При сборке 2-х деталей, входящих одна в другую, различают охватываемые и охватывающие поверхности, смысл которых ясен по названию.
Охватывающую поверхность называют отверстием , охватываемую - валом .
Например, внутренняя цилиндрическая поверхность втулки и поверхность шпоночного паза – охватывающие поверхности, отверстия; наружная цилиндрическая поверхность втулки и поверхность шпонки – охватываемые поверхности, валы.
Разность между размерами охватывающей и охватываемой поверхностями (между размерами отверстия и вала) определяет характер соединения деталей или посадку , т.е. большую или меньшую степень подвижности деталей или степень прочности соединений (для неподвижных соединений).
Если размер отверстия D больше размера вала d, то положительная разность между ними, характеризующая степень подвижности (свободы относительного перемещения) называется зазором S:
S = D – d; D d; S0. (3.8)
Если размер вала d больше размера отверстия D, то положительная разность между ними, характеризующая степень прочности соединения, называется натягом N:
N = d – D; d D; N0. (3.9)
Натяг (при необходимости) можно выразить как отрицательный зазор и наоборот:
S= -N;N= -S. (3.10)
Номинальный размер – основной расчетный размер, округленный до стандартного. Номинальные размеры отверстия и вала в посадке проставляются на чертеже и от него отсчитываются отклонения, которые приведены в таблице стандартов по допускам.
Номинальные размеры (при округлении после расчета на прочность, жесткость, устойчивость...) выбираются по ГОСТ 6636-69 * “Нормальные линейные размеры”. Использование только стандартных линейных размеров приводит к уменьшению типоразмеров заготовок, режущих, мерительных инструментов и удешевлению производства.
По ГОСТу предусмотрен
диапазон размеров от 0,001 до 20000 мм,
построенных на базе предпочтительных
чисел. Установлено четыре ряда размеров,
возрастающих по геометрической прогрессии
со знаменательными =;
 ;
;
 ;
;
 .
Ряды обозначаются Ra5, Ra10, Ra20, Ra40. Наибольшее
число размеров в последнем ряду,
наименьшее – в первом. При выборе
номиналов каждый предыдущий ряд надо
предпочитать последующему.
.
Ряды обозначаются Ra5, Ra10, Ra20, Ra40. Наибольшее
число размеров в последнем ряду,
наименьшее – в первом. При выборе
номиналов каждый предыдущий ряд надо
предпочитать последующему.
Действительным размером называется размер, полученный в результате измерения с допустимой погрешностью.
Размеры между которыми должен находиться (или быть равным) действительный размер годных деталей в партии называются предельными – соответственно наибольший предельный D max , d max и наименьший предельный D min , d min .
Для упрощения на чертежах и в таблицах ставят вместо предельных размеров соответствующие предельные отклонения – верхнее и нижнее.
Верхнее отклонение (ES, es) – алгебраическая разность между наибольшим предельным размером и номинальным размером соединения.
ES = D max - d н с; (3.11)
еs = d max - d н с, (3.12)
где d н с – номинальный диаметр соединения.
Нижнее отклонение (EI, ei) – алгебраическая разность между наименьшим предельным размером и номинальным размером соединения:
EI = D min - d н с; (3.13)
ei = d min - d н с. (3.14)
Отклонения могут быть положительными, отрицательными или равными нулю.
Допуском размера Т называется разность между предельными размерами:
Т D = D max - D min ; (3.15)
Т d = d max - d min . (3.16)
Допуск – величина всегда положительная, поэтому он указывается в документах без знака.
Подставляя в выражения (3.15) и (3.16) значения предельных размеров, выраженные через отклонения и номинал, определим:
Т D = (ES + d н с) - (EI + d н с) = ES – EI; (3.17)
Т d = (еs+ d н с) – (ei + d н с) = еs - ei. (3.18)
Допуск равен разности предельных отклонений (со своим знаком!).
Допуск характеризует точность размера. Чем меньше допуск, тем выше точность, меньше возможный диапазон изменения размеров в партии и наоборот. Величина допуска влияет на эксплуатационные свойства соединения и изделия, а также на трудоемкость изготовления и себестоимость детали. Изготовление деталей с меньшим допуском требует применения более точного оборудования, точных средств измерения, приспособлений, соответствующих режимов обработки, что удорожает изделие.
При сборке деталей (например, вал соединяют с втулкой), изготовленных в пределах допуска, в зависимости от случайных сочетаний размеров отверстий и валов могут быть получены различные посадки. Их обычно разделяют на посадки с зазором (S), натягом (N), переходные (N-S).
Посадкой с зазором называют посадку, при которой во всех соединениях на сборке обеспечиваются зазоры. Аналогично определяютсяпосадки с натягом .
Переходной называется посадка, при которой у некоторой части соединений на сборке получаются зазоры, а у остальных – натяги.
Каждая посадка характеризуется предельными (наибольшими, наименьшими) зазорами или натягами, значение которых определяется предельными размерами деталей.
Наименьший зазор S min в соединении образуется, если в отверстие с размером D min будет установлен вал с размером d max:
S min =D min -d max (3.19)
S min = (EI + d н с) – (еs+ d н с) = EI – еs. (3.20)
Наибольший зазор S max в соединении получится, если в отверстие с наибольшим предельным размером D max будет установлен вал с наименьшим предельным размером d min:
S max =D max -d min (3.21)
S max = (ES + d н с) - (ei + d н с) = ЕS - ei. (3.22)
Аналогично,
N min = d min - D max = ei – ES = - S max ; (3.23)
N max = d max - D min = еS – EI = - S min . (3.24)
Средний зазор или натяг равен:
S c (N c)
=  .
(3.25)
.
(3.25)
Диапазон изменения зазора или натяга определяет допуск зазора, натяга или посадки (Т S , T N).
Допуск посадки (Т S , T N) – разность между предельными зазорами или натягами:
Т S = (T N) = S max (N max) - S min (N min). (3.26)
В это выражение вместо S max , S min подставим их значения по (3.20), (3.22):
T S = (ES – ei) – (EI – es) = (ES – EI) + (es – ei) = T D + T d . (3.27)
Таким образом, допуск посадки равен сумме допусков отверстия и вала.
Аналогично,
T N = N max – N min = T D + T d . (3.28)
Представим себе, что имеется партия втулок и валов, которые необходимо собрать. В этой партии втулок с наибольшими размерами D max будет очень мало (например, 1 из 100 штук), аналогично – в партии валов с наименьшими размерами d min будет также мало (например, 1 из 100). Естественно предположить, что сборщик, без подбора выбирая детали и собирая соединения, вряд ли одновременно возьмет детали с размерами D max и d min (вероятность этого события для нашего примера 1/1001/100 = 1/10 4). Вероятность такого события очень мала, поэтому на сборке практически не будет соединений с зазором, равном S max . По тем же причинам на сборке практически не будет соединений с зазором, равном S max .
Для того, чтобы
определить величины наибольших  и
наименьших
и
наименьших  (вероятностных)
зазоров, получающихся на сборке, подойдем
к этой инженерной задаче с позиций
теории вероятностей.
(вероятностных)
зазоров, получающихся на сборке, подойдем
к этой инженерной задаче с позиций
теории вероятностей.
Предполагаем, что распределение размеров деталей следует нормальному закону и допуск на изготовление равен размаху размеров при изготовлении, т.е. Т = 6. Предполагаем также, что подбора деталей при сборке не производят (сборка случайна).
Известно, что композиция (объединение) двух нормальных законов также дает нормальный закон. Следовательно, распределение значений зазоров (натягов) следует нормальному закону.
Из курса теории вероятности известно, что математическое ожидание суммы случайных величин равно сумме их математических ожиданий. Действительные размеры деталей являются случайными величинами, математические ожидания которых будут близки к средним размерам в партии.
Математическое ожидание суммы случайных размеров есть математическое ожидание зазора:
М S = M D + M -d . (3.29)
S c = D c - d c , (3.30)
где S c , D c , d c – средние значения зазора, размеров отверстия и вала.
Дисперсия суммы независимых случайных величин равна сумме их дисперсий. Дисперсия D есть среднее квадратическое отклонение в квадрате:
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
Тогда, принимая T = 6, получим:
Т S
=  .
(3.33)
.
(3.33)
С вероятностью Р = 0,9973 значения действительных зазоров будут находиться в пределах:
Тогда наибольший вероятностный зазор будет равен:
 ,
(3.35)
,
(3.35)
а наименьший вероятностный зазор:
 .
(3.36)
.
(3.36)
Выражения (3.35) и (3.36) приблизительны (ранее было оговорены условия их получения). Более точно эти значения будут определены в разделе “Размерные цепи”.
Для упрощения расчетов допусков и посадок используют схемы расположения полей допусков. Построения на них проводят относительно линии номинала, обозначенной 0 – 0. Линии предельных и номинального размеров отложены от одной границы.
Следовательно, линии размеров, больших номинального, будут расположены выше линии 0 – 0, а линии размеров, меньших номинального – ниже.
Вверх от линии 0 – 0 в выбранном масштабе показывают положительные отклонения, вниз – отрицательные. Две линии предельных размеров или предельных отклонений отверстия и вала образуют два поля допуска, которые обозначают в виде прямоугольников (по длине масштаб прямоугольника произволен). Полем допуска называется зона изменения размеров, заключенная между линиями верхнего и нижнего отклонений (или соответствующих размеров). Поле допуска – понятие более широкое, чем допуск. Оно характеризуется не только значением допуска, но и расположением его относительно номинала. Различные (по расположению) поля допусков могут иметь один и тот же допуск.
В посадках с зазором поле допуска отверстия расположено выше поля допуска вала, в посадках с натягом поле допуска отверстия должно располагаться ниже поля допуска вала. В переходных посадках поля допусков должны перекрываться.
Основные термины и определения
Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
Термины приведены согласно ГОСТ 25346-89 "Основные нормы взаимозаменяемости. Единая система допусков и посадок".
Вал
- термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы;
Отверстие
- термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы;
Основной вал
- вал, верхнее отклонение которого равно нулю;
Основное отверстие
- отверстие, нижнее отклонение которого равно нулю;
Размер
- числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения;
Действительный размер
- размер элемента,установленный измерением с допускаемой точностью;
Номинальный размер
- размер, относительно которого определяются отклонения;
Отклонение
- алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером;
Квалитет
- совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров;
Посадка
- характер соединения двух деталей, определяемый разностью их размеров до сборки.
Зазор
- это разность между размерами отверстия и вала до сборки, если отверстие больше размера вала;
Натяг
- разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия;
Допуск посадки
- сумма допусков отверстия и вала, составляющих соединение;
Допуск Т
- разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями;
Стандартный допуск IT
- любой из допусков, устанавливаемых данной системой допусков и посадок;
Поле допуска
- поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера;
Посадка с зазором
- посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему;
Посадка с натягом
- посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему;
Переходная посадка
- посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала;
Посадки в системе отверстия
- посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия;
Посадки в системе вала
- посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
Поля допусков и соответствующие им предельные отклонения установлены различными диапазонами номинальных размеров:
до 1 мм
- ГОСТ 25347-82;
от 1 до 500 мм
- ГОСТ 25347-82;
свыше 500 до 3150 мм
- ГОСТ 25347-82;
свыше 3150 до 10.000 мм
- ГОСТ 25348-82.
ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, ... 18). Квалитеты от 01 до 5 предназначены
преимущественно для калибров.
Допуски и предельные отклонения, установленные в стандарте, относятся к размерам деталей при температуре +20 o C.
Установлено 27
основных отклонений валов и 27
основных отклонений отверстий.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов
– строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500
мм приведена ниже. Затемненная область относится к отверстиям. Схема показана в сокращении.

