedením polí podľa starý systém OST a ESDP.
Kompletná tabuľka tolerancií a lícovania hladkých spojov v systémoch otvorov a hriadeľov s uvedením tolerančných polí podľa starého systému OST a podľa ESDP:
Súvisiace dokumenty:
Tabuľky uhlovej tolerancie
GOST 25346-89 "Základné normy zameniteľnosti. Jednotný systém tolerancií a lícovaní. Všeobecné ustanovenia, série tolerancií a základných odchýlok"
GOST 8908-81 "Základné normy vzájomnej zameniteľnosti. Normálne uhly a uhlové tolerancie"
GOST 24642-81 "Základné normy zameniteľnosti. Tolerancie tvaru a umiestnenia povrchov. Základné pojmy a definície"
GOST 24643-81 "Základné normy zameniteľnosti. Tolerancie tvaru a umiestnenia povrchov. Číselné hodnoty"
GOST 2.308-79 "Jednotný systém pre projektovú dokumentáciu. Označenie tolerancií tvaru a umiestnenia povrchov na výkresoch"
GOST 14140-81 "Základné normy vzájomnej zameniteľnosti. Tolerancie pre umiestnenie osí otvorov pre upevňovacie prvky"
tolerancia veľkosti - nazývaný rozdiel medzi najväčšou a najmenšou limitnou veľkosťou alebo algebraický rozdiel medzi hornou a dolnou odchýlkou /2/.
Tolerancia sa označuje písmenom „T“ (z lat. tolerancie- povolenie):
TD = D max - Dmin = ES - EI - tolerancia veľkosti otvoru;
Td = dmax - dmin = es - ei - tolerancia veľkosti hriadeľa.
Pre predtým uvažované príklady 1 - 6 (časť 1.1) sú rozmerové tolerancie určené nasledovne:
1) Td = 24,015 - 24,002 = 0,015 - 0,002 = 0,013 mm;
2) Td = 39,975 - 39,950 = (-0,025) - (-0,050) = 0,025 mm;
3) TD = 32,007 - 31,982 = 0,007 - (-0,018) = 0,025 mm;
4) TD = 12,027 - 12 = 0,027 - 0 = 0,027 mm;
5) Td = 78 - 77,954 = 0 - (- 0,046) = 0,046 mm;
6) Td = 100,5 - 99,5 = 0,5 - (- 0,5) = 1 mm.
Tolerancia - hodnota je vždy kladná . Tolerancia charakterizuje presnosť výroby dielu. Čím je tolerancia menšia, tým je obrábanie dielu náročnejšie, keďže sa zvyšujú požiadavky na presnosť stroja, nástrojov, prípravkov, kvalifikácie pracovníkov. Neprimerane veľké tolerancie znižujú spoľahlivosť a kvalitu produktu.
V niektorých spojeniach sa pri rôznych kombináciách maximálnych rozmerov otvoru a hriadeľa môžu vyskytnúť medzery alebo interferencie. Povaha spojenia častí, určená veľkosťou medzier alebo interferencií, ktoré z toho vyplývajú, nazývané pristátie . Pristátie charakterizuje väčšiu alebo menšiu voľnosť relatívneho pohybu spájaných častí alebo mieru odporu voči ich vzájomnému posunutiu /1/.
Rozlišovať tri skupiny pristátí:
1) so zaručeným povolením;
2) prechodné;
3) so zaručeným napätím.
Ak sú rozmery otvoru väčšie ako rozmery hriadeľa, potom v spojení vznikne medzera.
Medzera – toto je kladný rozdiel medzi rozmermi otvoru a hriadeľa /1/:
S \u003d D - d 0 - medzera;
Smax \u003d Dmax - dmin - najväčšia medzera,
Smin \u003d Dmin - dmax - najmenšia medzera.
Ak sú pred montážou rozmery hriadeľa väčšie ako rozmery otvoru, dochádza k interferencii v spojení. Predpätie – je kladný rozdiel medzi rozmermi hriadeľa a otvoru /1/:
N \u003d d - D 0 - rušenie,
Nmax = dmax - Dmin - maximálna tesnosť;
Nmin \u003d dmin - Dmax - najmenšia tesnosť.
Pristátia, pri ktorých existuje možnosť medzery alebo rušenia, sa nazývajú prechodné.
tolerancia fit je tolerancia vôle pre uloženie s vôľou (definovaná ako rozdiel medzi najväčšou a najmenšou vôľou) alebo tolerancia presahu pre tesné uloženie (definovaná ako rozdiel medzi najväčšími a najmenšími presahmi). Pri prechodných pristátiach je tolerancia pristátia vzdialenosťou alebo toleranciou interferencií / 1 /.
Označenie tolerancie lícovania:
TS = Smax - Smin - tolerancia pristátia pre pristátia so zaručenou vôľou.
TN \u003d Nmax - Nmin - tolerancia pristátia pre pristátia so zaručeným rušením.
T(S,N)=Smax + Nmax - tolerancia pristátia pre prechodné pristátia.
Pre akúkoľvek skupinu pristátí môže byť tolerancia pristátia určená vzorcom
Prednáška
Téma #5 Tolerancie a pristátia
Úvod
V procese vývoja produktu (stroja, agregátu, agregátu) je potrebné vychádzať z danej úrovne štandardizácie a unifikácie, ktorá je určená koeficientmi použiteľnosti, opakovateľnosti a medziprojektovej unifikácie. S nárastom hodnôt týchto koeficientov sa zvyšuje ekonomická efektívnosť vyvíjaného produktu v procese jeho výroby a prevádzky. Pre zvýšenie úrovne štandardizácie a unifikácie je potrebné už v štádiu návrhu produktu využívať väčší počet komponentov vyrábaných priemyslom a snažiť sa o rozumné obmedzenie vývoja originálnych komponentov. Hlavnou otázkou v procese vývoja je zároveň presnosť vymeniteľných dielov, zostáv a komponentov, predovšetkým z hľadiska geometrických parametrov.
Zameniteľnosť dielov, zostáv a zostáv umožňuje vykonávať agregáciu ako jednu z metód štandardizácie, organizovať dodávky náhradných dielov, uľahčovať opravy, najmä v ťažkých podmienkach, redukovať ich na jednoduchú výmenu opotrebovaných dielov.
Zameniteľnosť- vlastnosť samostatne vyrobených dielov zaujať svoje miesto v montážnej jednotke bez dodatočného mechanického alebo manuálneho spracovania počas montáže, pričom je zabezpečená normálna prevádzka montovaných výrobkov (zostáv, mechanizmov).
Už zo samotnej definície zameniteľnosti vyplýva, že je predpokladom delenia výroby, t.j. samostatná výroba dielov, zostáv, zostáv, ktoré sa následne montujú postupne do montážnych celkov a montážnych celkov - do spoločný systém(mechanizmus, stroj, zariadenie). Montáž môže byť vykonaná dvoma spôsobmi: s a bez montáže zmontovaných dielov alebo montážnych jednotiek. Montáž bez armatúry sa používa v hromadnej a radovej výrobe a s armatúrou - v kusovej a malosériovej výrobe. Pri montáži bez lícovania musia byť diely vyrobené s požadovanou presnosťou. Zameniteľnosť však nie je zabezpečená samotnou presnosťou geometrických parametrov. Je potrebné, aby materiál, životnosť dielov, montážnych jednotiek a komponentov zodpovedali účelu a prevádzkovým podmienkam konečného produktu. Táto zameniteľnosť sa nazýva funkčné a geometrická zameniteľnosť je osobitným typom funkčnej zameniteľnosti.
Zameniteľnosť je úplná a neúplná, vonkajšia a vnútorná.
Úplná zameniteľnosť umožňuje získať špecifikované ukazovatele kvality bez ďalších operácií v procese montáže.
o neúplná zameniteľnosť pri montáži montážnych celkov a finálnych výrobkov sú povolené operácie súvisiace s výberom a nastavením niektorých dielov a montážnych celkov. Umožňuje vám získať špecifikované technické a prevádzkové ukazovatele hotových výrobkov s menšou presnosťou dielov. Funkčná zameniteľnosť by mala byť zároveň úplná a geometrická - úplná aj neúplná.
Vonkajšia zameniteľnosť- ide o zameniteľnosť jednotiek a komponentov z hľadiska prevádzkových parametrov a pripojovacích rozmerov. Napríklad výmena elektromotora. Jeho prevádzkové parametre bude - výkon, rýchlosť, napätie, prúd; spojovacie rozmery zahŕňajú priemery, počet a umiestnenie otvorov v nohách elektromotora atď.
Vnútorná zameniteľnosť je zabezpečená presnosťou parametrov, ktoré sú potrebné na zostavenie dielov do celkov a celkov do mechanizmov. Napríklad zameniteľnosť guľôčkových ložísk alebo valčekov valivých ložísk, zostavy hnacieho a hnaného hriadeľa prevodovky atď.
Zásady vzájomnej zameniteľnosti platia pre diely, montážne celky, komponenty a konečné produkty.
Zameniteľnosť je zabezpečená presnosťou parametrov výrobku, najmä rozmermi. Vo výrobnom procese však nevyhnutne vznikajú chyby Х, ktorých číselné hodnoty sa nachádzajú podľa vzorca
kde X je daná hodnota veľkosti (parametra);
Xi je skutočná hodnota toho istého parametra.
Chyby sa delia na systematické, náhodné a hrubé(chýba).
Vplyv náhodných chýb na presnosť merania možno posúdiť metódami teórie pravdepodobnosti a matematickej štatistiky. Početné experimenty ukázali, že rozdelenie náhodných chýb sa najčastejšie riadi zákonom normálneho rozdelenia, ktorý je charakterizovaný Gaussovou krivkou (obrázok 1).
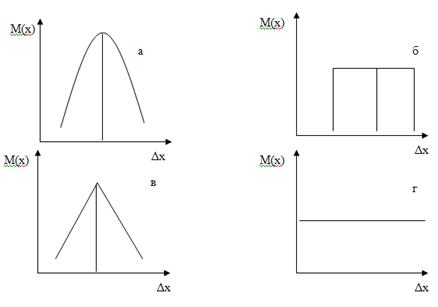
Obrázok 1 - Zákony rozdelenia náhodných chýb
a - normálne; b - Maxwell; c - trojuholník (Simpson); g - ekvipravdepodobný.
Maximálna ordináta krivky zodpovedá priemernej hodnote danej veľkosti (pre neobmedzený počet meraní sa nazýva matematické očakávanie a označuje sa M(X).
Náhodné chyby alebo odchýlky od sú vynesené pozdĺž osi x. Segmenty rovnobežné s osou y vyjadrujú pravdepodobnosť výskytu náhodných chýb zodpovedajúcej hodnoty. Gaussova krivka je symetrická okolo maximálnej ordináty. Preto sú rovnako možné odchýlky od rovnakej absolútnej hodnoty, ale rôznych znamienok. Tvar krivky ukazuje, že malé odchýlky (v absolútnej hodnote) sa objavujú oveľa častejšie ako veľké a výskyt veľmi veľkých odchýlok je prakticky nepravdepodobný. Preto sú prípustné chyby obmedzené na určité limitné hodnoty (V je praktická oblasť rozptylu náhodných chýb, ktorá sa rovná rozdielu medzi najväčšími a najmenšími nameranými rozmermi v dávke dielov). Hodnota sa určuje z podmienky dostatočnej presnosti pri optimálnych nákladoch na výrobu produktov. Pri regulovanom bludnom poli nemôže prekročiť limity viac ako 2,7 % náhodných chýb. To znamená, že zo 100 opracovaných dielov nemôžu byť viac ako tri chybné. Ďalšie zníženie percenta výskytu chybných výrobkov z technického a ekonomického hľadiska nie je vždy vhodné, pretože. vedie k nadmernému zvýšeniu praktického bludného poľa a následne k zvýšeniu tolerancií a zníženiu presnosti výrobkov. Tvar krivky závisí od metód spracovania a merania produktov; presné metódy poskytujú krivku 1 s rozptylovým poľom VI; krivka 2, pre ktorú V2
V závislosti od prijatého technologického postupu, objemu výroby a iných okolností môžu byť náhodné chyby rozdelené nie podľa Gaussovho zákona, ale podľa ekvipravdepodobného zákona (obr. 1b), podľa trojuholníkového zákona (obr. 1c), podľa Maxwellov zákon (obr. 1d) atď. Stred zoskupenia náhodných chýb sa môže zhodovať so súradnicou priemernej veľkosti (obr. 1a) alebo sa voči nej posunúť (obr. 1d).
Nemožno úplne eliminovať vplyv príčin, ktoré spôsobujú chyby pri spracovaní a meraní, možno len znížiť chybu aplikáciou pokročilejších technologických procesov spracovania. Presnosť veľkosti (akéhokoľvek parametra) sa nazýva miera priblíženia skutočnej veľkosti k danej, t.j. presnosť veľkosti je určená chybou. S klesajúcou chybou sa zvyšuje presnosť a naopak.
V praxi je zameniteľnosť zabezpečená obmedzením chýb. S klesajúcimi chybami sa skutočné hodnoty parametrov, najmä rozmerov, približujú k daným. S malými chybami sa skutočné rozmery líšia od daných tak málo, že ich chyba nezhoršuje výkon produktov.
2. Tolerancie a pristátia. Pojem kvality
Hlavné pojmy a definície sú stanovené GOST 25346, GOST 25347, GOST 25348, ktoré stanovujú tolerancie a vhodné pre veľkosti menšie ako 1 mm, do 500 mm, nad 500 do 3150 mm.
Vzorce (7) a (8) sú odvodené z nasledujúcich úvah. Ako vyplýva zo vzorcov (2) a (3), najväčšia a najmenšia limitná veľkosť sa rovnajú súčtu menovitej veľkosti a zodpovedajúcej limitnej odchýlky:
![]() (9)
(9)
![]() (10)
(10)
Nahradením hodnôt hraničných rozmerov do vzorca (5) zo vzorca
Redukovaním podobných členov dostaneme vzorec (7). Vzorec (8) je odvodený podobne.

