Povedzme, že potrebujeme spájkovať hliník - ako? Nie každý vie, že kolofónia berie len meď a jej zliatiny. Všetko ostatné je potrebné spájkovať pomocou špeciálnych tavív, kyselín a spájok. Dokonca aj oceľ sa hodí k tejto vede, ak k nej pristupujete múdro. Pozrime sa, ako správne spájkovať pomocou spájkovačky.
Charakteristiky procesu
Vo vnútri spájkovačky je vykurovací článok určitého výkonu. Zvyčajne sa umiestňuje do izolačného plášťa z keramiky alebo iného tepelne odolného materiálu. Je to potrebné, aby všetko teplo išlo dovnútra, kde sa nachádza bodnutie. Hlavným rozdielom medzi spájkovačkami je výkon a tvar. V závislosti od toho sa majster rozhodne, čo presne by sa malo použiť.
Musíte pochopiť, že tento nástroj sa často používa v elektronike. V tomto prípade je veľmi dôležité neprekročiť stratový výkon relatívne krehkých rezistorov, mikroobvodov a kondenzátorov. Ak sa tak stane, všetka práca sa musí prerobiť. S tým rozdielom, že poškodený prvok si budete musieť kúpiť v obchode. Preto je také dôležité naučiť sa správne spájkovať.
Je ťažké presne povedať, aký výkon bude v tomto prípade potrebný. Zvyčajne sa rádioamatéri zameriavajú na veľkosť.
Výkon spájkovačky
Najprv sa posúdi výkon spájkovačky. Je jasné, že do 100 W jednotky sa zmestí základná doska jednoducho nebezpečné. Na tento účel je rozumnejšie zakúpiť 20 alebo aspoň 50 W spájkovačku. Upozorňujeme, že nie každá spájkovačka je napájaná zo siete 220 V Existuje veľa príkladov nedodržania tohto pravidla. Výrobca sa riadi jednoduchou logikou: spájkovačka s nízkym výkonom vyžaduje skrútenú špirálu, ktorá prináša veľké straty pri frekvencii 50 Hz. Preto je logické prejsť na jednosmerný prúd. V tomto prípade už indukčnosť nehrá veľkú rolu. Ak zapnete spájkovačku s nízkym výkonom pre priamy prúd(na fotografii úplne vpravo) do siete striedavý prúd 220 V, výrobok bude horieť. Číňania však vyrábajú celkom malé spájkovačky (druhé zľava). Ten zobrazený na fotografii má výkon len 40 W a je napájaný z bežnej zásuvky. Nakoniec sa štandardne vyrábali 100 W spájkovačky v ZSSR (úplne vľavo). Vzniká otázka - ako určiť výkon a napájacie napätie? Toto je hlavný problém, pretože spájkovačka často nemá rozlíšiteľné symboly. Ak zoberiete čínsku, tak je na nej červeno-biela nálepka (viď foto) s informáciami a tá s drevenou rúčkou má výkon uvedený na zástrčke. Okrem toho je ochranný obal 100-wattovej spájkovačky zodpovedajúcim spôsobom označený. Dokonca je tam uvedený aj GOST, takže z dokumentácie môžete získať veľa informácií. Takže výkonná 100 W spájkovačka vám umožní pracovať s hrubými a veľkými dielmi a je tiež nevyhnutná pre tvrdé spájky (ale o tom nižšie).
Časť bodnutia
Veľmi často zohráva úlohu veľkosť hrotu (kovová tyč na spájkovanie). Napríklad 100-wattová spájkovačka má pevnú medenú tyčinku. Ak potrebujete spájkovať niečo tenšie, hrot sa zmení. Práve pri tejto spájkovačke ju jednoducho vytiahnete, no kde kúpiť náhradnú, je už iná otázka. Napríklad žihadlá sa predávajú v špeciálnych predajniach pre rádioamatérov a môžu stáť slušnú sumu. Napríklad čínska 40 W spájkovačka s vynikajúcim hrotom stála 40 rubľov (FixPrice), zatiaľ čo samotný hrot tohto druhu môže stáť 300 rubľov samostatne. V tomto smere si budete musieť sami premyslieť, čo a kde kúpiť. Iný je aj systém upevnenia. Napríklad pri jednosmernej spájkovačke sa odskrutkuje, ale pri čínskej spájkovke drží skrutkami (ako tá s drevenou rukoväťou). Okrem toho sa samotný materiál môže líšiť. Objemné hroty 100-wattových spájkovačiek sú zvyčajne vyrobené z medi, zatiaľ čo skromnejšie a miniatúrne sú vyrobené zo zliatiny farebných a železných kovov. V každom prípade vám obe umožňujú pracovať so všetkými spájkami, ktoré sa dajú roztaviť.
Pred prácou sa hrot spájkovačky očistí od odpadových materiálov a oxidového filmu pilníkom alebo ihlovým pilníkom. Je jasné, že to nie je jediná cesta. Na rovnaké účely možno použiť napríklad rozdielne toky. V tejto súvislosti veríme, že je čas, aby sa čitatelia dozvedeli, ako sa súčiastka pripravuje na spájkovanie.