Назначение посадок.
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В
основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании
некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором . Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку H7/h6 применяют:
Для сменных зубчатых колес в станках;
- в соединениях с короткими рабочими ходами, например для
хвостовиков пружинных клапанов в направляющих втулках (применима также посадка
H7/g6);
- для соединения деталей, которые должны легко
передвигаться при затяжке;
- для точного направления при
возвратно-поступательных перемещениях (поршневой шток в направляющих втулках
насосов высокого давления);
- для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4 .
Посадку Н7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей; центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направлениятолкателей в двигателях внутреннего сгорания. Более точную посадку этого типа - H6/f6 - используют для точных подшипников, распределителей гидравлических передач легковых автомобилей.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадки H8/d9, H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа -H7/d8, H8/d8 - применяют для крупных подшипников при высокой частоте вращения.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
Для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
- посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок,
установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге - прочность деталей.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски несопрягаемых размеров.
Для несопрягаемых размеров допуски назначают в
зависимости от функциональных требований. Поля допусков обычно располагают:
- в "плюс" для отверстий (обозначают буквой Н и номером квалитета, например НЗ, Н9, Н14);
- в "минус" для валов (обозначают буквой h и номером квалитета, например h3, h9, h14);
- симметрично относительно нулевой линии ("плюс - минус половину допуска" обозначают, например, ±IT3/2, ±IT9/2, ±IT14/2).
Симметричные поля допусков для отверстий могут быть обозначены буквами JS (например, JS3, JS9, JS14), а для валов - буквами js (например, js3, js9, js14).
Допуски по 12-18 -му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
При размерах от 1 до 500 мм

Предпочтительные посадки помещены в рамку.



Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Похожие документы:
Таблицы Допусков углов
ГОСТ 25346-89 "Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений"
ГОСТ 8908-81 "Основные нормы взаимозаменяемости. Нормальные углы и допуски углов"
ГОСТ 24642-81 "Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения"
ГОСТ 24643-81 "Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения"
ГОСТ 2.308-79 "Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей"
ГОСТ 14140-81 "Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей"
Допуском размера – называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями /2/.
Допуск обозначают буквой «Т» (от лат. тolerance – допуск):
TD = D max – Dmin = ES – EI – допуск размера отверстия;
Td = dmax - dmin = es – ei – допуск размера вала.
Для рассмотренных ранее примеров 1 – 6 (раздел 1.1) допуски размеров определяются следующим образом:
1) Td = 24,015 – 24,002 = 0,015 – 0,002 = 0,013 мм;
2) Td = 39,975 – 39,950 = (-0,025) – (-0,050) = 0,025 мм;
3) TD = 32,007 – 31,982 = 0,007 – (-0,018) = 0,025 мм;
4) TD = 12,027 – 12 = 0,027 – 0 = 0,027 мм;
5) Td = 78 – 77,954 = 0 – (- 0,046) = 0,046 мм;
6) Td = 100,5 – 99,5 = 0,5 – (- 0,5) = 1 мм.
Допуск – величина всегда положительная . Допуск характеризует точность изготовления детали. Чем меньше допуск, тем труднее обрабатывать деталь, так как повышаются требования к точности станка, инструмента, приспособлений, квалификации рабочего. Неоправданно большие допуски снижают надежность и качество работы изделия.
В некоторых соединениях при различных сочетаниях предельных размеров отверстия и вала могут возникать зазоры или натяги. Характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов, называется посадкой . Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению /1/.
Различают три группы посадок:
1) с гарантированным зазором;
2) переходные;
3) с гарантированным натягом.
Если размеры отверстия больше размеров вала, то в соединении возникает зазор.
Зазор – это положительная разность между размерами отверстия и вала /1/:
S = D – d 0 – зазор;
Smax = Dmax – dmin – наибольший зазор,
Smin = Dmin – dmax – наименьший зазор.
Если до сборки размеры вала больше размеров отверстия, то в соединении возникает натяг. Натяг – это положительная разность между размерами вала и отверстия /1/:
N = d – D 0 – натяг,
Nmax = dmax – Dmin – наибольший натяг;
Nmin = dmin – Dmax – наименьший натяг.
Посадки, в которых есть вероятность возникновения зазора или натяга, называют переходными.
Допуск посадки – это допуск зазора для посадок с гарантированным зазором (определяется, как разность между наибольшим и наименьшим зазорами) или допуск натяга для посадок с гарантированным натягом (определяется, как разность между наибольшим и наименьшим натягами). В переходных посадках допуск посадки – это допуск зазора или натяга /1/.
Обозначение допуска посадки:
TS = Smax – Smin – допуск посадки для посадок с гарантированным зазором.
TN = Nmax – Nmin – допуск посадки для посадок с гарантированным натягом.
T(S,N)=Smax + Nmax – допуск посадки для переходных посадок.
Для любой группы посадок допуск посадки можно определить по формуле
Лекция
Тема № 5 Допуски и посадки
Введение
В процессе разработки изделия (машины, агрегата, узла) необходимо исходить из заданного уровня стандартизации и унификации, который определяется коэффициентами применяемости, повторяемости и межпроектной унификации. С повышением значений этих коэффициентов повышается экономическая эффективность разрабатываемого изделия в процессе его производства и эксплуатации. Для повышения уровня стандартизации и унификации необходимо, уже на стадии при проектирования изделия, использовать большее число составных частей, выпускаемых промышленностью, и стремиться к разумному ограничению разработки оригинальных составных частей. При этом, основным вопросом в процессе разработки является точность взаимозаменяемых деталей, узлов и комплектующих изделий, прежде всего по геометрическим параметрам.
Взаимозаменяемость деталей, узлов и агрегатов позволяет осуществить агрегатирование, как один из методов стандартизации, организовать поставку запасных частей, облегчить ремонт, особенно в сложных условиях, сведя его к простой замене изношенных частей.
Взаимозаменяемость - свойство независимо изготовленных деталей занимать свое место в сборочной единице без дополнительной механической или ручной обработки при сборке, обеспечивая при этом нормальную работу собираемых изделий (узлов, механизмов).
Из самого определения взаимозаменяемости следует, что она является предпосылкой расчленения производства, т.е. независимого изготовления деталей, узлов, агрегатов, которые в последующем собираются последовательно в сборочные единицы, а сборочные единицы - в общую систему (механизм, машину, прибор). Сборку можно вести двумя способами: с подгонкой и без подгонки собираемых деталей или сборочных единиц. Сборку без подгонки применяют в массовом и поточном производствах, а с подгонкой - в единичном и мелкосерийном. При сборке без подгонки детали должны быть изготовлены с необходимой точностью. Однако взаимозаменяемость не обеспечивается одной только точностью геометрических параметров. Необходимо, чтобы материал, долговечность деталей, сборочных единиц и комплектующих изделий был согласован с назначением и условиями работы конечного изделия. Такая взаимозаменяемость называется функциональной , а взаимозаменяемость по геометрическим параметрам является частным видом функциональной взаимозаменяемости.
Взаимозаменяемость бывает полная и неполная, внешняя и внутренняя.
Полная взаимозаменяемость позволяет получить заданные показатели качества без дополнительных операций в процессе сборки.
При неполной взаимозаменяемости во время сборки сборочных единиц и конечных изделий допускаются операции, связанные с подбором и регулировкой некоторых деталей и сборочных единиц. Она позволяет получать заданные технические и эксплуатационные показатели готовой продукции при меньшей точности деталей. При этом, функциональная взаимозаменяемость должна быть только полной, а геометрическая - как полной, так и неполной.
Внешняя взаимозаменяемость - это взаимозаменяемость узлов и комплектующих изделий по эксплуатационным параметрам и присоединительным размерам. Например, замена электродвигателя. Его эксплуатационными параметрами будут - мощность, частота вращения, напряжение, ток; к присоединительным размерам относятся диаметры, число и расположение отверстий в лапах электродвигателя и др.
Внутренняя взаимозаменяемость обеспечивается точностью параметров, которые необходимы для сборки деталей в узлы, а узлов в механизмы. Например, взаимозаменяемость шарикоподшипников или роликов подшипников качения, узлов ведущего и ведомого валов коробки передач и т.д.
Принципы взаимозаменяемости распространяются на детали, сборочные единицы, комплектующие изделия и конечную продукцию.
Взаимозаменяемость обеспечивается точностью параметров изделий, в частности - размерами. Однако, в процессе изготовления неизбежно возникают погрешности Х, численные значения которых находят по формуле
где Х - заданное значение размера (параметра);
Хi - действительное значение этого же параметра.
Погрешности подразделяются на систематические, случайные и грубые (промахи).
Влияние случайных погрешностей на точность измерения можно оценивать методами теории вероятностей и математической статистики. Многочисленными опытами доказано, что распределение случайных погрешностей чаще всего подчиняется закону нормального распределения, который характеризуется кривой Гаусса (рисунок 1).
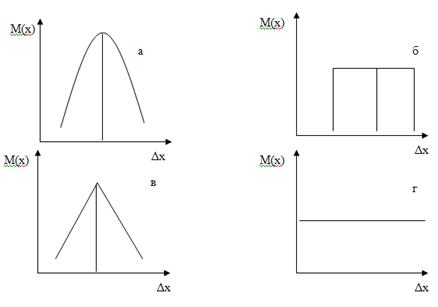
Рисунок 1 - Законы распределения случайных погрешностей
а - нормальный; б – Максвелла; в – треугольника (Симпсона); г - равновероятностный.
Максимальная ордината кривой соответствует среднему значению данного размера (при неограниченном числе измерений называется математическим ожиданием и обозначается М(Х).
По оси абсцисс откладывают случайные
погрешности или отклонения от . Отрезки, параллельные оси ординат, выражают
вероятность появления случайных погрешностей соответствующей величины. Кривая Гаусса
симметрична относительно максимальной ординаты. Поэтому отклонения от одинаковой абсолютной величины, но разных
знаков одинаково возможны. Форма кривой показывает,
что малые отклонения (по абсолютному значению) появляются значительно чаще, чем
большие, а появление весьма больших отклонений практически маловероятно. Поэтому
допустимые погрешности ограничиваются некоторыми предельными значениями (V - практическое поле рассеяния случайных
погрешностей, равное разности между наибольшими и наименьшими измеренными размерами
в партии деталей). Значение определяют из условия достаточной точности
при оптимальных затратах на изготовление изделий. При регламентированном поле рассеяния
за пределы может выходить не более чем 2,7 % случайных
погрешностей. Это значит, что из 100 обработанных деталей может оказаться не более
трех бракованных. Дальнейшее уменьшение процента появления бракованных изделий в
технико-экономическом отношении не всегда целесообразно, т.к. приводит к чрезмерному
увеличению практического поля рассеяния, а, следовательно, увеличению допусков и
снижению точности изделий. Форма кривой зависит от методов обработки и измерения
изделий; точные методы дают кривую 1, имеющую поле рассеяния V1; методом
высокой точности соответствует кривая 2, для которой V2
В зависимости от принятого технологического процесса, объема производства и других обстоятельств, случайные погрешности могут распределяться не по закону Гаусса, а по равновероятностному закону (рис.1б), по закону треугольника (рис.1в), по закону Максвелла (рис.1г) и др. Центр группирования случайных погрешностей может совпадать с координатой среднего размера (рис.1а) или смещаться относительно ее (рис.1г).
Нельзя полностью устранить влияние причин, вызывающих погрешности обработки и измерения, можно лишь уменьшить погрешность, применяя более совершенные технологические процессы обработки. Точность размера (любого параметра) называют степень приближения действительного размера к заданному, т.е. точность размера определяется погрешностью. С уменьшением погрешности точность увеличивается и наоборот.
На практике взаимозаменяемость обеспечивается ограничением погрешностей. С уменьшением погрешностей действительные значения параметров, в частности размеров, приближаются к заданным. При небольших погрешностях действительные размеры так мало отличатся от заданных, что их погрешность не ухудшает работоспособность изделий.
2.Допуски и посадки. Понятие о квалитете
Основные термины и определения установлены ГОСТ 25346, ГОСТ 25347, ГОСТ 25348 устанавливают допуски и посадки для размеров менее 1 мм, до 500 мм, свыше 500 до 3150 мм.
Вывод формул (7) и (8) производится из следующих соображений. Как следует из формул (2) и (3) наибольший и наименьший предельные размеры равны суммам номинального размера и соответствующего предельного отклонения:
![]() (9)
(9)
![]() (10)
(10)
Подставив в формулу (5) значения предельных размеров из формулы
Сократив подобные члены, получим формулу (7). Аналогично выводится формула (8).