Obrázok - Tolerančné polia otvoru a hriadeľa pri pristávaní s medzerou (odchýlky otvoru sú kladné, odchýlky hriadeľa záporné)
Tolerancia je vždy kladná hodnota bez ohľadu na spôsob výpočtu.
PRÍKLAD. Vypočítajte toleranciu pre medzné rozmery a odchýlky. Dané: = 20,010 mm; = 19,989 mm; = 10 um; = -11 um.
jeden). Toleranciu vypočítame cez medzné rozmery podľa vzorca (6):
Td = 20,010 - 19,989 = 0,021 mm
2). Toleranciu pre medzné odchýlky vypočítame podľa vzorca (8):
Td = 10 - (-11) = 0,021 mm
PRÍKLAD. Podľa uvedených symbolov hriadeľa a otvoru (hriadeľ - , otvor 20) určte menovité a medzné rozmery, odchýlky a tolerancie (v mm a mikrónoch).
2.2 Jednotky tolerancie a pojem kvalifikácie
Rozmerová presnosť je určená toleranciou – s klesajúcou toleranciou presnosť rastie a naopak.
Každý technologický spôsob spracovania dielov sa vyznačuje svojou ekonomicky opodstatnenou optimálnou presnosťou, prax však ukazuje, že s nárastom veľkosti sa technologické ťažkosti pri spracovaní dielov s malými toleranciami zväčšujú a optimálne tolerancie sa pri nezmenených podmienkach spracovania mierne zvyšujú. Vzťah medzi ekonomicky dosiahnuteľnou presnosťou a rozmermi vyjadruje podmienená hodnota nazývaná tolerančná jednotka.
Tolerančná jednotka() vyjadruje závislosť tolerancie od menovitej veľkosti a slúži ako základ pre stanovenie štandardných tolerancií.
Jednotka tolerancie µm sa vypočíta podľa vzorcov:
pre veľkosti do 500 mm
pre veľkosti od 500 do 10 000 mm
kde je stredný priemer hriadeľa v mm.
Vo vyššie uvedených vzorcoch prvý termín zohľadňuje vplyv chýb spracovania a druhý - vplyv chýb merania a teplotných chýb.
Rozmery, aj keď majú rovnakú hodnotu, môžu mať rôzne požiadavky na presnosť. Závisí to od konštrukcie, účelu a prevádzkových podmienok dielu. Preto je predstavený koncept kvalitu .
kvalitu- charakteristika presnosti výroby dielu, určená súborom tolerancií zodpovedajúcich rovnakému stupňu presnosti pre všetky menovité veľkosti.
Tolerancia (T) pre kvalifikácie, s niektorými výnimkami, je stanovená vzorcom
kde a je počet tolerančných jednotiek;
i(I) - tolerančná jednotka.
Podľa systému ISO pre veľkosti od 1 do 500 mm, 19 kvalifikácií. Každá z nich je chápaná ako súbor tolerancií, ktoré zabezpečujú konštantnú relatívnu presnosť pre určitý rozsah menovitých veľkostí.
Tolerancie 19 kvalifikácií v zostupnom poradí presnosti sú zoradené: 01, 0, 1, 2, 3,..17 a podmienečne označujú IT01, IT0, IT1 ... IT17. tu sú to tolerancie otvoru a hriadeľa, čo znamená „tolerancia ISO“.
V rámci jednej kvality je „a“ konštantné, preto majú všetky menovité veľkosti v každej kvalite rovnaký stupeň presnosti. Avšak tolerancie v rovnakej kvalifikácii pre rôzne veľkosti sa však zmenia, pretože s nárastom veľkosti sa jednotka tolerancie zvyšuje, čo vyplýva z vyššie uvedených vzorcov. Pri prechode z kvalifikácií s vysokou presnosťou na kvalifikácie s vysokou presnosťou sa tolerancie zvyšujú v dôsledku zvýšenia počtu tolerančných jednotiek, preto sa v rôznych kvalifikáciách mení presnosť rovnakých menovitých rozmerov.
Zo všetkého vyššie uvedeného vyplýva, že:
Tolerančná jednotka závisí od veľkosti a nezávisí od účelu, pracovných podmienok a metód spracovania dielov, to znamená, že tolerančná jednotka vám umožňuje vyhodnotiť presnosť rôznych veľkostí a je všeobecným meradlom presnosti alebo tolerančnej stupnice rôznych kvalifikácie;
Tolerancie rovnakých veľkostí v rôznych kvalifikáciách sú rôzne, pretože závisia od počtu tolerančných jednotiek „a“, to znamená, že kvalifikácie určujú presnosť rovnakých menovitých veľkostí;
Rôzne spôsoby spracovania dielov majú určitú ekonomicky dosiahnuteľnú presnosť: „hrubé“ sústruženie umožňuje opracovávať diely s hrubými toleranciami; na spracovanie s veľmi malými toleranciami sa používa jemné brúsenie atď., preto kvalifikácia vlastne určuje technológiu spracovania dielov.
Rozsah kvalifikácií:
Kvality od 01 do 4 sa používajú pri výrobe blokov mierok, meradiel a počítadiel, častí meracích prístrojov a iných vysoko presných výrobkov;
Akosti od 5. do 12. sa používajú pri výrobe dielov, ktoré tvoria hlavne páry s inými dielmi rôznych typov;
Pre parametre dielov, ktoré netvoria páry a nemajú rozhodujúci vplyv na vlastnosti výrobkov, sa používajú kvality 13. až 18. Limitné odchýlky sú určené GOST 25346-89.
Konvenčné označenie tolerančných polí pre GOST 25347-82.
Symbol pre medzné odchýlky a pristátia
Limitné odchýlky lineárnych rozmerov sú na výkresoch označené podmieneným (písmenovým) označením tolerančných polí alebo číselnými hodnotami medzných odchýlok, ako aj písmenovým označením tolerančných polí so súčasným uvedením číselných hodnôt medzných odchýlok v zátvorkách na vpravo (obr. 5.6, a...c). Pristátia a maximálne odchýlky rozmerov častí znázornených na zostavenom výkrese sú označené zlomkom: v čitateli - písmenové označenie alebo číselná hodnota maximálnej odchýlky otvoru alebo písmenové označenie označujúce jeho číselnú hodnotu v zátvorke vpravo, v menovateli - obdobné označenie tolerančného poľa hriadeľa (obr. 5.6, d, e). Niekedy sa na označenie pristátia uvádzajú maximálne odchýlky iba jednej z protiľahlých častí (obr. 5.6, e).