Ako sú povrchy dielu a hroty pripravené na proces spájkovania pomocou tavív
Povrch akéhokoľvek kovu (až na niektoré výnimky) je pokrytý oxidovým filmom. Výsledkom je, že spájka jednoducho nepriľne. Skupina látok, ktorých účelom je odstrániť oxidový film z povrchu, sa nazývajú tavivá. Prichádzajú v pevnej a tekutej forme a predávajú sa aj zmiešané s spájkou vo forme pást. Do prvej kategórie patrí kolofónia a niektoré ďalšie látky. Kvapalné tavidlá sú často kyseliny alebo roztoky solí. Základom môže byť alkohol alebo iné tekutiny.
Je dôležité pochopiť, že pre každý prípad sa používa iné zloženie. Rozdiel je len v cene, na ktorej by ste sa mali snažiť ušetriť. Pri vystavení vysokým teplotám a kolofónii z povrchu medený drôt vrstva oxidu sa odstráni. Okrem toho sa izolácia laku, ak existuje, rozpúšťa (to je typické pre vinutia transformátora). Súčasne tavivo zlepšuje zmáčavosť povrchu. Spájka sa vďaka tomu bez problémov rozšíri a následne prilepí a vytvrdne. To vytvára stredne elastický, elastický a odolný kontakt. Preto spájkovanie využívajú nielen rádioamatéri, ale aj mnohé iné profesie. Vrátane opravy áut.
Takže pre každý typ povrchu sa predáva jeho vlastné tavidlo. Napríklad oceľ sa leptá kyselinou chlorovodíkovou a často sa používa chlorid zinočnatý. Malo by byť zrejmé, že po procese spájkovania sa povrch vyčistí, inak bude jeho zničenie pokračovať. Zbavujú sa zvyškov taviva kefami, šmirgľom a často umývajú oblasť pôsobenia kyseliny slabým roztokom (5%) sódy a potom horúcou a studenou vodou.
Pozor na zmáčavosť: na spájkovanie hliníka nestačí očistiť vrchnú vrstvu pilníkom. Nerobí to takmer nič, pretože spájka sa nerozteká po povrchu. Zmáčavosť je slabá. Po ošetrení kyselinou sa rovnováha síl radikálne zmení. Pokiaľ ide o oceľ, existujú pre ňu špeciálne kyseliny (pozri fotografiu). Dokonca spájkujú liatinu, rezajú okraje na spájkovanie. Najprv sa povrch ošetrí tavidlom, po ktorom sa pocínuje. Potom sa postupne celý objem naplní do jednej roviny s okolitým povrchom.

Veľmi často zmätený amoniak s amoniakom. Prvým je hydroxid amónny (10% roztok) a druhým je chlorid. Prispájkujte drôty k obom čistej forme nemožné, ale používajú sa na výrobu širokej škály tavív. Napríklad zriedením amoniaku vodou vzniká kyselina chlorovodíková. Tu si každý amatér postupom času vymýšľa vlastné recepty, z ktorých mnohé sa dajú prečítať otvorený prístup. Hliník môžete spájkovať aj spájkovačkou pomocou aspirínovej tablety.
Čo je to spájka a aké druhy spájok existujú?
Spájka je zmes kovov. Hlavnou úlohou je získať maximálnu pevnosť a elektrickú vodivosť pri minimálnych nákladoch. Najčastejšie sa musíte potýkať s cínovo-olovnatými spájkami, ale zinkové sa používajú aj na spájkovanie hliníka. Teplota topenia je vyššia a toto je jedno z kritérií, podľa ktorých je obvyklé rozlišovať:
- Obzvlášť taviteľné - bod topenia pod 145 stupňov Celzia.
- Nízka teplota topenia - bod topenia nad 145 stupňov Celzia, ale pod 450.
- Stredné topenie - bod topenia nad 450 stupňov Celzia, ale pod 1100.
- Vysoká teplota topenia - teplota topenia nad 1100 stupňov Celzia, ale pod 1850.
- Žiaruvzdorné spájky majú bod topenia nad 1850 stupňov Celzia.
Horák musíte použiť niekde v hornej časti tretej skupiny. Pretože teplota topenia je príliš vysoká na to, aby ju zvládla spájkovačka. K tomu dodajme, že elektrická vodivosť cínu je vyššia ako olova, z tohto dôvodu sú kompozície s vysokým obsahom kovov pre vojakov drahšie. Nie je to však jediný dôvod. Pri pocínovaní hrncov je veľmi dôležité udržiavať podmienky, ktoré sú pre človeka neškodné. Je jasné, že v tomto prípade nemôže byť reč o žiadnom olovo.

Percento drahších kovov sa zvyčajne objavuje v názve značky. Napríklad v PIC (cín-olovo spájka) to môže byť 10, 60 alebo dokonca 90%. Okrem toho kompozícia často obsahuje antimón. Jeho percento sa zvyčajne zobrazuje po pomlčke, napríklad POSS 40-0,5. Antimón sa pridáva, podobne ako mnohé iné nečistoty, na zlepšenie kvality spájky. Znižuje najmä oxidáciu taveniny, čo vedie k vyššej kvalite vzhľad, a nie je potrebné chrániť spoj lakom. Okrem toho antimón zvyšuje tepelnú odolnosť zlúčeniny voči teplotám nad 100 stupňov Celzia.