Рисунок - Поля допусков отверстия и вала при посадке с зазором (отклонения отверстия положительные, отклонения вала отрицательные)
Допуск всегда является положительной величиной независимо от способа его вычисления.
ПРИМЕР. Вычислить допуск по предельным размерам и отклонениям. Дано: = 20,010 мм; = 19,989 мм; = 10 мкм; = -11 мкм.
1). Вычисляем допуск через предельные размеры по формуле (6):
Td = 20,010 - 19,989 = 0,021 мм
2). Вычисляем допуск по предельным отклонениям по формуле (8):
Td = 10 - (-11) = 0,021 мм
ПРИМЕР . По заданным условным обозначениям вала и отверстия (вал - , отверстие 20), определить номинальный и предельные размеры, отклонения и допуски (в мм и мкм).
2.2 Единицы допуска и понятие о квалитетах
Точность размеров определяется допуском - с уменьшением допуска точность повышается, и наоборот.
Каждый технологический метод обработки деталей характеризуется своей экономически обоснованной оптимальной точностью, но практика показывает, что с увеличением размеров возрастают технологические трудности обработки деталей с малыми допусками и оптимальные допуски при неизменных условиях обработки несколько увеличиваются. Взаимосвязь между экономически достижимой точностью и размерами выражается условной величиной, называемой единицей допуска.
Единица допуска () выражает зависимость допуска от номинального размера и служит базой для определения стандартных допусков.
Единицу допуска, мкм, вычисляют по формулам:
для размеров до 500 мм
для размеров свыше 500 до 10000 мм
где - средний диаметр вала в мм.
В приведенных формулах первое слагаемое учитывает влияние погрешностей обработки, а второе - влияние погрешностей измерений и температурных погрешностей.
К размерам, даже имеющим одинаковые значение, могут предъявляться различные требования в отношении точности. Это зависит от конструкции, назначения и условий работы детали. Поэтому вводится понятие квалитет .
Квалитет - характеристика точности изготовления детали, определяемая совокупностью допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Допуск (Т) для квалитетов, за некоторым исключением, устанавливают по формуле
где а - число единиц допуска;
i(I) - единица допуска.
По системе ИСО для размеров от 1 до 500 мм установлено 19 квалитетов . Под каждым из них понимают совокупность допусков, обеспечивающих постоянную относительную точность для определенного диапазона номинальных размеров.
Допуска 19 квалитетов в порядке убывания точности ранжируют: 01, 0, 1, 2, 3,..17, и условно обозначают IT01, IT0, IT1...IT17. здесь IT - это допуска отверстий и валов, что означает “допуск ИСО”.
В пределах одного квалитета “а” постоянна, поэтому все номинальные размеры в каждом квалитете имеют одинаковую степень точности. Однако допуски в одном и том же квалитете для разных размеров все же изменяются, так как с увеличением размеров увеличивается единица допуска, что следует из выше приведенных формул. При переходе от квалитетов высокой точности к квалитетам грубой точности допуски увеличиваются вследствие увеличения числа единиц допуска, поэтому в разных квалитетах изменяется точность одних и тех же номинальных размеров.
Из всего изложенного следует, что:
Единица допуска зависит от размера и не зависит от назначения, условий работы и способов обработки деталей, то есть единица допуска позволяет оценить точность различных размеров и является общей мерой точности или масштабом допусков разных квалитетов;
Допуски одинаковых размеров в разных квалитетах различны, так как зависят от числа единиц допуска “а”, то есть квалитеты определяют точность одинаковых номинальных размеров;
Различные способы обработки деталей обладают определенной экономически достижимой точностью: “черновое” точение позволяет обрабатывать детали с грубыми допусками; для обработки с весьма малыми допусками применяют тонкое шлифование и т.д., поэтому квалитеты фактически определяют технологию обработки деталей.
Область применения квалитетов:
Квалитеты от 01-го до 4-го используют при изготовлении концевых мер длины, калибров и контркалибров, деталей измерительных средств и других высокоточных изделий;
Квалитеты от 5-го до 12-го применяют при изготовлении деталей, преимущественно образующих сопряжения с другими деталями различного типа;
Квалитеты от 13-го до 18-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния на работоспособность изделий.Предельные отклонения определяют по ГОСТ 25346-89 .
Условное обозначение полей допусков по ГОСТ 25347-82 .
Условное обозначение предельных отклонений и посадок
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений (рис. 5.6, а... в). Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе - буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, в знаменателе - аналогичное обозначение поля допуска вала (рис. 5.6, г, д). Иногда для обозначения посадки указывают предельные отклонения только одной из сопрягаемых деталей (рис.5.6, е).

Рис. 5.6. Примеры обозначения полей допусков и посадок на чертежах
В условных обозначениях полей допусков обязательно указывать числовые значения предельных отклонений в следующих случаях: для размеров, не включенных в ряд нормальных линейных размеров, например 41,5 H7(+0,025); при назначении предельных отклонений, условные обозначения которых не предусмотрены ГОСТ 25347-82 например, для пластмассовой детали (рис. 5.6, ж).
Предельные отклонения следует назначать для всех размеров, проставленных на рабочих чертежах, включая несопрягаемые и неответственные размеры. Если предельные отклонения для размера не назначены, возможны лишние затраты (когда стремятся получить этот размер более точным, чем нужно) или увеличение массы детали и перерасход металла.
Для поверхности, состоящей из участков с одинаковым номинальным размером, но разными предельными отклонениями, наносят границу между этими участками тонкой сплошной линией и номинальный размер с соответствующими предельными отклонениями указывают для каждого участка отдельно.
Точность гладких элементов металлических деталей, если для них отклонения не указывают непосредственно после номинальных размеров, а оговаривают общей записью, нормируют либо квалитетами (от12 до 17 для размеров от 1 до 1000 мм), обозначаемыми IT, либо классами точности (точный, средний, грубый и очень грубый), установленными ГОСТ 25670-83. Допуски по классам точности обозначают t1, t2, t3 и t4 - соответственно для классов точности - точный, средний, грубый и очень грубый.
Неуказанные предельные отклонения для размеров валов и отверстий допускается назначать как односторонними, так и симметричными; для размеров элементов, не относящихся к отверстиям и валам, назначают только симметричные отклонения. Односторонние предельные отклонения можно назначать как по квалитетам (+IT или -IT), так и по классам точности (± t/2), но допускается и по квалитетам (± Т/2). Квалитету 12 соответствует класс точности «точный», квалитету 14 - «средний», квалитету 16 - «грубый», квалитету 17 - «очень грубый». Числовые значения неуказанных предельных отклонений приведены в ГОСТ 25670-83. Для размеров металлических деталей, обработанных резанием, неуказанные предельные отклонения предпочтительно назначать по квалитету 14 или классу точности «средний». Неуказанные предельные отклонения узлов, радиусов закругления и фасок назначают по ГОСТ 25670-83 в зависимости от квалитета или класса точности неуказанных предельных отклонений линейных размеров.
Соединение деталей (сборочных единиц) должно обеспечивать точность их положения или перемещения, надежность эксплуатации и простоту ремонта. В этой связи к конструкции соединений могут предъявляться различные требования. В одних случаях необходимо получить подвижное соединение с зазором, в других - неподвижное соединение с натягом.
Зазором S называют разность размеров отверстия и вала, если размер отверстия больше размера вала, т.е. S = D - d .
Натягом N называют разность размеров отверстия и вала, если размер вала больше размера отверстия. При подобном соотношении диаметров d и D натяг можно считать отрицательным зазором, т.е.
N = - S = - (D - d ) = d - D , (12)
Зазоры и натяги обеспечиваются не только точностью размеров отдельно взятых деталей, но, главным образом, соотношением размеров сопрягаемых поверхностей - посадкой.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.
В зависимости от расположения полей допусков отверстия и вала посадки подразделяют на три группы:
Посадки с зазором (обеспечивают зазор в соединении);
Посадки с натягом (обеспечивают натяг в соединении);
Переходные посадки (дают возможность получать в соединениях как зазоры, так и натяги).
Посадки с зазором характеризуются предельными зазорами - наибольшим и наименьшим. Наибольший зазор Smax равен разности наибольшего предельного размера отверстия и наименьшего предельного размера вала. Наименьший зазор Smin равен разности наименьшего предельного размера отверстия и наибольшего предельного размера вала. К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала.
Для образования натяга диаметр вала до сборки обязательно должен быть больше диаметра отверстия. В собранном состоянии диаметры обеих деталей в зоне сопряжения уравниваются. Наибольший натяг Nmax равен разности наибольшего предельного размера вала и наименьшего предельного размера отверстия. Наименьший натяг Nmin равен разности наименьшего предельного размера вала и наибольшего предельного размера отверстия.
Nmax= dmax-Dmin; Nmin= dmin-Dmax.
Предельные натяги, как и предельные зазоры, удобно вычислять через предельные отклонения:
![]()
![]() , (13)
, (13)
Переходные посадки. Основной особенностью переходных посадок является то, что в соединениях деталей, относящихся к одним и тем же партиям, могут получаться или зазоры, или натяги. Переходные посадки характеризуются наибольшими зазорами и наибольшими натягами.
На основании расчетов сделаем следующие выводы:
Так как отрицательные зазоры равны положительным натягам и наоборот, то для определения в переходной посадке значений Smax и Nmax достаточно вычислить оба предельных зазора или оба предельных натяга;
При правильном вычислении Smin или Nmin обязательно окажутся отрицательными, и по абсолютным значениям будут равняться соответственно Nmax или Smax .
Допуск посадки ТП равен сумме допусков отверстия и вала. Для посадок с зазором допуск посадки равен допуску зазора или разности предельных зазоров:
ТП = TS = Smax - Smin , (14)
Аналогично можно доказать, что для посадок с натягом допуск посадки равен допуску натяга или разности натягов:
ТП = TN = Nmax - Nmin , (15)
3.1 Посадки в системе отверстия и в системе вала
Деталь, у которой положение поля допуска не зависит от вида посадки, называют основной деталью системы. Основная деталь - это деталь, поле допуска которой является базовым для образования посадок, установленных в данной системе допусков и посадок.
Основное отверстие - отверстие, нижнее отклонение которого равно нулю EI = 0. У основного отверстия верхнее отклонение всегда положительное и равно допуску ES = 0 = Т; поле допуска расположено выше нулевой линии и направлено в сторону увеличения номинального размера.
Основной вал - вал, верхнее отклонение которого равно нулю es = 0. У основного вала Td = 0(ei) = поле допуска расположено ниже нулевой линии и направлено в сторону уменьшения номинального размера.
В зависимости от того, какая из двух сопрягаемых деталей является основной, системы допусков и посадок включают два ряда посадок: посадки в системе отверстия - различные зазоры и натяги получаются соединением различных валов с основным отверстием; посадки в системе вала - различные зазоры и натяги получаются соединением различных отверстий с основным валом.
В системе вала предельные размеры отверстий для каждой посадки различны, и для обработки потребуется три комплекта специальных инструментов. Посадки системы вала применяют при соединении нескольких деталей с гладким валом (штифтом) по разным посадкам. Например, в приборостроении точные оси малого диаметра (менее 3 мм) часто изготовляют из гладких калиброванных прутков.
Для получения разнообразных посадок в системе отверстия требуется значительно меньше специальных инструментов для обработки отверстий. По этой причине данная система имеет преимущественное применение в машиностроении.
Дополнительно
Калибры для гладких цилиндрических деталей. Калибры являются основным средством контроля деталей. Их используют для ручного контроля и широко применяют в автоматических средствах контроля деталей. Калибры обеспечивают высокую надежность контроля.
По назначению калибры делят на две основные группы: рабочие калибры - проходные Р-ПР и непроходные - Р-НЕ; контрольные калибры - К-РП, К-НЕ и К-И.
Рабочие калибры ПР и НЕ предназначены для контроля изделий в процессе их изготовления. Этими калибрами пользуются рабочие и контролеры ОТК завода-изготовителя.
Рабочие калибры называют предельными, так как их размеры соответствуют предельным размерам контролируемых деталей. Предельные калибры позволяют определить, находятся ли действительные размеры деталей в пределах допуска. Деталь считают годной, если она проходит в проходной калибр и не проходит в непроходной калибр.
Номинальными размерами калибров называют размеры, которые должны были бы иметь калибры при идеально точном их изготовлении. При этом условии номинальный размер проходной скобы будет равен наибольшему предельному размеру вала, а номинальный размер непроходной скобы - наименьшему предельному размеру вала. Номинальный размер проходной пробки будет равен наименьшему предельному размеру отверстия, а номинальный размер непроходной пробки - наибольшему предельному размеру отверстия.
К контролю предъявляют следующие требования: контроль должен быть высокопроизводительным; время, потребное для контроля, должно быть по возможности меньше времени, необходимого для изготовления детали; контроль должен быть надежным и экономически целесообразным.
Экономическая целесообразность контроля определяется стоимостью контрольных средств, износоустойчивостью измерительных поверхностей, величиной сужения табличного поля допуска детали.