Ryža. 5.6. Príklady označenia tolerančných polí a pristátí na výkresoch
V legende polí tolerancie je povinné uviesť číselné hodnoty limitných odchýlok v nasledujúcich prípadoch: pre veľkosti, ktoré nie sú zahrnuté v sérii normálnych lineárnych rozmerov, napríklad 41,5 H7 (+0,025) ; pri priraďovaní medzných odchýlok, dohovorov ktoré nie sú stanovené v GOST 25347-82, napríklad pre plastovú časť (obr. 5.6, g).
Limitné odchýlky by mali byť priradené všetkým rozmerom uvedeným na pracovných výkresoch, vrátane nezhodujúcich sa a nezodpovedných rozmerov. Ak nie sú priradené medzné odchýlky pre veľkosť, môžu vzniknúť dodatočné náklady (keď sa budú snažiť dosiahnuť väčšiu presnosť, ako je potrebné) alebo zvýšenie hmotnosti dielu a nadmerná spotreba kovu.
Pre povrch pozostávajúci z úsekov s rovnakou menovitou veľkosťou, ale rôznymi maximálnymi odchýlkami, je hranica medzi týmito úsekmi nakreslená tenkou plnou čiarou a menovitá veľkosť so zodpovedajúcimi maximálnymi odchýlkami je vyznačená pre každý úsek samostatne.
Presnosť hladkých prvkov kovových častí, ak odchýlky pre ne nie sú uvedené priamo za menovitými rozmermi, ale sú stanovené všeobecným záznamom, sú normalizované buď kvalifikáciou (od 12 do 17 pre veľkosti od 1 do 1 000 mm), označené IT alebo triedami presnosti (presná, stredná, drsná a veľmi drsná) stanovenými GOST 25670-83. Tolerancie pre triedy presnosti označujú t1, t2, t3 a t4 - respektíve pre triedy presnosti - jemné, stredné, drsné a veľmi drsné.
Nešpecifikované medzné odchýlky pre rozmery hriadeľov a otvorov možno priradiť ako jednostranné, tak aj symetrické; pre rozmery prvkov, ktoré nesúvisia s otvormi a hriadeľmi, sú priradené iba symetrické odchýlky. Jednostranné medzné odchýlky môžu byť priradené jednak kvalifikáciami (+ IT alebo -IT), ako aj triedami presnosti (± t / 2), ale je povolené aj kvalifikáciou (± T / 2). Kvalita 12 zodpovedá triede presnosti "presná", kvalita 14 - "stredná", kvalita 16 - "hrubá", kvalita 17 - "veľmi hrubá". Číselné hodnoty nešpecifikovaných medzných odchýlok sú uvedené v GOST 25670-83. Pre rozmery kovových dielov spracovávaných rezaním je výhodné priradiť bližšie nešpecifikované medzné odchýlky podľa kvality 14 alebo triedy presnosti „priemer“. Nešpecifikované maximálne odchýlky uzlov, polomerov zakrivenia a skosenia sú priradené podľa GOST 25670-83 v závislosti od kvality alebo triedy presnosti nešpecifikovaných maximálnych odchýlok lineárnych rozmerov.
Spojenie dielov (montážnych jednotiek) musí zabezpečiť presnosť ich polohy alebo pohybu, spoľahlivosť prevádzky a jednoduchosť opravy. V tomto ohľade môžu byť kladené rôzne požiadavky na návrh spojov. V niektorých prípadoch je potrebné získať pohyblivé spojenie s medzerou, v iných - pevné spojenie s presahom.
medzera S nazývajú rozdiel vo veľkostiach otvoru a hriadeľa, ak je veľkosť otvoru väčšia ako veľkosť hriadeľa, t.j. S= D- d.
rušenie N sa nazýva rozdiel vo veľkosti otvoru a hriadeľa, ak je veľkosť hriadeľa väčšia ako veľkosť otvoru. S podobným pomerom priemerov d A D predpätie možno považovať za negatívnu vôľu, t.j.
N= - S= - (D- d) = d- D , (12)
Medzery a pnutia sú zabezpečené nielen presnosťou rozmerov jednotlivých dielov, ale hlavne pomerom rozmerov lícovaných plôch - lícovania.
pristátie nazývame charakter spojenia častí, určený veľkosťou medzier alebo interferencií, ktoré z toho vyplývajú.
V závislosti od umiestnenia tolerančných polí sú otvory a pristávacia šachta rozdelené do troch skupín:
Pristátie s medzerou (poskytnite medzeru v spojení);
Rušivé pristátia (poskytujú rušenie v spojení);
Prechodné pristátia (umožňujú získať medzery aj napätia v kĺboch).
Pristátia s medzerou sa vyznačujú okrajovými medzerami - najväčšou a najmenšou. najväčší klírens Smax sa rovná rozdielu medzi najväčším limitom veľkosti otvoru a najmenším limitom veľkosti hriadeľa. Najmenšia vôľa Smin sa rovná rozdielu medzi najmenšou medznou veľkosťou otvoru a najväčšou medznou veľkosťou hriadeľa. Medzi podesty s vôľou patria aj pristátia, v ktorých sa spodná hranica tolerančného poľa otvoru zhoduje s hornou hranicou tolerančného poľa hriadeľa.
Aby sa vytvorilo lícované uloženie, musí byť priemer hriadeľa pred montážou nevyhnutne väčší ako priemer otvoru. V zmontovanom stave sú priemery oboch častí v zóne rozhrania vyrovnané. Najväčšia tesnosť Nmax rovná rozdielu medzi najväčšou medznou veľkosťou hriadeľa a najmenšou medznou veľkosťou otvoru. Minimálne predpätie Nmin sa rovná rozdielu medzi najmenšou medznou veľkosťou hriadeľa a najväčšou medznou veľkosťou otvoru.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Hraničné interferencie, ako aj medzné vôle, sa pohodlne vypočítavajú prostredníctvom medzných odchýlok:
![]()
![]() , (13)
, (13)
Prechodové pristátia. Hlavnou črtou prechodových pristátí je to, že v spojoch častí patriacich do rovnakých šarží je možné získať medzery alebo interferencie. Prechodné pristátia sa vyznačujú najväčšími medzerami a najväčším rušením.
Na základe výpočtov vyvodíme tieto závery:
Keďže záporné vôle sa rovnajú pozitívnym interferenciám a naopak, na určenie hodnôt pri prechode Smax A Nmax stačí vypočítať obidve medzné medzery alebo obidve medzné interferencie;
So správnym výpočtom Smin alebo Nmin sa nevyhnutne ukáže ako záporný a v absolútnych hodnotách sa bude rovnať, resp. Nmax alebo Smax.
tolerancia fit TP sa rovná súčtu tolerancií otvoru a hriadeľa. Pre pristátia s voľným priestorom sa tolerancia pristátia rovná tolerancii voľného priestoru alebo rozdielu medzi hraničnými vzdialenosťami:
TP =TS= Smax- Smin , (14)
Podobne je možné dokázať, že pre uloženia s presahom sa tolerancia uloženia rovná tolerancii interferencií alebo rozdielu interferencií:
TP =TN= Nmax- Nmin , (15)
3.1 Pasuje do systému otvorov a hriadeľového systému
Časť, v ktorej poloha tolerančného poľa nezávisí od typu uloženia, sa nazýva hlavná časť systému. Hlavným dielom je dielec, ktorého tolerančné pole je základom pre vytváranie lícovania ustanoveného v tomto systéme tolerancií a lícovaní.
Hlavné diera- otvor, ktorého spodná odchýlka sa rovná nule EI = 0. Pre hlavný otvor je horná odchýlka vždy kladná a rovná sa tolerancii ES = 0 = T; tolerančné pole sa nachádza nad nulovou čiarou a smeruje k zväčšeniu menovitej veľkosti.
Základné šachta- hriadeľ, ktorého horná odchýlka sa rovná nule es = 0. Na hlavnom hriadeli je Td = 0(ei) = tolerančné pole umiestnené pod nulovou čiarou a smeruje k zmenšovaniu menovitej veľkosti.
V závislosti od toho, ktorá z dvoch protiľahlých častí je hlavná, systémy tolerancie a lícovania zahŕňajú dva rady lícovania: lícovanie v systéme otvorov - rôzne medzery a vzájomné presahy sa získajú pripojením rôznych hriadeľov k hlavnému otvoru; pristátia v šachtovom systéme - napojením rôznych otvorov na hlavný hriadeľ sa získajú rôzne medzery a interferencie.
V systéme hriadeľa sú limity veľkosti otvorov pre každé uloženie odlišné a na spracovanie budú potrebné tri sady špeciálnych nástrojov. Podesty šachtového systému sa používajú pri spájaní viacerých dielov hladkou šachtou (čapom) pre rôzne podesty. Napríklad v prístrojovom vybavení sa presné osi malého priemeru (menej ako 3 mm) často vyrábajú z hladkých kalibrovaných tyčí.
Na získanie rôznych lícovaní v systéme otvorov je potrebných podstatne menej špeciálnych nástrojov na vytváranie otvorov. Z tohto dôvodu má tento systém prevládajúce uplatnenie v strojárstve.
Okrem toho
Meradlá pre hladké valcové časti. Meradlá sú hlavným prostriedkom na ovládanie častí. Používajú sa na manuálne ovládanie a sú široko používané pri automatickej kontrole dielov. Meradlá poskytujú vysokú spoľahlivosť ovládania.
Podľa účelu sa meradlá delia do dvoch hlavných skupín: pracovné meradlá - priechodné R-PR a nepriechodné - R-NOT; kontrolné meradlá - K-RP, K-NE a K-I.
Pracovné meradlá PR a NOT sú určené na kontrolu produktov v procese ich výroby. Tieto kalibre používajú pracovníci a inšpektori oddelenia kontroly kvality výrobcu.
Pracovné kalibre sa nazývajú obmedzujúce, pretože ich rozmery zodpovedajú obmedzujúcim rozmerom riadených častí. Limitné meradlá umožňujú určiť, či sú skutočné rozmery dielov v rámci tolerancie. Diel sa považuje za dobrý, ak prechádza priechodnou drážkou a neprechádza do nepriechodného priechodu.
Menovité rozmery kalibrov sú rozmery, ktoré by mali mať kalibre, ak by boli dokonale presne vyrobené. Za tejto podmienky sa menovitá veľkosť priechodnej konzoly bude rovnať najväčšiemu limitnému rozmeru hriadeľa a menovitá veľkosť nepriechodnej konzoly sa bude rovnať najmenšej limitnej veľkosti hriadeľa. Menovitá veľkosť priechodnej zátky sa bude rovnať najmenšej limitnej veľkosti otvoru a menovitá veľkosť neprechodovej zátky sa bude rovnať najväčšej limitnej veľkosti otvoru.
Požiadavky na kontrolu sú: byť vysoko produktívny; čas potrebný na kontrolučas potrebný na výrobu dielu by mal byť čo najkratší; kontrola musí byť spoľahlivá a ekonomicky životaschopná.
Ekonomická realizovateľnosť kontroly je daná cenou kontrolných nástrojov, odolnosťou meracích plôch proti opotrebovaniu a veľkosťou zúženia tabuľkového tolerančného poľa dielca.