V Európe sa v súčasnosti zavádza zákaz spájok s obsahom olova. Sú nahradené striebornými, napriek tomu, že sa teplota topenia zvyšuje. A náklady sa samozrejme zvyšujú. Nemali by ste si však myslieť, že vysoká cena znamená nepostrádateľnú kvalitu. Cín je veľmi drahý, ale Scottova expedícia do Južný pól zomrel na cínový mor v roku 1912. Presne povedané, negatívne zmeny sú možné už pri teplote štyroch stupňov Celzia, ale s poklesom sa proces výrazne zhoršuje. Predstavte si, čo sa stane s čistým cínom v chlade.
Presne povedané, nikto nemôže úplne vysvetliť proces moru. Predpokladá sa, že na to je potrebné infikovať cín a potom sa spájkovacie švy doslova rozpadnú. Scottova expedícia vzala so sebou sudy s palivom, spájkované tým najčistejším kovom. Boli vykonané štúdie a zistilo sa, že pridanie aj malého percenta olova blokuje rozvoj moru. Dokonca ani POS 90 sa nebojí mrazu, ale je drahý, takže POS 40 a nižšie sa zvyčajne používajú v technike, napriek relatívne nízkej elektrickej vodivosti.
Treba povedať, že okrem uvedených sa na niektorých miestach používajú medené spájky. Ich bod topenia je pomerne vysoký, preto treba použiť horák. V tomto prípade sa tavidlo zvyčajne naleje na povrch (kvapalina sa používa menej často) na čistenie. Potom všetko závisí od charakteru úlohy. Napríklad na spájkovanie hrotu kábla sa prvý upne do zveráka žiarovkou smerom nahor a dovnútra sa nalejú omrvinky spájky. To všetko je aktívne ohrievané horákom. Kábel sa potom vloží dovnútra a jeho vonkajšia izolácia sa roztaví. Miesto sa odporúča násilne chladiť, napríklad fúkaním.
Proces spájkovania

Takže pred začatím práce musíte pripraviť spájkovačku. Za týmto účelom sa bodnutie vyčistí. Husté karbónové usadeniny sa odstraňujú štiepaním akýmkoľvek ostrým nástrojom. Na fotografii je spájkovačka, ktorej časť hrotu bola začistená ihlovým pilníkom. Je vidieť, že od dlhodobého používania je povrch nerovný a hrboľatý. To všetko narúša proces spájkovania.
Ľahké usadeniny uhlíka sa po zahriatí odstránia. Na tento účel sa používajú rovnaké kyseliny a dokonca aj kolofónia. Úlohou je odhaliť žihadlo. Niekedy pod vplyvom tavív odpadáva aj hrubá kôra, ktorá sa ťažko brúsi.
Izolácia drôtu sa odizoluje na požadovanú vzdialenosť. Na jadro sa potom pôsobí taveninou kolofónie alebo kyselinou. V každom prípade sa to robí pomocou spájkovačky a v mnohých prípadoch bude potrebný dobrý digestor. Napríklad v priemysle sa často používa pár kyselina mravčia, ale táto látka predstavuje pre človeka veľké nebezpečenstvo. Takže pred použitím akejkoľvek chemikálie na spájkovanie medené drôty, starostlivo vyhľadajte na internete, čo sa hovorí o bezpečnosti takýchto akcií. Povaha vplyvu kyseliny mravčej spôsobuje, že vám vlasy stoja dupkom.
Ak správne spájkujete drôty, potom už v procese odstraňovania oxidového filmu uvidíte, ako sa spájka plazí po povrchu. Zvlášť zreteľne je to vidieť na zadnej strane dosiek plošných spojov. Dráhy by mali byť pokryté tenkou vrstvou spájky. Tí, ktorí si myslia, že to bude trvať dlho, sa zbytočne obávajú. Doslova jedným ťahom musíte obísť inštaláciu s fajčiarskou kolofóniou a potom nabrať trochu spájky a sama sa roztečie po povrchu. Typické napájanie trvá len niekoľko minút. Vyleptajte dosku síran meďnatý oveľa dlhšie.
Veríme, že čitatelia si už uvedomili, že spájkovanie hliníka s cínom je možné až po odstránení oxidového filmu.
Ako viete, hlavným nástrojom rádioamatéra je spájkovačka, kvalita spájkovania a tým aj výkon jedného alebo druhého elektronické domáce závisí predovšetkým od čistoty žihľavy a takýchto jemností je veľmi veľa. Preto otázku, ako správne spájkovať spájkovačkou, kladie každý začínajúci rádioamatér.
Akonáhle spájkovačka začne taviť spájku, môžete s ňou spájkovať, zakryte hrot spájkovačky tenkou vrstvou spájky a utrite ju špongiou navlhčenou vodou. Tým sa z neho odstráni všetka zostávajúca stará spájka. Počas procesu spájkovania tiež nezabudnite pravidelne utierať hrot vlhkou špongiou. Pred spájkovaním konvenčného rádiového prvku je potrebné ho pripraviť, vodiče sú ohnuté tak, aby bez problémov zapadli do otvorov na doske plošných spojov. V tomto prípade by nebolo zbytočné znova skontrolovať správnu inštaláciu pred začatím procesu spájkovania.