Например, наибольшее сужение поля допуска получается в том случае, когда действительные размеры калибров совпадают с их предельными размерами, расположенными внутри поля допуска детали.
Суженный за счет калибров табличный допуск называется производственным. Расширенный за счет калибров допуск называется гарантированным. Чем меньше производственный, тем дороже обходится изготовление деталей, особенно в более точных квалитетах.
Предельными калибрами проверяют годность деталей с допуском от IT6 до IT 17, особенно в массовом и крупносерийном производствах.
В соответствии с принципом Тейлора проходные пробки и кольца имеют полные формы и длины, равные длинам сопряжении, а непроходные калибры часто имеют неполную форму: например, применяют скобы вместо колец, а также пробки, неполные по форме поперечного сечения и укороченные в осевом направлении. Строгое соблюдение принципа Тейлора сопряжено с определенными практическими неудобствами.
Контрольные калибры К -И применяют для установки регулируемых калибров-скоб и контроля нерегулируемых калибров-скоб, которые являются непроходными и служат для изъятия из эксплуатации вследствие износа проходных рабочих скоб. Несмотря на малый допуск контрольных калибров, они все же искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контрольные калибры по возможности не следует применять. Целесообразно, особенно в мелкосерийном производстве, контрольные калибры заменять концевыми мерами или использовать универсальные измерительные приборы.
ГОСТ 24853-81 на гладкие калибры устанавливает следующие допуски на изготовление: Н - рабочих калибров (пробок) для отверстий (рис. 5.9, a) (Hs - тех же калибров, но со сферическими измерительными поверхностями); Н\ - калибров (скоб) для валов (рис. 5.9, б); Нр - контрольных калибров для скоб.
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на износ. Для размеров до 500 мм износ калибров ПР с допуском до IT 8 включительно может выходить за границу поля допуска деталей на величину у для пробок и у1 для скоб; для калибров ПР с допусками от IT 9 до IT17 износ ограничивается проходным пределом, т.е. у = 0 и у1 =0. Следует отметить, что поле допуска на износ отражает средний возможный износ калибра.
Для всех проходных калибров поля допусков Н (Н s) и Н1 сдвинуты внутрь поля допуска изделия на величину z для калибров-пробок и z1 для калибров-скоб.
При номинальных размерах свыше 180 мм поле допуска непроходного калибра также сдвигается внутрь поля допуска детали на величину а для пробок и а] для скоб, создавая так называемую зону безопасности, введенную для компенсации погрешности контроля калибрами соответственно отверстий и валов. Поле допуска калибров НЕ для размеров до 180 мм симметрично и соответственно = 0 и l =0.
Сдвиг полей допусков калибров и границ износа их проходных сторон внутрь поля допуска детали позволяет устранить возможность искажения характера посадок и гарантировать получение размеров годных деталей в пределах установленных полей допусков.
По формулам ГОСТ 24853-81 определяют исполнительные размеры калибров. Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением; для пробки и контрольного калибра - их наибольший предельный размер с отрицательным отклонением.
При маркировке на калибр наносят номинальный размер детали, для которого предназначен калибр, буквенное обозначение поля допуска изделия, числовые значения предельных отклонений изделия в миллиметрах (на рабочих калибрах), тип калибра (например, ПР, НЕ, К -И) и товарный знак завода-изготовителя.
Заключение
На сегодняшнем занятии мы рассмотрели следующие учебные вопросы:
Общие сведения о взаимозаменяемости.
Допуски и посадки. Понятие о квалитете.
Выбор системы посадок, допусков и квалитетов.
Задание на самоподготовку
(1 час на самоподготовку)
Дополнить конспект лекции.
Получить литературу:
Основная
Дополнительная
1. Сергеев А.Г., Латышев М.В., Терегеря В.В. Стандартизация, метрология, сертификация. Учебное пособие. – М.: Логос, 2005. 560 с.(стр. 355-383)
2. Лифиц И.М. Стандартизация, метрология и сертификация. Учебник. 4-е изд. –М.: Юрайт. 2004. 335 с.
3. Эксплуатация вооружения химических войск и средств защиты. Учебное пособие. ВАХЗ, дсп. 1990. (инв. 2095).
4. Контроль качества разработки и производства ВВТ. Под редакцией А.М. Смирнова. дсп. 2003. 274 с. (инв. 3447).
В ходе занятия быть готовыми:
1. Ответить на вопросы преподавателя.
Представить рабочие тетради с отработанными вопросами согласно задания.
Литература
взаимозаменяемость деталь механический обработка
1. Стандартизация, метрология, сертификация. Под ред. Смирнова А.М. ВУ РХБЗ, дсп, 2001. 322 с. (инв. 3460).
2. Сергеев А.Г., Латышев М.В., Терегеря В.В. Стандартизация, метрология, сертификация. Учебное пособие. – М.: Логос, 2005. 560 с.
3. Технология металлов. Учебник. Под ред. В.А. Бобровского. -М. Воениздат. 1979, 300 с.
На главную
раздел четвертый
Допуски и посадки.
Измерительный инструмент
Глава IX
Допуски и посадки
1. Понятие о взаимозаменяемости деталей
На современных заводах станки, автомобили, тракторы и другие машины изготовляются не единицами и даже не десятками и сотнями, а тысячами. При таких размерах производства очень важно, чтобы каждая деталь машины при сборке точно подходила к своему месту без какой-либо дополнительной слесарной пригонки. Не менее важно, чтобы любая деталь, поступающая на сборку, допускала замену ее другой одного с ней назначения без всякого ущерба для работы всей готовой машины. Детали, удовлетворяющие таким условиям, называют взаимозаменяемыми.
Взаимозаменяемость деталей - это свойство деталей занимать свои места в узлах и изделиях без всякого предварительного подбора или подгонки по месту и выполнять свои функции в соответствии с предписанными техническими условиями.
2. Сопряжение деталей
Две детали, подвижно или неподвижно соединяемые друг с другом, называют сопрягаемыми . Размер, по которому происходит соединение этих деталей, называют сопрягаемым размером . Размеры, по которым не происходит соединения деталей, называют свободными размерами. Примером сопрягаемых размеров может служить диаметр вала и соответствующий диаметр отверстия в шкиве; примером свободных размеров может служить наружный диаметр шкива.
Для получения взаимозаменяемости сопрягаемые размеры деталей должны быть точно выполнены. Однако такая обработка сложна и не всегда целесообразна. Поэтому техника нашла способ получать взаимозаменяемые детали при работе с приближенной точностью. Этот способ заключается в том, что для различных условий работы детали устанавливают допустимые отклонения ее размеров, при которых все же возможна безукоризненная работа детали в машине. Эти отклонения, рассчитанные для различных условий работы детали, построены в определенной системе, которая называется системой допусков.
3. Понятие о допусках
Характеристика размеров . Расчетный размер детали, проставляемый на чертеже, от которого отсчитываются отклонения, называется номинальным размером . Обычно номинальные размеры выражаются в целых миллиметрах.
Размер детали, фактически полученный при обработке, называется действительным размером .
Размеры, между которыми может колебаться действительный размер детали, называются предельными . Из них больший размер называется наибольшим предельным размером , а меньший - наименьшим предельным размером .
Отклонением называется разность между предельным и номинальным размерами детали. На чертеже отклонения обозначаются обычно числовыми величинами при номинальном размере, причем верхнее отклонение указывается выше, а нижнее - ниже.
Например, в размере номинальным размером является 30, а отклонениями будут +0,15 и -0,1.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением , а разность между наименьшим предельным и номинальным размерами - нижним отклонением . Например, размер вала равен . В этом случае наибольший предельный размер будет:
30 +0,15 = 30,15 мм;
верхнее отклонение составит
30,15 - 30,0 = 0,15 мм;
наименьший предельный размер будет:
30+0,1 = 30,1 мм;
нижнее отклонение составит
30,1 - 30,0 = 0,1 мм.
Допуск на изготовление
. Разность между наибольшим и наименьшим предельными размерами называется допуском
. Например, для размера вала допуск будет равен разности предельных размеров, т. е.
30,15 - 29,9 = 0,25 мм.
4. Зазоры и натяги
Если деталь с отверстием насадить на вал с диаметром , т. е. с диаметром при всех условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится зазор, как это показано на рис. 70. В этом случае посадка называется подвижной , так как вал сможет свободно вращаться в отверстии. Если же размер вала будет т. е. всегда больше размера отверстия (рис. 71), то при соединении вал потребуется запрессовать в отверстие и тогда в соединении получится натяг.