Napríklad najväčšie zúženie tolerančného poľa sa dosiahne, keď sa skutočné rozmery kalibrov zhodujú s ich maximálnymi rozmermi umiestnenými vo vnútri tolerančného poľa dielu.
Tabuľková tolerancia zúžená kalibrami sa nazýva výrobná tolerancia. Tolerancia rozšírená vďaka kalibrom sa nazýva garantovaná. Čím menšia výrobná, tým drahšia je výroba dielov, najmä v presnejších kvalitách.
Limitné meradlá kontrolujú vhodnosť dielov s toleranciou IT6 predtým IT 17, najmä v hromadnej a veľkosériovej výrobe.
V súlade s Taylorovým princípom majú zástrčky a krúžky plné formy a dĺžky rovnajúce sa spojovacím dĺžkam a nechodiace meradlá majú často neúplný tvar: napríklad namiesto krúžkov sa používajú sponky, ako aj zátky, ktoré nemajú úplný tvar prierez a skrátené v axiálnom smere. Striktné dodržiavanie Taylorovho princípu je spojené s určitými praktickými nepríjemnosťami.
Kontrolné meradlá TO-A slúži na inštaláciu nastaviteľných meradiel-držiakov a ovládanie nenastaviteľných meradiel-držiakov, ktoré sú nepojazdné a slúžia na vyradenie z prevádzky z dôvodu opotrebovania priechodných pracovných konzol. Napriek malej tolerancii kontrolných meradiel stále skresľujú stanovené tolerančné polia pre výrobu a opotrebovanie pracovných meradiel, preto by sa, ak je to možné, nemali používať kontrolné meradlá. Je účelné najmä v malovýrobe nahradiť kontrolné meradlá meracími mierkami alebo použiť univerzálne meracie prístroje.
GOST 24853-81 pre hladké meradlá stanovuje nasledujúce výrobné tolerancie: H- pracovné meradlá (zátky) pre otvory (obr. 5.9, a) (Hs- rovnaké kalibre, ale s guľovými meracími plochami); H\ - meradlá (konzoly) pre hriadele (obr. 5.9, b); HP- kontrolné meradlá pre sponky.
Pre priechodové meradlá, ktoré sa opotrebujú počas procesu kontroly, je okrem výrobnej tolerancie poskytnutá tolerancia opotrebenia. Pre veľkosti do 500 mm meradlá opotrebovania PR s toleranciou až IT 8, vrátane, môže prekročiť tolerančné pole dielov o množstvo pri pre dopravné zápchy a y1 na sponky; pre meradlá PR s toleranciami od IT 9 až IT17 opotrebenie je obmedzené hranicou priechodu, t.j. y = 0 A y1=0. Treba poznamenať, že pole tolerancie opotrebovania odráža priemerné možné opotrebovanie kalibru.
Pre všetky tolerančné polia meradiel H (H s) a H1 posunuté vo vnútri tolerančného poľa výrobku o hodnotu z pre zásuvkové meradlá a z1 pre klipové meradlá.
Pri menovitých veľkostiach nad 180 mm sa tolerančné pole neprechádzajúceho kalibru posúva aj vo vnútri tolerančného poľa dielu o hodnotu a pre zástrčky a a] pre konzoly, čím sa vytvára takzvaná bezpečnostná zóna zavedená na kompenzáciu chyby. pri kontrole kalibrov, respektíve otvorov a hriadeľov. Tolerančné pole kalibrov NIE pre veľkosti do 180 mm symetricky a = 0 a l = 0.
Posun tolerančných polí kalibrov a hraníc opotrebenia ich prechádzajúcich strán vo vnútri tolerančného poľa dielu umožňuje eliminovať možnosť skreslenia charakteru pristátí a zabezpečiť, aby sa rozmery vhodných dielov získali v rámci zavedené tolerančné polia.
Podľa vzorcov GOST 24853-81 sa určujú výkonné rozmery kalibrov. Výkonné nazývajú limitné rozmery kalibru, podľa ktorých sa vyrába nový kaliber. Na určenie týchto rozmerov na výkrese sa v zátvorkách uvádza najmenšia medzná veľkosť s kladnou odchýlkou; pre korok a kontrolné meradlo - ich najväčší limit veľkosti so zápornou odchýlkou.
Pri označovaní kalibru menovitá veľkosť dielu, pre ktorý je kaliber určený, písmenové označenie tolerančného poľa produktu, číselné hodnoty maximálnych odchýlok produktu v milimetroch (na pracovných kalibroch), typ kalibru (napr. PR, NIE, K-A) A ochranná známka výrobca.
Záver
V dnešnej relácii sme sa venovali nasledujúcim témam:
Všeobecné informácie o zameniteľnosti.
Tolerancie a pristátia. Pojem kvality.
Výber systému pristátí, tolerancií a kvalifikácií.
Samostudijná úloha
(1 hodina na samoštúdium)
Kompletné poznámky z prednášok.
Získajte literatúru:
Hlavné
Dodatočné
1. Sergeev A.G., Latyshev M.V., Teregerya V.V. Normalizácia, metrológia, certifikácia. Návod. - M.: Logos, 2005. 560 s. (s. 355-383)
2. Výťahy I.M. Normalizácia, metrológia a certifikácia. Učebnica. 4. vyd. –M.: Yurayt. 2004. 335 s.
3. Obsluha zbraní chemického vojska a prostriedkov ochrany. Návod. VAHZ, drevotrieska. 1990. (Inv. 2095).
4. Kontrola kvality vývoja a výroby zbraní a vojenskej techniky. Upravil A.M. Smirnova. drevotrieska 2003. 274 s. (Inv. 3447).
Počas kurzu sa pripravte na:
1. Odpovedzte na otázky učiteľa.
Odovzdajte pracovné zošity s vypracovanými otázkami podľa zadania.
Literatúra
obrábanie zameniteľných dielov
1. Normalizácia, metrológia, certifikácia. Ed. Smirnová A.M. VU RHBZ, DSP, 2001. 322 s. (Inv. 3460).
2. Sergeev A.G., Latyshev M.V., Teregerya V.V. Normalizácia, metrológia, certifikácia. Návod. – M.: Logos, 2005. 560 s.
3. Technológia kovov. Učebnica. Ed. V.A. Bobrovského. -M. Vojenské vydavateľstvo. 1979, 300 strán.
K hlavnému
oddiel štvrtý
Tolerancie a pristátia.
Nástroj na meranie
Kapitola IX
Tolerancie a pristátia
1. Koncept zameniteľnosti častí
V moderných továrňach sa obrábacie stroje, automobily, traktory a iné stroje nevyrábajú v jednotkách, dokonca ani v desiatkach a stovkách, ale v tisícoch. Pri takomto rozsahu výroby je veľmi dôležité, aby každá časť stroja po zložení presne zapadla na svoje miesto bez akéhokoľvek dodatočného zámočníckeho lícovania. Rovnako dôležité je, aby každý diel vstupujúci do zostavy umožňoval jeho výmenu za iný s rovnakým účelom bez toho, aby došlo k poškodeniu chodu celého hotového stroja. Časti, ktoré spĺňajú tieto podmienky, sa nazývajú zameniteľné.
Zameniteľnosť dielov- to je vlastnosť dielov, aby zaujali svoje miesto v zostavách a výrobkoch bez akéhokoľvek predbežného výberu alebo úpravy a plnili svoje funkcie v súlade s predpísanými technickými podmienkami.
2. Párovanie dielov
Dve časti, navzájom pohyblivo alebo pevne spojené, sa nazývajú konjugovaný. Veľkosť, ktorou sú tieto časti spojené, sa nazýva zhodná veľkosť. Rozmery, pri ktorých nie je spojenie častí, sa nazývajú zadarmo veľkosti. Príkladom zodpovedajúcich rozmerov môže byť priemer hriadeľa a zodpovedajúci priemer otvoru v kladke; príkladom voľných rozmerov je vonkajší priemer kladky.
Aby sa dosiahla zameniteľnosť, musia sa presne vykonať zodpovedajúce rozmery dielov. Takéto spracovanie je však komplikované a nie vždy účelné. Technológia preto našla spôsob, ako získať vymeniteľné diely pri práci s približnou presnosťou. Táto metóda je pre rôzne podmienky Práca dielu stanovuje prípustné odchýlky jeho rozmerov, pri ktorých je stále možná bezchybná prevádzka dielu v stroji. Tieto odchýlky, vypočítané pre rôzne prevádzkové stavy dielu, sú zabudované v špecifickom systéme, ktorý je tzv systém povolení.
3. Pojem tolerancie
Špecifikácia rozmerov. Odhadovaná veľkosť dielu nalepená na výkrese, od ktorej sa merajú odchýlky, sa nazýva nominálna veľkosť. Menovité rozmery sú zvyčajne vyjadrené v celých milimetroch.
Veľkosť skutočne získanej časti pri spracovaní sa nazýva skutočná veľkosť.
Rozmery, medzi ktorými môže kolísať skutočná veľkosť dielu, sa nazývajú okrajové. Z nich väčšia veľkosť je tzv najväčší limit veľkosti a tým menším najmenší limit veľkosti.
odchýlka nazývaný rozdiel medzi maximálnymi a menovitými rozmermi dielu. Na výkrese sú odchýlky zvyčajne označené číselnými hodnotami pri menovitej veľkosti, pričom horná odchýlka je uvedená vyššie a dolná odchýlka nižšie.
Napríklad vo veľkosti je nominálna veľkosť 30 a odchýlky sú +0,15 a -0,1.
Rozdiel medzi najväčším limitom a menovitými veľkosťami sa nazýva horná odchýlka a rozdiel medzi najmenším limitom a menovitými veľkosťami - nižšia odchýlka. Napríklad veľkosť hriadeľa je . V tomto prípade bude maximálny limit veľkosti:
30 + 0,15 = 30,15 mm;
horná odchýlka bude
30,15 - 30,0 = 0,15 mm;
najmenší limit veľkosti by bol:
30 + 0,1 = 30,1 mm;
bude nižšia odchýlka
30,1 - 30,0 = 0,1 mm.
Povolenie na výrobu. Rozdiel medzi najväčšou a najmenšou hranicou je tzv vstupné. Napríklad pre veľkosť hriadeľa sa tolerancia bude rovnať rozdielu v limitných veľkostiach, t.j.
30,15 - 29,9 = 0,25 mm.
4. Vôle a tesnosť
Ak sa diel s otvorom nasadí na hriadeľ s priemerom, tj s priemerom za všetkých podmienok menším ako je priemer otvoru, potom nevyhnutne vznikne medzera v spojení hriadeľa s otvorom, ako je znázornené na obr. obr. 70. V tomto prípade je tzv mobilné, pretože hriadeľ sa bude môcť voľne otáčať v otvore. Ak je rozmer hriadeľa, t.j. vždy väčší ako veľkosť otvoru (obr. 71), tak pri spájaní bude potrebné hriadeľ do otvoru vtlačiť a následne dôjde k vypadnutiu spoja tesnosť