Umiestnite hrot spájkovačky medzi koncovku a vytlačená obvodová doska, ako je znázornené na obrázku, zohrejte oblasť spájkovania na požadovanú teplotu. Snažte sa však prvok nezahrievať dlhšie ako 2 sekundy, aby ste ho nepoškodili.

Po sekunde priveďte spájku do oblasti spájkovania. Držte hrot spájkovačky nehybne sekundu, maximálne dve, aby sa spájka rovnomerne roztavila a rozložila v oblasti spájkovania. Potom bez pohybu rádiového komponentu posuňte spájkovačku na stranu. Nehýbte rádiovým komponentom ešte niekoľko sekúnd, kým oblasť spájkovania nevychladne. Prebytočné konce vodičov by mali byť odrezané.
Starostlivo skontrolujte oblasť spájkovania: spojenie medzi kontaktnou podložkou a výstupom rádiového komponentu by malo byť hladké a lesklé. Ak náhle miesto spájkovania má guľový tvar alebo je spojené so susednými plôškami, zahrievajte miesto spájkovania hrotom spájkovačky, kým sa spájka neroztopí, a odstráňte všetok prebytok. Ak je spájkovací bod matná farba a akoby poškriabaný, potom by ste mali zahriať aj oblasť spájkovania na teplotu topenia spájky a nechať ju trochu vychladnúť bez toho, aby ste pohli rádiovým prvkom. Ak je to potrebné, pridajte trochu spájky. Prejdime na praktický príklad:
 Najprv ich očistíme od izolácie pomocou noža alebo bočných fréz a v prípade potreby prebrúsime jemným brúsnym papierom alebo pilníkom. Očistené drôtiky potom rosinizujeme v kolofóne, prípadne navlhčíme v tavive, potom na hrot spájkovačky dáme len trochu spájky a pocínujeme.
Najprv ich očistíme od izolácie pomocou noža alebo bočných fréz a v prípade potreby prebrúsime jemným brúsnym papierom alebo pilníkom. Očistené drôtiky potom rosinizujeme v kolofóne, prípadne navlhčíme v tavive, potom na hrot spájkovačky dáme len trochu spájky a pocínujeme.
Potom pomocou amatérskeho rádiového zariadenia tretej ruky, ktoré sa dá vyrobiť z krokosvoriek, drôty spájkujeme.
Ak je to potrebné, na miesto spájkovania položíme tepelné puzdro a zahrejeme ho fénom, ak nie je špeciálny, potom môžete použiť bežný alebo dokonca zahriať horiacou zápalkou.
Spájkovanie je spôsob spájania dvoch alebo viacerých kovových častí pomocou kovu s nízkou teplotou topenia, ako je cín. V rádioamatéroch sa zvyčajne používa spájka, ktorá obsahuje asi 60 % cínu a 40 % olova. Táto zliatina je tavná a začína sa topiť pri 180 stupňoch. Zvyčajne spájky, na spájkovanie elektronické obvody, sa vyrábajú vo forme tenkých rúrok, vo vnútri ktorých je špeciálna živica, ktorá pôsobí ako tavivo. Zahriata spájka vytvára vynikajúce vnútorné spojenie s kovmi ako je meď, mosadz, striebro atď., ak sú splnené nasledujúce podmienky: Povrchy dielov musia byť očistené od oxidov. Rádiový prvok v mieste spájkovania sa musí zahriať na teplotu nad bodom tavenia spájky. Počas spájkovania musí byť miesto spájkovania chránené pred vystavením kyslíku, na tento účel sa používajú tavivá, ktoré vytvárajú ochranný film nad miestom spájkovania.
Veľmi často sa začínajúci rádioamatéri dotýkajú oblasti spájkovania samotným hrotom hrotu spájkovačky. Z tohto dôvodu dostane oblasť spájkovania nedostatočné množstvo teplo. S praktickými lekciami spájkovania rôzne schémy a návrhov rádií sa objaví aj zručnosť optimálneho prenosu tepla. A hrot spájkovačky prinesiete tak, aby medzi ním a spojkou bolo čo najviac veľké námestie kontakt.
Ďalší typická chyba je ďalší. Roztavíte trochu spájky a po určitom oneskorení ju privediete na bod spájkovania. V tomto prípade sa časť taviva odparí, bez ochrannej vrstvy, vytvorí oxidový film. Naopak, je potrebné súčasne sa dotýkať spájkovacej oblasti pomocou spájkovačky a spájky. Vďaka tomu bude oblasť spájkovania pokrytá kvapkou čistého taviva skôr, než sa stihne odpariť.
Spájkovanie rádiových súčiastok na dosky s plošnými spojmi je oveľa jednoduchšie ako spájanie voľných koncov vodičov váhou, pretože otvory v doske sú vynikajúcou fixáciou pre spájkovanú rádiovú súčiastku. Existuje päť hlavných fáz spájkovania komponentov na doske:
1. Spájku a hrot spájkovačky je potrebné priviesť k spoju súčasne. Hrot spájkovačky by mal byť v dobrom kontakte so spracovávaným terminálom a doskou.
2. S hrotom spájkovačky by sa nemalo pohybovať, kým sa spájka nerozotrie v rovnomernej vrstve po celej spájkovacej ploche.