На основании изложенного можно сделать следующее заключение:
зазором
называют разность между действительными размерами отверстия и вала, когда отверстие больше вала;
натягом
называют разность между действительными размерами вала и отверстия, когда вал больше отверстия.
5. Посадки и классы точности
Посадки . Посадки разделяются на подвижные и неподвижные. Ниже приводим наиболее применяемые посадки, причем в скобках даются их сокращенные обозначения.

Классы точности . Из практики известно, что, например, детали сельскохозяйственных и дорожных машин без вреда для их работы могут быть изготовлены менее точно, чем детали токарных станков, автомобилей, измерительных приборов. В связи с этим в машиностроении детали разных машин изготовляются по десяти различным классам точности. Пять из них более точные: 1-й, 2-й, 2а, 3-й, За; два менее точные: 4-й и 5-й; три остальные - грубые: 7-й, 8-й и 9-й.
Чтобы знать, по какому классу точности нужно изготовить деталь, на чертежах рядом с буквой, обозначающей посадку, ставится цифра, указывающая класс точности. Например, С 4 означает: скользящая посадка 4-го класса точности; Х 3 - ходовая посадка 3-го класса точности; П - плотная посадка 2-го класса точности. Для всех посадок 2-го класса цифра 2 не ставится, так как этот класс точности применяется особенно широко.
6. Система отверстия и система вала
Различают две системы расположения допусков - систему отверстия и систему вала.
Система отверстия (рис. 72) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, отверстие имеет постоянные предельные отклонения, разнообразие же посадок получается за счет изменения предельных отклонений вала.

Система вала (рис. 73) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, вал имеет постоянные предельные отклонения, разнообразие же посадок в этой системе осуществляется за счет изменения предельных отклонений отверстия.
На чертежах систему отверстия обозначают буквой А, а систему вала - буквой В. Если отверстие изготовляется по системе отверстия, то у номинального размера ставят букву А с цифрой, соответствующей классу точности. Например, 30А 3 означает, что отверстие должно быть обработано по системе отверстия 3-го класса точности, а 30А - по системе отверстия 2-го класса точности. Если же отверстие обрабатывается по системе вала, то у номинального размера ставят обозначение посадки и соответствующего класса точности. Например, отверстие 30С 4 означает, что отверстие нужно обработать с предельными отклонениями по системе вала, по скользящей посадке 4-го класса точности. В том случае, когда вал изготовляется по системе вала, ставят букву В и соответствующий класс точности. Например, 30В 3 будет означать обработку вала по системе вала 3-го класса точности, а 30В - по системе вала 2-го класса точности.
В машиностроении систему отверстия применяют чаще, чем систему вала, так как это сопряжено с меньшими расходами на инструмент и оснастку. Например, для обработки отверстия данного номинального диаметра при системе отверстия для всех посадок одного класса требуется только одна развертка и для измерения отверстия - одна /предельная пробка, а при системе вала для каждой посадки в пределах одного класса нужна отдельная развертка и отдельная предельная пробка.
7. Таблицы отклонений
Для определения и назначения классов точности, посадок и величины допусков пользуются специальными справочными таблицами. Так как допустимые отклонения являются обычно очень малыми величинами, то, чтобы не писать лишних нулей, в таблицах допусков их обозначают в тысячных долях миллиметра, называемых микронами ; один микрон равен 0,001 мм.
В качестве примера приведена таблица 2-го класса точности для системы отверстия (табл. 7).
В первой графе таблицы даны номинальные диаметры, во второй графе - отклонения отверстия в микронах. В остальных графах приводятся различные посадки с соответствующими им отклонениями. Знак плюс показывает, что отклонение прибавляется к номинальному размеру, а минус - что отклонение вычитается из номинального размера.
В качестве примера определим посадку движения в системе отверстия 2-го класса точности для соединения вала с отверстием номинального диаметра 70 мм.
Номинальный диаметр 70 лежит между размерами 50-80, помещенными в первой графе табл. 7. Во второй графе находим соответствующие отклонения отверстия . Следовательно, наибольший предельный размер отверстия будет 70,030 мм, а наименьший 70 мм, так как нижнее отклонение равно нулю.
В графе «Посадка движения» против размера от 50 до 80 указано отклонение для вала Следовательно, наибольший предельный размер вала 70-0,012 = 69,988 мм, а наименьший предельный размер 70-0,032 = 69,968 мм.
Таблица 7
Предельные отклонения отверстия и вала для системы отверстия по 2-му классу точности
(по ОСТ 1012). Размеры в микронах (1 мк = 0,001 мм)


Контрольные вопросы
1. Что называется взаимозаменяемостью деталей в машиностроении?
2. Для чего назначают допустимые отклонения размеров деталей?
3. Что такое номинальный, предельный и действительный размеры?
4. Может ли предельный размер равняться номинальному?
5. Что называется допуском и как определить допуск?
6. Что называется верхним и нижним отклонениями?
7. Что называется зазором и натягом? Для чего предусматриваются в соединении двух деталей зазор и натяг?
8. Какие бывают посадки и как их обозначают на чертежах?
9. Перечислите классы точности.
10. Сколько посадок имеет 2-й класс точности?
11. Чем отличается система отверстия от системы вала?
12. Будут ли изменяться предельные отклонения отверстия для различных посадок в системе отверстия?
13. Будут ли изменяться предельные отклонения вала для различных посадок в системе отверстия?
14. Почему в машиностроении система отверстия применяется чаще, чем система вала?
15. Как проставляются на чертежах условные обозначения отклонений в размерах отверстия, если детали выполняются в системе отверстия?
16. В каких единицах указаны отклонения в таблицах?
17. Определите, пользуясь табл. 7, отклонения и допуск на изготовление вала с номинальным диаметром 50 мм; 75 мм; 90 мм.
Глава X
Измерительный инструмент
Для измерения и проверки размеров деталей токарю приходится пользоваться различными измерительными инструментами. Для не очень точных измерений пользуются измерительными линейками, кронциркулями и нутромерами, а для более точных - штангенциркулями, микрометрами, калибрами и т. д.
1. Измерительная линейка. Кронциркуль. Нутромер
Измерительная линейка (рис. 74) служит для измерения длины деталей и уступов на них. Наиболее распространены стальные линейки длиной от 150 до 300 мм с миллиметровыми делениями.

Длину измеряют, непосредственно прикладывая линейку к обрабатываемой детали. Начало делений или нулевой штрих совмещают с одним из концов измеряемой детали и затем отсчитывают штрих, на который приходится второй конец детали.
Возможная точность измерений с помощью линейки 0,25-0,5 мм.