Na základe vyššie uvedeného možno vyvodiť nasledujúci záver:
medzera je rozdiel medzi skutočnými rozmermi otvoru a hriadeľa, keď je otvor väčší ako hriadeľ;
interferencia je rozdiel medzi skutočnými rozmermi hriadeľa a otvoru, keď je hriadeľ väčší ako otvor.
5. Lícovanie a triedy presnosti
Pristátia. Pristátia sú rozdelené na mobilné a pevné. Nižšie uvádzame najpoužívanejšie pristátia a ich skratky sú uvedené v zátvorkách.

Triedy presnosti. Z praxe je známe, že napríklad časti poľnohospodárskych a cestných strojov sa dajú vyrobiť menej presne bez poškodenia ich práce ako časti sústruhov, automobilov, atď. meracie prístroje. V tomto ohľade sa v strojárstve časti rôznych strojov vyrábajú v desiatich rôzne triedy presnosť. Päť z nich je presnejších: 1., 2., 2a, 3., Za; dve menej presné: 4. a 5.; ostatné tri sú hrubé: 7., 8. a 9..
Aby ste vedeli, v akej triede presnosti musí byť dielec vyrobený, na výkresoch je vedľa písmena označujúce zhodu uvedené číslo označujúce triedu presnosti. Napríklad C 4 znamená: posuvné uloženie 4. triedy presnosti; X 3 - bežecké pristátie 3. triedy presnosti; P - tesné lícovanie 2. triedy presnosti. Pre všetky pristátia 2. triedy nie je nastavené číslo 2, pretože táto trieda presnosti sa používa obzvlášť široko.
6. Systém otvorov a hriadeľový systém
Existujú dva systémy na umiestnenie tolerancií - systém otvorov a systém hriadeľa.
Systém otvorov (obr. 72) sa vyznačuje tým, že v ňom pre všetky pristátia rovnakého stupňa presnosti (rovnakej triedy), vztiahnuté na rovnaký menovitý priemer, má otvor konštantné medzné odchýlky, pričom rozmanitosť pristátia sa získa zmenou medznej výchylky hriadeľa.