3. Pomocou hrotu spájkovačky nakreslite polkruh okolo spracovávanej koncovky.
4. Keď je požadované množstvo spájky v spájkovacej oblasti, spájkovací drôt sa odtiahne z oblasti spájkovania.
5. Veľmi rýchlo odstráňte hrot spájkovačky z miesta spájkovania. Kým spájka nestihla vytvrdnúť.
Ak má hrot spájkovačky požadovanú teplotu, celý proces spájkovania netrvá dlhšie ako jednu sekundu. A po malom tréningu budú všetky „päty“ spájkovania hladké, elegantné a krásne.
Navrhujem pridať do svojho amatérskeho rádiového arzenálu kovovú špongiu na umývanie riadu a kúsok hrubej látky alebo penovej gumy.
Ako ste si pravdepodobne všimli:
Po dokončení procesu spájkovania sa na hrote spájkovačky objavia tmavé usadeniny uhlíka, aby sme ich odstránili, navlhčíme kúsok látky v čistej vode a vždy, keď sa na nej objaví vodný kameň, prechádzame hrotom spájkovačky. Ak sa vzniknuté usadeniny úplne neodstránia, použite kovovú špongiu.
A ako výsledok, hrot je opäť čistý a leskne sa spájkou, a spájkovanie prebieha bez komplikácií a poškodenia drahých rádiových komponentov
Hroty spájkovačky možno rozdeliť do dvoch tried: medené a poniklované odnímateľné hroty.
Typy spájkovacích hrotov
Poniklované spájkovacie hroty sa zvyčajne používajú so špeciálnou skladacou spájkovačkou s možnosťou nastavenia teploty. K dispozícii sú nasledujúce poniklované hroty:
Žihadlo používa sa na spájkovanie veľmi malých rádiových komponentov, ako sú SMD. Pri opravách mobilných telefónov a iných high-tech zariadení s vysokou hustotou inštalácie je jednoducho nenahraditeľný.
Žihadlo v tvare rydla používa sa na demontáž a inštaláciu veľkých rádiových komponentov. Dobre sa hodí na odspájkovanie viackolíkových mikroobvodov.
Sting-drop slúži na prenos kvapky spájky, čo následne zlepšuje kvalitu spájkovania.
Zahnutá špička používa sa hlavne na odspájkovanie rádiových súčiastok v kombinácii s medeným opletením na odstránenie prebytočnej spájky z dosky. Niekedy sa používa na spájkovanie.
Odhalilo sa niekoľko tajomstiev a technológií domáce a použitie rúrkového hrotu v rádioamatérskej praxi
Ak pri demontáži tranzistorov, rezistorov a iných rádiových prvkov s nízkou koncovkou zvyčajne nie sú žiadne ťažkosti, ale ak je potrebné odstrániť mikroobvod alebo mikrokontrolér, existuje veľa ťažkostí. Čo by sme mali urobiť? Nižšie uvádzame niekoľko jednoduché metódy, ktoré sa dobre hodia na demontáž mikroobvodov.
Metóda medeného vrkoča Ak chcete odstrániť spájku pri demontáži mikroobvodu, naneste medený oplet na svorky, z ktorých chcete odstrániť spájku, a potom po ňom prejdite zahriatym hrotom spájkovačky, kým sa všetka spájka neroztopí a nenasýti medený oplet. Ak je opletenie úplne nasýtené a nie sú všetky kolíky mikroobvodu očistené od spájky, potom sa odreže a postup sa opakuje znova.
Ak chcete odstrániť spájku pri demontáži mikroobvodu, naneste medený oplet na svorky, z ktorých chcete odstrániť spájku, a potom po ňom prejdite zahriatym hrotom spájkovačky, kým sa všetka spájka neroztopí a nenasýti medený oplet. Ak je opletenie úplne nasýtené a nie sú všetky kolíky mikroobvodu očistené od spájky, potom sa odreže a postup sa opakuje znova.
Medené opletenie je možné zakúpiť v každom obchode s rádioamatérmi, ale ak ho nemáte po ruke, dá sa ľahko vyrobiť z určitých typov drôtov, ktoré ho majú pod izoláciou, aby ste ho opatrne odstránili a potom trochu načechrať a tiež je dobré namočiť oplet do tekutého tavidla, pretože to oslabuje povrchové napätie a pájka sa lepšie vstrebáva.
Použitie odspájkovacej pumpy v rádioamatérskej praxi Odsoľovacie čerpadlo sa skladá z rúrky, na ktorej jednej strane je hubica a na druhej strane piestu s rukoväťou a tlačidlom, ktoré uvoľňuje pružinu, ktorá prudko pohybuje piestovým mechanizmom. Aby sme pružinu vrátili do pôvodného stavu, posunieme páku úplne nadol.
Odsoľovacie čerpadlo sa skladá z rúrky, na ktorej jednej strane je hubica a na druhej strane piestu s rukoväťou a tlačidlom, ktoré uvoľňuje pružinu, ktorá prudko pohybuje piestovým mechanizmom. Aby sme pružinu vrátili do pôvodného stavu, posunieme páku úplne nadol.
Fyzikálny princíp činnosti odspájkovacieho čerpadla je založený na ťahaní roztavenej spájky vo vnútri. Mimochodom, táto spájka sa dá znova použiť.