Кронциркуль (рис. 75, а) - наиболее простой инструмент для грубых измерений наружных размеров обрабатываемых деталей. Кронциркуль состоит из двух изогнутых ножек, которые сидят на одной оси и могут вокруг нее вращаться. Разведя ножки кронциркуля несколько больше измеряемого размера, легким постукиванием об измеряемую деталь или какой-нибудь твердый предмет сдвигают их так, чтобы они вплотную касались наружных поверхностей измеряемой детали. Способ переноса размера с измеряемой детали на измерительную линейку показан на рис. 76.

На рис. 75, 6 показан пружинный кронциркуль. Его устанавливают на размер при помощи винта и гайки с мелкой резьбой.
Пружинный кронциркуль несколько удобнее простого, так как сохраняет установленный размер.
Нутромер . Для грубых измерений внутренних размеров служит нутромер, изображенный на рис. 77, а, а также пружинный нутромер (рис. 77, б). Устройство нутромера сходное устройством кронциркуля; сходно также и измерение этими инструментами. Вместо нутромера можно пользоваться кронциркулем, заводя его ножки одна за другую, как показано на рис. 77, в.

Точность измерения кронциркулем и нутромером можно довести до 0,25 мм.
2. Штангенциркуль с точностью отсчета 0,1 мм
Точность измерения измерительной линейкой, кронциркулем, нутромером, как уже указывалось, не превышает 0,25 мм. Более точным инструментом является штангенциркуль (рис. 78), которым можно измерять как наружные, так и внутренние размеры обрабатываемых деталей. При работе на токарном станке штангенциркуль используется также для измерения глубины выточки или уступа.

Штангенциркуль состоит из стальной штанги (линейки) 5 с делениями и губок 1, 2, 3 и 8. Губки 1 и 2 составляют одно целое с линейкой, а губки 8 и 3 - одно целое с рамкой 7, скользящей по линейке. С помощью винта 4 можно закрепить рамку на линейке в любом положении.

Для измерения наружных поверхностей служат губки 1 и 8, для измерения внутренних поверхностей-губки 2 и 3, а для измерения глубины выточки --стержень 6, связанный с рамкой 7.
На рамке 7 имеется шкала со штрихами для отсчета дробных долей миллиметра, называемая нониусом . Нониус позволяет производить измерения с точностью 0,1 мм (десятичный нониус), а в более точных штангенциркулях - с точностью 0,05 и 0,02 мм.
Устройство нониуса . Рассмотрим, каким образом производится отсчет по нониусу у штангенциркуля с точностью 0,1 мм. Шкала нониуса (рис. 79) разделена на десять равных частей и занимает длину, равную девяти делениям шкалы линейки, или 9 мм. Следовательно, одно деление нониуса составляет 0,9 мм, т. е. оно короче каждого деления линейки на 0,1 мм.
Если сомкнуть вплотную губки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до первого штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до второго штриха линейки на 0,2 мм; третий штрих нониуса не дойдет до третьего штриха линейки на 0,3 мм и т. д. Десятый штрих нониуса будет точно совпадать с девятым штрихом линейки.
Если сдвинуть рамку таким образом, чтобы первый штрих нониуса (не считая нулевого) совпал с первым штрихом линейки, то между губками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха нониуса со вторым штрихом линейки зазор между губками уже составит 0,2 мм, при совпадении третьего штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, который точно совпадет с каким-либо штрихом линейки, показывает число десятых долей миллиметра.
При измерении штангенциркулем сначала отсчитывают целое число миллиметров, о чем судят по положению, занимаемому нулевым штрихом нониуса, а затем смотрят, с каким штрихом нониуса совпал штрих измерительной линейки, и определяют десятые доли миллиметра.
На рис. 79, б показано положение нониуса при измерении детали диаметром 6,5 мм. Действительно, нулевой штрих нониуса находится между шестым и седьмым штрихами измерительной линейки, и, следовательно, диаметр детали равен 6 мм плюс показания нониуса. Далее мы видим, что с одним из штрихов линейки совпал пятый штрих нониуса, что соответствует 0,5 мм, поэтому диаметр детали составит 6 + 0,5 = 6,5 мм.
3. Штангенглубиномер
Для измерения глубины выточек и канавок, а также для определения правильного положения уступов по длине валика служит специальный инструмент, называемый штангенглубиномером (рис. 80). Устройство штангенглубиномера сходно с устройством штангенциркуля. Линейка 1 свободно перемещается в рамке 2 и закрепляется в ней в нужном положении при помощи винта 4. Линейка 1 имеет миллиметровую шкалу, по которой при помощи нониуса 3, имеющегося на рамке 2, определяется глубина выточки или канавки, как показано на рис. 80. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем.

4. Прецизионный штангенциркуль
Для работ, выполняемых с большей точностью, чем до сих пор рассмотренные, применяют прецизионный (т. е. точный) штангенциркуль .
На рис. 81 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус.

Длина шкалы нониуса (рис. 82, а) равна 49 делениям измерительной линейки, что составляет 49 мм. Эти 49 мм точно разделены на 50 частей, каждая из которых равна 0,98 мм. Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,98 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1,00-0,98 = = 0,02 мм. Эта величина 0,02 мм обозначает ту точность , которую может обеспечить нониус рассматриваемого прецизионного штангенциркуля при измерении деталей.


При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например (см. рис. 82, б), по линейке штангенциркуля нулевой штрих нониуса прошел 12 мм, а его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02 х 12 = 0,24 мм, то измеряемый размер равен 12,0 + 0,24 = 12,24 мм.
На рис. 83 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм.
Длина нониусной шкалы этого штангенциркуля, равная 39 мм, разделена на 20 равных частей, каждая из которых принимается за пять. Поэтому против пятого штриха нониуса стоит цифра 25, против десятого - 50 и т. д. Длина каждого деления нониуса равна ![]()
Из рис. 83 видно, что при сомкнутых вплотную губках штангенциркуля только нулевой и последний штрихи нониуса совпадают со штрихами линейки; остальные же штрихи нониуса такого совпадения иметь не будут.
Если сдвинуть рамку 3 до совпадения первого штриха нониуса со вторым штрихом линейки, то между измерительными поверхностями губок штангенциркуля получится зазор, равный 2-1,95 = = 0,05 мм. При совпадении второго штриха нониуса с четвертым штрихом линейки зазор между измерительными поверхностями губок будет равен 4-2 X 1,95 = 4 - 3,9 = 0,1 мм. При совпадении третьего штриха нониуса со следующим штрихом линейки зазор составит уже 0,15 мм.
Отсчет на данном штангенциркуле ведется подобно изложенному выше.
Прецизионной штангенциркуль (рис. 81 и 83) состоит из линейки 1 с губками 6 и 7. На линейке нанесены деления. По линейке 1 может передвигаться рамка 3 с губками 5 и 8. К рамке привинчен нониус 4. Для грубых измерений передвигают рамку 3 по линейке 1 и после закрепления винтом 9 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки 3, состоящей из винта и гайки 2 и зажима 10. Зажав винт 10, вращением гайки 2 подают микрометрическим винтом рамку 3 до плотного соприкосновения губки 8 или 5 с измеряемой деталью, после чего производят отсчет.
5. Микрометр
Микрометр (рис. 84) применяется для точного измерения диаметра, длины и толщины обрабатываемой детали и дает точность отсчета в 0,01 мм. Измеряемая деталь располагается между неподвижной пяткой 2 и микрометрическим винтом (шпинделем) 3. Вращением барабана 6 шпиндель удаляется или приближается к пятке.

Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем на измеряемую деталь, имеется предохранительная головка 7 с трещоткой. Вращая головку 7, мы будем выдвигать шпиндель 3 и поджимать деталь к пятке 2. Когда это поджатие окажется достаточным, при дальнейшем вращении головки ее храповичок будет проскальзывать и будет слышен звук трещотки. После этого прекращают вращение головки, закрепляют при помощи поворота зажимного кольца (стопора) 4 полученное раскрытие микрометра и производят отсчет.
Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки со шпинделем, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5.
Механизм микрометра устроен таким образом, что при полном обороте барабана шпиндель 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, или часть оборота, то шпиндель переместится на ![]() Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
На рис. 84 справа показан размер, снятый микрометром при измерении детали; необходимо сделать отсчет. Барабан открыл 16 целых делений (половинка не открыта) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07 = 16,07 мм.
На рис. 85 показано несколько измерений микрометром.

Следует помнить, что микрометр - точный инструмент, требующий бережного отношения; поэтому, когда шпиндель слегка коснулся поверхности измеряемой детали, не следует больше вращать барабан, а для дальнейшего перемещения шпинделя вращать головку 7 (рис. 84), пока не последует звук трещотки.
6. Нутромеры
Нутромеры (штихмасы) служат для точных измерений внутренних размеров деталей. Существуют нутромеры постоянные и раздвижные.