Systém hriadeľa (obr. 73) sa vyznačuje tým, že v ňom pre všetky podesty rovnakého stupňa presnosti (rovnakej triedy), vztiahnuté na rovnaký menovitý priemer, má hriadeľ konštantné medzné odchýlky, pričom rozmanitosť pristátie v tomto systéme sa vykonáva pre zmenou medzných odchýlok otvoru.
Na výkresoch je systém otvorov označený písmenom A a systém hriadeľa písmenom B. Ak je otvor vyrobený podľa systému otvorov, potom je menovitá veľkosť označená písmenom A s číslom zodpovedajúcim trieda presnosti. Napríklad 30A 3 znamená, že otvor musí byť opracovaný podľa systému otvorov 3. triedy presnosti a 30A - podľa systému otvorov 2. triedy presnosti. Ak je otvor vyrobený podľa systému hriadeľa, potom sa označenie uloženia a zodpovedajúca trieda presnosti umiestnia na menovitú veľkosť. Napríklad otvor 30C 4 znamená, že otvor musí byť opracovaný s maximálnymi odchýlkami podľa systému hriadeľa, podľa posuvného uloženia 4. triedy presnosti. V prípade, že je hriadeľ vyrobený podľa systému hriadeľa, uvádzajú písmeno B a zodpovedajúcu triedu presnosti. Napríklad 30V 3 bude znamenať spracovanie hriadeľa podľa systému hriadeľa 3. triedy presnosti a 30V - podľa systému hriadeľa 2. triedy presnosti.
V strojárstve sa systém otvorov používa častejšie ako systém hriadeľov, pretože je to spojené s nižšími nákladmi na nástroje a vybavenie. Napríklad na spracovanie otvoru daného menovitého priemeru systémom otvorov pre všetky podesty jednej triedy je potrebný iba jeden výstružník a na meranie otvoru - jedna /limitná zátka a s hriadeľovým systémom pre každú podestu v rámci jednej triedy, je potrebný samostatný výstružník a samostatná koncová zátka.
7. Tabuľky odchýlok
Na určenie a priradenie tried presnosti, pristátí a tolerancií sa používajú špeciálne referenčné tabuľky. Keďže tolerancie sú zvyčajne veľmi malé hodnoty, aby sa nepísali nuly navyše, v tabuľkách tolerancií sú uvedené v tisícinách milimetra, tzv. mikrónov; jeden mikrón sa rovná 0,001 mm.
Ako príklad je uvedená tabuľka 2. triedy presnosti pre systém otvorov (tab. 7).
V prvom stĺpci tabuľky sú uvedené menovité priemery, v druhom stĺpci sú uvedené odchýlky otvorov v mikrónoch. Zvyšné stĺpce zobrazujú rôzne pristátia s príslušnými odchýlkami. Znamienko plus znamená, že odchýlka sa pripočíta k menovitej veľkosti a znamienko mínus znamená, že odchýlka sa odpočíta od menovitej veľkosti.
Ako príklad určíme uloženie strojčeka v systéme otvorov 2. triedy presnosti pre spojenie hriadeľa s otvorom s menovitým priemerom 70 mm.
Menovitý priemer 70 leží medzi veľkosťami 50-80, umiestnenými v prvom stĺpci tabuľky. 7. V druhom stĺpci nájdeme zodpovedajúce odchýlky otvoru. Preto bude najväčší limit veľkosti otvoru 70,030 mm a najmenší 70 mm, pretože spodná odchýlka je nulová.
V stĺpci „Pohyb pri pristátí“ oproti veľkosti od 50 do 80 je uvedená odchýlka hriadeľa. Preto je najväčšia limitná veľkosť hriadeľa 70-0,012 \u003d 69,988 mm a najmenšia limitná veľkosť je 70-0,032 \u003d 69,968 mm.
Tabuľka 7
Hraničné odchýlky otvoru a hriadeľa pre systém otvorov podľa 2. triedy presnosti
(podľa OST 1012). Rozmery v mikrónoch (1 mikrón = 0,001 mm)


testovacie otázky 1. Čo sa nazýva zameniteľnosť dielov v strojárstve?
2. Prečo sú priradené prípustné odchýlky rozmerov dielov?
3. Aké sú menovité, maximálne a skutočné rozmery?
4. Môže sa limitná veľkosť rovnať menovitej veľkosti?
5. Čo sa nazýva tolerancia a ako určiť toleranciu?
6. Čo sa nazýva horná a dolná odchýlka?
7. Čo sa nazýva uvoľnenie a rušenie? Prečo sú v spojení dvoch častí zabezpečené medzery a predpätia?
8. Aké sú pristátia a ako sú vyznačené na výkresoch?
9. Uveďte triedy presnosti.
10. Koľko pristátí má 2. trieda presnosti?
11. Aký je rozdiel medzi systémom otvorov a systémom hriadeľa?
12. Zmenia sa tolerancie otvorov pre rôzne uloženia v systéme otvorov?
13. Zmenia sa limitné odchýlky hriadeľa pre rôzne uloženia v systéme otvorov?
14. Prečo sa v strojárstve častejšie používa systém otvorov ako systém hriadeľov?
15. Ako sú na výkresoch umiestnené symboly pre odchýlky veľkosti otvorov, ak sú diely vyrobené v systéme otvorov?
16. V akých jednotkách sú uvedené odchýlky v tabuľkách?
17. Určite pomocou tabuľky. 7, odchýlky a tolerancie pre výrobu hriadeľa s menovitým priemerom 50 mm; 75 mm; 90 mm.
Kapitola X
Nástroj na meranie
Na meranie a kontrolu rozmerov dielov musí sústružník používať rôzne meracie nástroje. Na nie veľmi presné merania používajú meracie pravítka, posuvné meradlá a vnútorné meradlá a na presnejšie merania posuvné meradlá, mikrometre, meradlá atď.
1. Meracie pravítko. Posuvné meradlá. Nutrometer
Meradlo(obr. 74) slúži na meranie dĺžky častí a ríms na nich. Najbežnejšie oceľové pravítka sú dlhé od 150 do 300 mm s milimetrovým delením.

Dĺžka sa meria priamym priložením pravítka na obrobok. Začiatok dielikov alebo nulový zdvih sa spojí s jedným z koncov meranej časti a potom sa započíta zdvih, ktorý predstavuje druhý koniec časti.
Možná presnosť merania pomocou pravítka je 0,25-0,5 mm.

Posuvné meradlo (obr. 75, a) je najjednoduchší nástroj na hrubé meranie vonkajších rozmerov obrobkov. Strmeň sa skladá z dvoch zakrivených nôh, ktoré sedia na rovnakej osi a môžu sa okolo nej otáčať. Po roztiahnutí nožičiek strmeňa trochu viac ako je nameraná veľkosť, ľahkým poklepaním na meranú časť alebo nejaký pevný predmet ich posuniete tak, aby sa tesne dotýkali vonkajších plôch meranej časti. Spôsob prenosu veľkosti z meranej časti na meracie pravítko je znázornený na obr. 76.

Na obr. 75, 6 znázorňuje strmeň pružiny. Nastavuje sa na mieru skrutkou a maticou s jemným závitom.
Pružinový strmeň je o niečo pohodlnejší ako jednoduchý, pretože si zachováva nastavenú veľkosť.
Nutromer. Na hrubé merania vnútorných rozmerov sa používa vnútorný mierka znázornená na obr. 77, a, ako aj vnútorný meradlo pružiny (obr. 77, b). Zariadenie strmeňa je podobné zariadeniu strmeňa; podobné je meranie s týmito prístrojmi. Namiesto strmeňa môžete použiť strmeň, ktorý navíja nohy jednu po druhej, ako je znázornené na obr. 77, c.

Presnosť merania pomocou posuvných meradiel a vnútorných mierok možno zvýšiť na 0,25 mm.
2. Vernierovo posuvné meradlo s presnosťou čítania 0,1 mm
Presnosť merania pomocou meracieho pravítka, posuvných meradiel, vnútorného meradla, ako už bolo spomenuté, nepresahuje 0,25 mm. Presnejším nástrojom je posuvné meradlo (obr. 78), ktorým možno merať vonkajšie aj vnútorné rozmery obrobkov. Pri práci na sústruhu sa posuvné meradlo používa aj na meranie hĺbky vybrania alebo ramena.

Strmeň pozostáva z oceľovej tyče (pravítka) 5 s predelmi a špongiami 1, 2, 3 a 8. Špongie 1 a 2 sú súčasťou pravítka a špongie 8 a 3 sú súčasťou rámu 7, ktorý sa posúva pozdĺž pravítka. Pomocou skrutky 4 môžete rám pripevniť na pravítko v ľubovoľnej polohe.

Špongie 1 a 8 sa používajú na meranie vonkajších povrchov, špongie 2 a 3 sa používajú na meranie vnútorných povrchov a tyč 6 pripojená k rámu 7 sa používa na meranie hĺbky podrezania.
Na ráme 7 je stupnica s ťahmi na počítanie zlomkových milimetrov, tzv nonius. Nonius umožňuje meranie s presnosťou 0,1 mm (desatinný nónius) a v presnejších posuvných meradlách - s presnosťou 0,05 a 0,02 mm.
Zariadenie Nonius. Uvažujme, ako sa meria posuvné meradlo s presnosťou na 0,1 mm. Vernierová stupnica (obr. 79) je rozdelená na desať rovnakých častí a zaberá dĺžku rovnajúcu sa deviatim dielikom pravítka, čiže 9 mm. Preto je jeden dielik nonia 0,9 mm, t.j. je kratší ako každý dielik pravítka o 0,1 mm.
Ak tesne zatvoríte pery strmeňa, potom sa nulový zdvih nónia presne zhoduje s nulovým zdvihom pravítka. Zostávajúce ťahy nónia, okrem posledného, nebudú mať takú zhodu: prvý ťah vernierom nedosiahne prvý ťah pravítka o 0,1 mm; druhý zdvih nónia nedosiahne druhý zdvih pravítka o 0,2 mm; tretí ťah nónia nedosiahne tretí ťah pravítka o 0,3 mm atď. Desiaty ťah vernierom bude presne zodpovedať deviatemu ťahu pravítka.
Ak posuniete rám tak, aby sa prvý zdvih nónia (nepočítajúc nulu) zhodoval s prvým zdvihom pravítka, potom medzi čeľusťami strmeňa vznikne medzera 0,1 mm. Ak sa druhý zdvih verniera zhoduje s druhým zdvihom pravítka, medzera medzi čeľusťami bude už 0,2 mm, ak sa tretí zdvih verniera zhoduje s tretím zdvihom pravítka, bude medzera 0,3 mm, atď. Preto ťah nónia, ktorý sa presne zhoduje s ktorým - alebo s ťahom pravítka, ukazuje počet desatín milimetra.
Pri meraní pomocou posuvného meradla sa najprv spočíta celočíselný počet milimetrov, ktorý sa posúdi podľa polohy obsadenej nulovým zdvihom nónia a potom sa pozrie, pri ktorom zdvihu nónia sa zhoduje zdvih meracieho pravítka a určujú sa desatiny milimetra.
Na obr. 79, b je znázornená poloha nónia pri meraní dielca s priemerom 6,5 mm. V skutočnosti je nulový zdvih nónia medzi šiestym a siedmym ťahom meracieho pravítka, a preto je priemer dielu 6 mm plus údaj nónia. Ďalej vidíme, že piaty zdvih nónia sa zhodoval s jedným zo zdvihov pravítka, čo zodpovedá 0,5 mm, takže priemer dielu bude 6 + 0,5 = 6,5 mm.
3. Hĺbkomer
Na meranie hĺbky zárezov a drážok, ako aj na určenie správnej polohy líšt po dĺžke valčeka sa používa špeciálny nástroj, tzv. strmeňový hĺbkomer(obr. 80). Zariadenie strmeňa je podobné zariadeniu strmeňa. Pravítko 1 sa voľne pohybuje v ráme 2 a je v ňom upevnené požadovaná poloha pomocou skrutky 4. Pravítko 1 má milimetrovú stupnicu, na ktorej sa pomocou nonia 3, ktorý je na ráme 2, určí hĺbka podrezania alebo drážky, ako je znázornené na obr. 80. Odčítanie nónia sa vykonáva rovnakým spôsobom ako pri meraní posuvným meradlom.