Spustené cieľové čerpadlo privedieme na povrch kontaktnej podložky natavenej spájkovačkou a stlačíme tlačidlo. Spájka sa vtiahne do zariadenia. Zostáva len zopakovať tento technologický proces s každým výstupom mikroobvodu.
Ak sa rozhodnete pre kúpu tohto amatérskeho rádiového zariadenia, potom si kúpte len taký, ktorý je vyrobený z kovu. Plastové sa dajú takmer okamžite vyhodiť do odpadkového koša. Akékoľvek odspájkovacie čerpadlo časom stratí sací výkon, ale to nie je dôvod na kúpu nového, stačí ho rozobrať a zo sacieho priestoru vyhodiť pájku, ktorá sa tam nahromadila.
Ako odspájkovať mikroobvod pomocou lekárskych ihielPri demontáži zlyhaných viackolíkových rádiových komponentov (čipy, cievky, transformátory atď.) Môžete použiť jednoduché zariadenie vyrobené z lekárskej IV ihly.

Princíp demontáže je jasne pochopený z obrázku. Každý kolík mikroobvodu sa zahrieva samostatne a po roztavení spájky sa naň položí mierne narezaná ihla s otočením. Po vytvrdnutí spájky sa ihla vytiahne krútením. Musíte však starostlivo zabezpečiť, aby zostávajúce tavidlo nemalo čas vytvrdnúť, inak môžete odskrutkovať samotný terminál.
Najprv: Hrot spájkovačky musí byť vždy čistý a optimálne zahriaty na spájkovanie v závislosti od druhu použitej spájky. Teplota hrotu spájkovačky je zvyčajne 300 stupňov. Nový hrot spájkovačky možno spracovať kladivom, aby sa vytvorilo pracovné spevnenie na pracovnej ploche, a potom spracovať pilníkom, aby získal správny tvar.
Potom pocínujeme hrot spájkovačky, inými slovami, zakryjeme ho tenkou vrstvou spájky. Nezabudnite ho namočiť do kolofónie.
Na reguláciu teploty hrotu odporúčam použiť.
Po druhé: Na spájkovanie používajte vhodné tavivá a spájky. Existuje niekoľko desiatok druhov spájok, no v rádioamatérskej praxi sa najčastejšie používa POS-61 pozostávajúci zo 61% cínu a 39% olova s teplotou topenia cca 190 stupňov.
Vhodné je použiť tie, ktoré neobsahujú kyseliny. Najznámejším a najrozšírenejším tokom je kolofónia.
Po tretie: Závery častí, vodičov a kontaktných plôšok na dosky plošných spojov používané na spájkovanie musia byť vyčistené do lesku a pocínované.
Vzhľadom na stav našich energetických sietí, najmä vo vidieckych oblastiach, je v nich pokles napätia niekedy desiatky voltov pod normálom a musíme premýšľať o tom, ako ho zvýšiť na nominálnu úroveň, aspoň pre spájkovačku, inak vysokokvalitné spájkovanie Môžete na to zabudnúť. Na vyriešenie tohto problému navrhujeme zostaviť obvod pre jednoduchý set-top box. Keď sú vypínače vypnuté, zariadenie funguje, keďže na výstupe máme polovičné sieťové napätie.

To je obzvlášť výhodné, keď sú intervaly medzi spájkovaním významné a nie je dôvod úplne vypnúť hlavný nástroj rádioamatéra. Keď je spínač SW1 zapnutý, konštrukcia pracuje podľa obvodu celovlnného usmerňovača, to je v prípade, ak je sieťové napätie normálne. Keď sú oba spínače zapnuté, teplota hrotu sa zvýši v dôsledku pridania zložky jalovej energie uloženej v kondenzátore. Môžete pridať ďalšie nádoby pomocou ďalších prepínačov a nastaviť teplotu spájkovania.
Kovová pinzeta, ktorá drží spájkovaný rádiový komponent, slúži súčasne ako chladič. Na rovnaký účel je možné použiť aj krokosvorku, ak je umiestnená na vývode polovodiča na ochranu pred prehriatím.
Tavidlo sa používa na odstránenie zvyškov oxidových filmov a mastnoty a na ochranu spájkovaných povrchov pred oxidáciou. Ak nepoužívate tavidlo, spájkovanie sa ukáže ako nekvalitné - môže to byť zlé. elektrický kontakt a stane sa, že spájkovaná časť odpadne.
Takže dnes chcem zvážiť nielen zaujímavý projekt na mikrokontroléroch, ale veľmi užitočné aj pri každodennej práci rádioamatéra. Toto Spájkovacia stanica urobte to sami pomocou mikrokontrolérov AVR
Každý človek musel v živote niečo k niečomu prispájkovať. Vplyv teploty na časti pre ich následné spojenie sa považuje za takmer najspoľahlivejší spôsob pripojenia. Predpokladá sa, že spájkovanie je pomerne jednoduché, ale nemožno ignorovať skutočnosť, že na úspešné vykonanie tohto postupu budú potrebné určité zručnosti a skúsenosti.
Nižšie uvedený článok umožní používateľom, ktorí nemajú náležité skúsenosti a zručnosti, oboznámiť sa s procesom spájkovania drôtov a tiež pomôže pri implementácii výber spájkovacieho zariadenia. To môže vyvolať určité otázky aj u človeka, ktorý bude spájkovať prvýkrát a jednoducho nevie, ako správne spájkovať.