Постоянный, или жесткий , нутромер (рис. 86) представляет собой металлический стержень с измерительными концами, имеющими шаровую поверхность. Расстояние между ними равно диаметру измеряемого отверстия. Чтобы исключить влияние тепла руки, держащей нутромер, на его фактический размер, нутромер снабжают державкой (рукояткой).
Для измерения внутренних размеров с точностью до 0,01 мм применяются микрометрические нутромеры. Устройство их сходно с устройством микрометра для наружных измерений.
Головка микрометрического нутромера (рис. 87) состоит из гильзы 3 и барабана 4, соединенного с микрометрическим винтом; шаг винта 0,5 мм, ход 13 мм. В гильзе помещается стопор 2 и пятка/с измерительной поверхностью. Удерживая гильзу и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера. Отсчеты производят, как у микрометра.

Пределы измерений головки штихмаса - от 50 до 63 мм. Для измерения больших диаметров (до 1500 мм) на головку навинчивают удлинители 5.
7. Предельные измерительные инструменты
При серийном изготовлении деталей по допускам применение универсальных измерительных инструментов (штангенциркуль, микрометр, микрометрический нутромер) нецелесообразно, так как измерение этими инструментами является сравнительно сложной и длительной операцией. Точность их часто недостаточна, и, кроме того, результат измерения зависит от умения работника.
Для проверки, находятся ли размеры деталей в точно установленных пределах, пользуются специальным инструментом - предельными калибрами . Калибры для проверки валов называются скобами, а для проверки отверстий - пробками .
Измерение предельными скобами . Двухсторонняя предельная скоба (рис. 88) имеет две пары измерительных щек. Расстояние между щеками одной стороны равно наименьшему предельному размеру, а другой - наибольшему предельному размеру детали. Если измеряемый вал проходит в большую сторону скобы, следовательно, его размер не превышает допустимого, а если нет, - значит размер его слишком велик. Если же вал проходит также и в меньшую сторону скобы, то это значит, что его диаметр слишком мал, т. е. меньше допустимого. Такой вал является браком.

Сторона скобы с меньшим размером называется непроходной (клеймится «НЕ»), противоположная сторона с большим размером - проходной (клеймится «ПР»). Вал признается годным, если скоба, опускаемая на него проходной стороной, скользит вниз под влиянием своего веса (рис. 88), а непроходная сторона не находит на вал.
Для измерения валов большого диаметра вместо двухсторонних скоб применяют односторонние (рис. 89), у которых обе пары измерительных поверхностей лежат одна за другой. Передними измерительными поверхностями такой скобы проверяют наибольший допускаемый диаметр детали, а задними - наименьший. Эти скобы имеют меньший вес и значительно ускоряют процесс контроля, так как для измерения достаточно один раз наложить скобу.

На рис. 90 показана регулируемая предельная скоба , у которой при износе можно путем перестановки измерительных штифтов восстановить правильные размеры. Кроме того, такую скобу можно отрегулировать для заданных размеров и таким образом небольшим набором скоб проверить большое количество размеров.

Для перестановки на новый размер нужно ослабить стопорные винты 1 на левой ножке, соответственно передвинуть измерительные штифты 2 и 3 и снова закрепить винты 1.
Широкое распространение имеют плоские предельные скобы (рис. 91), изготовляемые из листовой стали.

Измерение предельными пробками . Цилиндрический предельный калибр-пробка (рис. 92) состоит из проходной пробки 1, непроходной пробки 3 и рукоятки 2. Проходная пробка («ПР») имеет диаметр, равный наименьшему допустимому размеру отверстия, а непроходная пробка («НЕ») - наибольшему. Если пробка «ПР» проходит, а пробка «НЕ» не проходит, то диаметр отверстия больше наименьшего предельного и меньше наибольшего, т. е. лежит в допустимых пределах. Проходная пробка имеет большую длину, чем непроходная.

На рис. 93 показано измерение отверстия предельной пробкой на токарном станке. Проходная сторона должна легко проходить сквозь отверстие. Если же и непроходная сторона входит в отверстие, то деталь бракуют.

Цилиндрические калибры-пробки для больших диаметров неудобны вследствие их большого веса. В этих случаях пользуются двумя плоскими калибрами-пробками (рис. 94), из которых один имеет размер, равный наибольшему, а второй - наименьшему допускаемому. Проходная сторона имеет, большую ширину, чем пепроходная.

На рис. 95 показана регулируемая предельная пробка . Ее можно отрегулировать для нескольких размеров так же, как регулируемую предельную скобу, или восстановить правильный размер изношенных измерительных поверхностей.

8. Рейсмасы и индикаторы
Рейсмас . Для точной проверки правильности установки детали в четырехкулачковом патроне, на угольнике и т. п. применяют рейсмас .
С помощью рейсмаса можно производить также разметку центровых отверстий в торцах детали.
Простейший рейсмас показан на рис. 96, а. Он состоит из массивной плитки с точно обработанной нижней плоскостью и стержня, по которому передвигается ползушка с иглой-чертилкой.

Рейсмас более совершенной конструкции, показан на рис. 96, б. Игла 3 рейсмаса при помощи шарнира 1 и хомута 4 может быть подведена острием к проверяемой поверхности. Точная установка осуществляется винтом 2.
Индикатор. Для контроля точности обработки на металлорежущих станках, проверки обработанной детали на овальность, конусность, для проверки точности самого станка применяют индикатор.
Индикатор (рис. 97) имеет металлический корпус 6 в форме часов, в котором заключен механизм прибора. Через корпус индикатора проходит стержень 3 с выступающим наружу наконечником, всегда находящийся под воздействием пружины. Если нажать на стержень снизу вверх, он переместится в осевом направлении и при этом повернет стрелку 5, которая передвинется по циферблату, имеющему шкалу в 100 делений, каждое из которых соответствует перемещению стержня на 1/100 мм. При перемещении стержня на 1 мм стрелка 5 сделает по циферблату полный оборот. Для отсчета целых оборотов служит стрелка 4.

При измерениях индикатор всегда должен быть жестко закреплен относительно исходной измерительной поверхности. На рис. 97, а изображена универсальная стойка для крепления индикатора. Индикатор 6 при помощи стержней 2 и 1 муфт 7 и 8 закрепляют на вертикальном стержне 9. Стержень 9 укрепляется в пазу 11 призмы 12 гайкой 10 с накаткой.

Для измерения отклонения детали от заданного размера подводят к ней наконечник индикатора до соприкосновения с измеряемой поверхностью и замечают начальное показание стрелок 5 и 4 (см. рис. 97, б) на циферблате. Затем перемещают индикатор относительно измеряемой поверхности или измеряемую поверхность относительно индикатора.
Отклонение стрелки 5 от ее начального положения покажет величину выпуклости (впадины) в сотых долях миллиметра, а отклонение стрелки 4-в целых миллиметрах.
На рис. 98 показан пример использования индикатора для проверки совпадения центров передней и задней бабок токарного станка. Для более точной проверки следует установить между центрами точный шлифованный валик, а в резцедержателе - индикатор. Подведя кнопку индикатора к поверхности валика справа и заметив показание стрелки индикатора, перемещают вручную суппорт с индикатором вдоль валика. Разность отклонений стрелки индикатора в крайних положениях валика покажет, на какую величину следует передвинуть в поперечном направлении корпус задней бабки.
С помощью индикатора можно также проверить торцовую поверхность детали, обработанной на станке. Индикатор закрепляют в резцедержателе взамен резца и перемещают вместе с резцедержателем в поперечном направлении так, чтобы пуговка индикатора касалась проверяемой поверхности. Отклонение стрелки индикатора покажет величину биения торцовой плоскости.
Контрольные вопросы
1. Из каких деталей состоит штангенциркуль с точностью 0,1 мм?
2. Как устроен нониус штангенциркуля с точностью 0,1 мм?
3. Установите на штангенциркуле размеры: 25,6 мм; 30,8 мм; 45,9 мм.
4. Сколько делений имеет нониус прецизионного штангенциркуля с точностью 0,05 мм? То же, с точностью 0,02 мм? Чему равняется длина одного деления нониуса? Как прочитать показания нониуса?
5. Установите по прецизионному штангенциркулю размеры: 35,75 мм; 50,05 мм; 60,55 мм; 75 мм.
6. Из каких деталей состоит микрометр?
7. Чему равняется шаг винта микрометра?
8. Как производят отсчет измерения по микрометру?
9. Установите по микрометру размеры: 15,45 мм; 30,5 мм; 50,55 мм.
10. В каких случаях применяют нутромеры?
11. Для чего применяют предельные калибры?
12. Каково назначение проходной и непроходной сторон предельных калибров?
13. Какие конструкции предельных скоб вам известны?
14. Как проверять правильность размера предельной пробкой? Предельной скобой?
15. Для чего служит индикатор? Как им пользоваться?
16. Как устроен рейсмас и для чего его применяют?