4. Presné strmeň
Pre prácu vykonávanú s väčšou presnosťou, ako sa predtým uvažovalo, použite presnosť(t.j. presné) posuvné meradlá.
Na obr. 81 ukazuje presné strmeň z továrne. Voskov s meracím pravítkom dlhým 300 mm a noniusom.

Dĺžka nóniovej stupnice (obr. 82, a) sa rovná 49 dielikom meracieho pravítka, čo je 49 mm. Týchto 49 mm je presne rozdelených na 50 častí, z ktorých každá sa rovná 0,98 mm. Pretože jeden dielik meracieho pravítka je 1 mm a jeden dielik nónia je 0,98 mm, môžeme povedať, že každý dielik nónia je kratší ako dielik meracieho pravítka o 1,00-0,98 = = 0,02 mm. Táto hodnota 0,02 mm to znamená presnosť, ktoré môže poskytnúť verniér uvažovaného presné strmene pri meraní dielov.


Pri meraní presným posuvným meradlom je potrebné k počtu celých milimetrov, ktoré prešli nulovým zdvihom nónia, pripočítať toľko stotín milimetra, koľko je zdvih verniera, ktorý sa zhoduje so zdvihom nónia. meracie pravítko, ukáže. Napríklad (pozri obr. 82, b) nulový zdvih nónia prešiel 12 mm pozdĺž pravítka strmeňa a jeho 12. zdvih sa zhodoval s jedným zo zdvihov meracieho pravítka. Keďže zhoda 12. zdvihu nónia znamená 0,02 x 12 = 0,24 mm, nameraná veľkosť je 12,0 + 0,24 = 12,24 mm.
Na obr. 83 je zobrazené presné posuvné meradlo z továrne Kalibr s presnosťou čítania 0,05 mm.
Dĺžka nóniovej stupnice tohto strmeňa, rovná 39 mm, je rozdelená na 20 rovnakých častí, z ktorých každá sa považuje za päť. Preto proti piatemu ťahu nónu je číslo 25, proti desiatemu - 50 atď. Dĺžka každého dielika nónu je ![]()
Z obr. 83 vidno, že pri tesne zovretých čeľustiach strmeňa sa len nultý a posledný ťah verniera zhoduje s ťahom pravítka; zvyšné ťahy nónia nebudú mať takú náhodu.
Ak posuniete rám 3, kým sa prvý zdvih nónia nezhoduje s druhým zdvihom pravítka, potom medzi meracími plochami čeľustí strmeňa vznikne medzera rovnajúca sa 2-1,95 = 0,05 mm. Ak sa druhý zdvih nónia zhoduje so štvrtým zdvihom pravítka, medzera medzi meracími plochami čeľustí bude 4-2 X 1,95 = 4 - 3,9 = 0,1 mm. Ak sa tretí zdvih nónia zhoduje s nasledujúcim zdvihom pravítka, bude medzera už 0,15 mm.
Odčítanie na tomto strmene sa vykonáva podobne ako vyššie.
Presné strmeň (obr. 81 a 83) pozostáva z pravítka 1 s čeľusťami 6 a 7. Na pravítku sú nanesené delenia. Rám 3 s čeľusťami 5 a 8 sa môže pohybovať po pravítku 1. Na rám je priskrutkovaný Nonius 4. Pre hrubé merania sa rám 3 posúva po pravítku 1 a po upevnení skrutkou 9 sa vykoná odčítanie. Pre presné merania použite mikrometrický posuv rámu 3, ktorý sa skladá zo skrutky a matice 2 a svorky 10. Upnutie skrutky 10, otáčanie matice 2 posúva rám 3 pomocou mikrometrovej skrutky, kým sa špongia 8 alebo 5 v tesnom kontakte s meranou časťou, po ktorej sa vykoná odčítanie.
5. Mikrometer
Mikrometer (obr. 84) sa používa na presné meranie priemeru, dĺžky a hrúbky obrobku a dáva presnosť odčítania 0,01 mm. Meraná časť sa nachádza medzi pevnou pätkou 2 a mikrometrickou skrutkou (vretenom) 3. Otáčaním bubna 6 sa vreteno odoberá alebo približuje k pätke.

Aby vreteno pri otáčaní bubna príliš netlačilo na meraný diel, je tu bezpečnostná hlava 7 s račňou. Otáčaním hlavy 7 vysunieme vreteno 3 a pritlačíme diel k pätke 2. Keď je toto predpätie dostatočné, pri ďalšom otáčaní hlavy dôjde k preklzávaniu jej račne a ozve sa zvuk račne. Potom sa otáčanie hlavice zastaví, výsledný otvor mikrometra sa zafixuje otočením upínacieho krúžku (zátky) 4 a vykoná sa odčítanie.
Na vytváranie údajov na stopke 5, ktorá je s konzolou 1 mikrometer, sa používa stupnica s milimetrovými dielikmi delenými na polovicu. Bubon 6 má skosené skosenie, rozdelené po obvode na 50 rovnakých častí. Ťahy od 0 do 50 každých päť dielikov sú označené číslami. V nulovej polohe, t.j. keď sa pätka dostane do kontaktu s vretenom, nulový zdvih na skosení bubna 6 sa zhoduje s nulovým zdvihom na drieku 5.
Mechanizmus mikrometra je navrhnutý tak, že pri plnej otáčke bubna sa vreteno 3 posunie o 0,5 mm. Ak teda neotočíte bubon o celú otáčku, teda nie o 50 dielikov, ale o jeden dielik alebo časť otáčky, vreteno sa posunie o ![]() Toto je presnosť odčítania mikrometra. Pri počítaní sa najprv pozerajú na to, na koľko celých milimetrov alebo celých a pol milimetra sa bubon otvoril na stopke, potom sa k tomu pripočíta počet stotín milimetra, ktorý sa zhodoval s ryskou na stopke.
Toto je presnosť odčítania mikrometra. Pri počítaní sa najprv pozerajú na to, na koľko celých milimetrov alebo celých a pol milimetra sa bubon otvoril na stopke, potom sa k tomu pripočíta počet stotín milimetra, ktorý sa zhodoval s ryskou na stopke.
Na obr. 84 vpravo ukazuje veľkosť odobranú mikrometrom pri meraní dielu; musíte počítať. Bubon má otvorených 16 celých dielikov (polovica nie je otvorená) na stupnici stonky. Siedmy zdvih skosenia sa zhodoval s líniou drieku; teda budeme mať ďalších 0,07 mm. Úplná hodnota je 16 + 0,07 = 16,07 mm.
Na obr. 85 ukazuje niekoľko meraní mikrometrom.

Malo by sa pamätať na to, že mikrometer je presný prístroj, ktorý si vyžaduje starostlivé zaobchádzanie; preto, keď sa vreteno zľahka dotkne povrchu meraného dielu, už bubon neotáčajte a pre ďalší pohyb vretena otáčajte hlavou 7 (obr. 84), kým nezaznie zvuk rohatky.
6. Nutromery
Vnútorné meradlá (shtikhmasy) sa používajú na presné merania vnútorných rozmerov dielov. Existujú strmene konštantné a posuvné.

Trvalé alebo tvrdé, vnútorné meradlo (obr. 86) je kovová tyč s meracími koncami, ktoré majú guľový povrch. Vzdialenosť medzi nimi sa rovná priemeru meraného otvoru. Aby sa vylúčil vplyv tepla ruky držiacej strmeň na jeho skutočnú veľkosť, je strmeň vybavený držiakom (rúčkou).
Na meranie vnútorných rozmerov s presnosťou 0,01 mm sa používajú mikrometrické vnútorné meradlá. Ich prístroj je podobný prístroju mikrometra na vonkajšie merania.
Hlava vnútorného mikrometra (obr. 87) pozostáva z objímky 3 a bubna 4 spojeného s mikrometrovou skrutkou; stúpanie skrutiek 0,5 mm, zdvih 13 mm. V objímke je umiestnená zátka 2 a pätka / s meracou plochou. Pridržaním objímky a otáčaním bubna môžete zmeniť vzdialenosť medzi meracími plochami vnútorného meradla. Údaje sa robia ako mikrometer.