Samozrejme, ideálne by bolo, keby používateľ mal k dispozícii spájkovaciu stanicu, a nie iba spájkovačku. Nie je však vždy možné kúpiť také užitočné zariadenie a spájkovačky môžu byť vhodné na spájkovanie drôtov.
Najprv sa pozrime na to, čo je zariadenie, ako je spájkovačka. Spájkovačka je zariadenie, ktoré sa používa na spájkovanie, pomocou vplyvu teploty.
Odporúča sa vybrať spájkovačku s trojcestnou uzemňovacou zástrčkou. Výhodou takéhoto zariadenia je, že zabraňuje rozptylu napätia pozdĺž prúdovej dráhy. V zásade je pre človeka, ktorý nemá skúsenosti s spájkovaním, vhodná aj spájkovačka s rozsahom 15 až 30 Wattov, no treba pripomenúť, že také malé napätie nestačí ani na spájkovanie audio drôtov. Automobiloví nadšenci môžu odporučiť spájkovačky s výkonom 40 wattov, pretože takéto zariadenia sú najlepšia možnosť na použitie v aute.
Spájkovacia stanica
Vyššie v článku bolo uvedené také zariadenie ako spájkovacia stanica. Ide o veľmi zaujímavé a produktívne zariadenie, ktoré poskytuje autonómiu, pretože je pripojené k zdroju striedavého prúdu a je schopné vyžarovať výkon až 80 Wattov. Odborníci tvrdia, že pri používaní tohto zariadenia na spájkovanie sa pozoruje určitá ľahkosť, na rozdiel od použitia jednoduchých spájkovačiek.
Výhody takýchto spájkovacích zariadení možno vyjadriť ako samostatný zoznam:

ale tohto zariadenia existujú aj nevýhody. Nesmieme zabúdať, že na používanie spájkovacej stanice by ste mali mať aspoň počiatočnú zručnosť a trochu skúseností, inak môžu vzniknúť ťažkosti a dokonca aj určité riziká. Spájkovacie stanice sú navyše dosť drahé a spotrebúvajú veľa elektriny. Pred zakúpením spájkovačky musí používateľ zvážiť všetky klady a zápory, pretože so všetkými výhodami existujú aj nevýhody.
Ako správne spájkovať?
 Keď sme sa pozreli na to, aké spájkovačky existujú, mali by sme prejsť k samotnému aktu spájkovania drôtov. Najprv však musíte pochopiť zložky samotného procesu. Pozrime sa na body týkajúce sa vlastností spájkovania a vecí, ktoré bude používateľ potrebovať na spájkovanie drôtov.
Keď sme sa pozreli na to, aké spájkovačky existujú, mali by sme prejsť k samotnému aktu spájkovania drôtov. Najprv však musíte pochopiť zložky samotného procesu. Pozrime sa na body týkajúce sa vlastností spájkovania a vecí, ktoré bude používateľ potrebovať na spájkovanie drôtov.
Najprv by ste mali spájkovať dva drôty pocínujte spájkovačku a drôty. Faktom je, že ak tento postup ignorujete, zariadenie jednoducho nebude spájkovať, takže sa to dôrazne odporúča. Mimochodom, ak má používateľ spájkovaciu stanicu a nie spájkovačku, nebude potrebné pocínovanie.
Ako pocínovať spájkovačku?
- Na pocínovanie spájkovačky vezmite pilník a priložte ho naplocho na rez hrotu spájkovačky. Musíte ostriť hrot, kým nebude hladký, plochý a lesklý.
- Zahriaty hrot by mal byť ponorený do kolofónie a potom do spájky (zvyčajne cínu). Spájka sa takmer nelepí na hrot, preto by ste po vyššie popísanom postupe mali hrot pripevniť na dosku prírodného pôvodu. Malo by sa pamätať na to, že drevotrieska nie je na takéto účely vhodná.
- Tieto manipulácie by ste mali opakovať s hrotom (ponorenie do kolofónie - cínu - nanášanie na dosku), až kým nebude z spájky úplne strieborná a rovnomerne ju zakryje. Toto sa nazýva „cínovanie“ spájkovačky. Cínovanie spájkovačky nie je také ťažké, takže tento postup môže vykonať každý používateľ, dokonca aj ten, kto sa nikdy predtým nezaoberal spájkovaním.
Ako pocínovať drôt?
 Potom, čo používateľ pocínuje samotnú spájkovačku, musí pred spájkovaním pocínovať drôt.
Potom, čo používateľ pocínuje samotnú spájkovačku, musí pred spájkovaním pocínovať drôt.
Najprv potrebujete odstráňte izoláciu z drôtu. Je potrebné odstrániť len toľko, aby v budúcnosti zostal dostatok miesta na následné spájkovanie. Proces odstraňovania izolácie by sa mal tiež monitorovať, aby sa následne predišlo skratom.