Limity merania hlavy shtihmas sú od 50 do 63 mm. Na meranie veľkých priemerov (do 1500 mm) sa predlžovacie káble 5 naskrutkujú na hlavu.
7. Nástroje na meranie limitov
Pri sériovej výrobe dielov podľa tolerancií nie je vhodné používať univerzálne meracie prístroje (kaliper, mikrometer, mikrometrický dieromer), nakoľko meranie týmito nástrojmi je pomerne zložitá a časovo náročná operácia. Ich presnosť je často nedostatočná a navyše výsledok merania závisí od zručnosti pracovníka.
Na kontrolu, či sú rozmery dielov v presne stanovených medziach, používajú špeciálny nástroj - limitné kalibre. Meradlá na kontrolu hriadeľov sa nazývajú konzoly a na kontrolu otvorov - dopravné zápchy.
Meranie s medznými zátvorkami. Dvojitý koncový držiak(obr. 88) má dva páry meracích líc. Vzdialenosť medzi lícami jednej strany sa rovná najmenšej limitnej veľkosti a druhá - najväčšej limitnej veľkosti časti. Ak teda meraný hriadeľ ide na väčšiu stranu konzoly, jeho veľkosť nepresahuje povolenú veľkosť, a ak nie, potom je jeho veľkosť príliš veľká. Ak hriadeľ prechádza aj na menšiu stranu konzoly, znamená to, že jej priemer je príliš malý, to znamená menší ako prípustný. Takýto hriadeľ je manželstvo.

Menšia strana ortézy je tzv nepriechodné(označené „NOT“), opačná strana s veľká veľkosť - kontrolný bod(označené ako „PR“). Hriadeľ sa považuje za vhodný, ak sa konzola, spustená na ňu priechodnou stranou, skĺzne pod vplyvom svojej hmotnosti (obr. 88) a neschodná strana ju nenájde na hriadeli.
Na meranie hriadeľov veľkého priemeru sa namiesto obojstranných konzol používajú jednostranné (obr. 89), v ktorých oba páry meracích plôch ležia za sebou. Predné meracie plochy takejto konzoly kontrolujú najväčší povolený priemer dielu a zadné - najmenšie. Tieto držiaky sú ľahšie a výrazne urýchľujú proces kontroly, pretože na meranie stačí držiak priložiť raz.

Na obr. zobrazené 90 nastaviteľná koncová konzola, v ktorom je pri nosení možné obnoviť správne rozmery preskupením meracích kolíkov. Okrem toho je možné takúto konzolu prispôsobiť daným rozmerom a tak, s malou sadou konzol, skontrolovať veľké množstvo veľkosti.

Pre zmenu na novú veľkosť uvoľnite zaisťovacie skrutky 1 na ľavej nohe, zodpovedajúcim spôsobom posuňte meracie kolíky 2 a 3 a skrutky 1 opäť utiahnite.
Sú rozšírené ploché medzné konzoly(obr. 91), vyrobený z oceľového plechu.

Meranie limitnej zástrčky. Valcová koncovka meracieho prístroja(Obr. 92) pozostáva zo zástrčky 1, zástrčky 3 a rukoväte 2. Zátka (“PR”) má priemer rovný najmenšej povolenej veľkosti otvoru a zátka (”NIE”) má najväčší priemer. Ak zátka „PR“ prejde, ale zátka „NOT“ neprejde, potom je priemer otvoru väčší ako najmenší limit a menší ako najväčší, t. j. leží v rámci povolených limitov. Priechodná zátka má väčšiu dĺžku ako nepriechodná.

Na obr. 93 je znázornené meranie otvoru s koncovou zátkou na sústruhu. Prechodová strana by mala ľahko prechádzať cez otvor. Ak sa do otvoru dostane aj nepriechodná strana, potom je diel odmietnutý.

Valcové zástrčkové meradlá pre väčšie priemery sú nepohodlné kvôli ich veľkej hmotnosti. V týchto prípadoch sa používajú dva ploché meracie prístroje (obr. 94), z ktorých jeden má veľkosť rovnú najväčšiemu a druhý najmenšej povolenej veľkosti. Strana priechodu má väčšiu šírku ako strana priechodu.

Na obr. 95 zobrazený nastaviteľná koncová zarážka. Dá sa nastaviť na niekoľko veľkostí rovnakým spôsobom ako nastaviteľná koncová konzola alebo obnoviť na správnu veľkosť pre opotrebované meracie plochy.

8. Hrúbkomery a indikátory
Reizmas. Na presnú kontrolu správnej inštalácie dielu do štvorčeľusťového skľučovadla, na štvorhran atď. hrúbka.
Pomocou hrúbkomeru je možné vyznačiť aj stredové otvory na koncoch dielca.
Najjednoduchší hrúbkomer je znázornený na obr. 96 a. Skladá sa z masívnej dlaždice s precízne opracovanou spodnou rovinou a tyčou, po ktorej sa pohybuje posúvač s ihlou.

Výškomer pokročilejšej konštrukcie je znázornený na obr. 96b. Ihlu 3 zahusťovača povrchu pomocou závesu 1 a svorky 4 možno špičkou priviesť na kontrolovaný povrch. Presné nastavenie sa vykonáva skrutkou 2.
Indikátor. Na kontrolu presnosti spracovania na kovoobrábacích strojoch, na kontrolu obrábanej časti na oválnosť, kužeľ, na kontrolu presnosti samotného stroja sa používa indikátor.
Indikátor (obr. 97) má kovové puzdro 6 v tvare hodiniek, ktoré obsahuje mechanizmus prístroja. Tyč 3 s vyčnievajúcim hrotom prechádza cez teleso indikátora, vždy pod vplyvom pružiny. Ak stlačíte tyč zdola nahor, bude sa pohybovať v axiálnom smere a súčasne otáčať šípkou 5, ktorá sa bude pohybovať po číselníku, ktorý má stupnicu 100 dielikov, z ktorých každý zodpovedá pohybu tyč o 1/100 mm. Keď sa tyč posunie o 1 mm, šípka 5 sa úplne otočí okolo číselníka. Šípka 4 sa používa na počítanie celých otáčok.

Počas meraní musí byť indikátor vždy pevne pripevnený k pôvodnej meracej ploche. Na obr. 97 a zobrazuje univerzálny stojan na montáž indikátora. Indikátor 6 pomocou tyčí 2 a 1 spojok 7 a 8 je upevnený na zvislej tyči 9. Tyč 9 je upevnená v drážke 11 hranola 12 pomocou ryhovanej matice 10.

Ak chcete zmerať odchýlku súčiastky od danej veľkosti, priložte k nej hrot indikátora, kým sa nedotkne meraného povrchu a všimnite si počiatočnú indikáciu šípok 5 a 4 (pozri obr. 97, b) na číselníku. Potom sa indikátor posunie vzhľadom na meraný povrch alebo meraný povrch vzhľadom na indikátor.
Odchýlka šípky 5 od jej počiatočnej polohy bude ukazovať veľkosť vydutia (žľabu) v stotinách milimetra a odchýlku šípky 4 v celých milimetroch.
Na obr. 98 ukazuje príklad použitia indikátora na kontrolu zhody stredov vreteníka a koníka sústruh. Pre presnejšiu kontrolu by mal byť medzi stredy nainštalovaný presný brúsny valec a indikátor v držiaku nástroja. Prisuňte tlačidlo indikátora na povrch valca vpravo a všimnite si indikáciu šípky indikátora, manuálne posuňte podperu s indikátorom pozdĺž valca. Rozdiel odchýlok indikačnej šípky v krajných polohách valčeka ukáže, o koľko sa má skriňa koníka posunúť v priečnom smere.
Indikátor je možné použiť aj na kontrolu koncového povrchu obrábaného dielu. Indikátor je upevnený v držiaku nástroja namiesto frézy a pohybuje sa spolu s držiakom nástroja v priečnom smere tak, aby sa tlačidlo indikátora dotýkalo kontrolovaného povrchu. Odchýlka ručičky indikátora ukáže veľkosť hádzania koncovej roviny.
testovacie otázky 1. Z akých častí sa skladá posuvné meradlo s presnosťou 0,1 mm?
2. Ako funguje posuvné meradlo s presnosťou 0,1 mm?
3. Nastavte rozmery na strmene: 25,6 mm; 30,8 mm; 45,9 mm.
4. Koľko dielikov má presný nóniový strmeň s presnosťou 0,05 mm? To isté, s presnosťou 0,02 mm? Aká je dĺžka jedného delenia nónia? Ako čítať vernierove hodnoty?
5. Súprava s presnými rozmermi strmeňa: 35,75 mm; 50,05 mm; 60,55 mm; 75 mm.
6. Z akých častí sa skladá mikrometer?
7. Aké je stúpanie mikrometrovej skrutky?
8. Ako sa meria mikrometer?
9. Nastavte rozmery mikrometra: 15,45 mm; 30,5 mm; 50,55 mm.
10. V akých prípadoch sa používajú vnútorné meradlá?
11. Na čo slúžia limitné kalibre?
12. Na čo slúžia prechodové a neprejazdné strany medzných meradiel?
13. Aké návrhy limitných zátvoriek poznáte?
14. Ako skontrolovať správnu veľkosť dorazu? Obmedziť ortézu?
15. Na čo slúži indikátor? Ako sa to používa?
16. Ako funguje hrúbkomer a na čo sa používa?