Samozrejme, pocínovanie drôtu je oveľa jednoduchšie. Faktom je, že pod izoláciou má drôt čistý kov, nie oxidovaný. Odkrytý drôt by mal byť ponorený do kolofónie, ktorá už bola spomenutá vyššie, pričom naň umiestnite hrot spájkovačky (predhriaty). Potom nasleduje vytiahnite drôt z kolofónie, potom, čo sa začne topiť a dymiť. Tento postup je potrebný na to, aby roztavená kolofónia obalila drôt, konkrétne jeho kontaktnú časť. Potom by ste mali hrot spájkovačky obohatiť o spájku pomocou rovnakého cínu, to znamená dotykom, po ktorom musíte hrot priviesť k kolofónii, ktorá sa prilepila na drôt.
Nemožno nespomenúť bod, že ak je drôt medený a čistý, k pocínovaniu dôjde doslova okamžite. Ak sa pocínovanie nestane prvýkrát, musíte postup zopakovať alebo použiť špeciálnu látku - spájkovacia pasta, ktorý je veľmi účinným pomocníkom pri spájkovaní vzhľadom na to, že s jeho pomocou sa dá pocínovať aj železo.
 Na spájkovanie dvoch drôtov osobitné úsilie už nebude potrebný. Azda najťažší bol postup pocínovania jedného aj druhého drôtu.
Na spájkovanie dvoch drôtov osobitné úsilie už nebude potrebný. Azda najťažší bol postup pocínovania jedného aj druhého drôtu.
Samotný proces spájkovania bude spočívať v tom, že budete musieť jednoducho priniesť jednu pocínovanú časť jedného drôtu s pocínovanou časťou druhého. Potom by ste ho mali priniesť na miesto ich kontaktu. horúci hrot spájkovačky, ktorý bolo treba najskôr obohatiť spájkou. Spájka by mala dobre a tesne pokrývať pocínované časti spájkovaných drôtov. Uľahčí to kolofónia, ktorá sa priaznivo podieľa na tomto procese.
Keď sú drôty v roztavenej spájke, mali by ste sa pokúsiť vyhnúť sa akémukoľvek pohybu, aby bolo spájkovanie úspešné. Môžete tiež zľahka fúkať na miesto, kde je roztavená spájka, až kým sa nezmení z lesklej na tmavú, čo bude naznačovať, že spájka tuhne.
To je v podstate všetko. Používateľ môže byť hrdý na vykonanú prácu, najmä ak je to jeho prvé spájkovanie a urobil všetko správne podľa vyššie opísaných tipov.
Rozpájkujte drôty, mimochodom, tiež sa zdá byť možné. Ak používateľ náhle potrebuje odspájkovať dva vodiče, mal by sa vykonať rovnaký postup, len naopak. Potrebujete len ohriať spájkovaciu oblasť horúcim hrotom spájkovačky. Mali by ste priviesť hrot ku križovatke drôtov a roztaviť vytvrdenú spájku. Po roztavení spájky je možné jednoducho odpojiť predtým spájkované vodiče. Mimochodom, nesmieme zabúdať, že počas spájkovania by mal byť hrot spájkovačky tiež v kolofóne.
závery
Spájkovanie drôtov sa nezdá ťažké. Tento postup zvládne bez vážnejších problémov aj úplne neskúsený používateľ. Môže sa zdať, že to nie je až taký jednoduchý postup, ale v podstate takéto myšlienky vznikajú z dôvodu potreby pocínovania hrotu a drôtov spájkovačky. Ja sám Proces cínovania nie je vôbec zložitý, ale všetky tieto manipulácie môžu byť jednoducho vyčerpávajúce, najmä ak používateľ nemá vôbec žiadne skúsenosti.
Malo by sa pamätať na to, že výber spájkovačky by sa mal robiť v súlade s potrebami používateľa. Musíte vedieť, že rôzne operácie si budú vyžadovať zariadenia s rôzne kapacity. Ako je uvedené vyššie, spájkovačky v rozsahu 15 až 30 Wattov sú príliš slabé a možno ich použiť iba pri spájkovaní pri slabom osvetlení. Navyše aj jednoduché spájkovanie drôtov z audio zariadení pre takéto zariadenia bude prehnanou úlohou. Odporúča sa používať spájkovačky s výkon od 40 wattov
A tu je tretí príspevok na blogu.
Milujem poriadok. Keď niečo nie je v poriadku, bolí ma hlava z myšlienok. K veci...
Hudba v aute je dobrá, nehovorím, že špičková, ale na mňa, ako DJa s desaťročnou „skúsenosťou“, pôsobí akustika pozitívnym dojmom. Áno, môžete minúť veľa peňazí a kúpiť si zvončeky a píšťalky. Mne ale stačí zvuk, aký je teraz: cítim basy, výšky sú na mieste, vyváženie je slušné. Sám som si uvedomil, že nič nezmením. Samozrejme, po prvé, je to vďaka rádiu JVC (nech ma presviedčate akokoľvek, JVC je najlepšie medzi autorádiami). Po druhé, vďaka karosérii a geometrii auta. A do tretice vďaka reproduktorom.
Jedného dňa som otvoril kufor a pozrel sa na káble, ktoré vedú k zadným reproduktorom. Nevidel som nič dobré.
Všetko je prekrútené

Rozhodol som sa to celé vylepšiť. To si vyžaduje:
1. Spájkovačka (akákoľvek, kúpil som za 200 rubľov za 40 W);
2. Spájka Sn62Pb36Ag2.0 (Tin62-Lead36-Silver2.0), priemer 1.0mm (špirála 1m);
3. Borovicová kolofónia prémiovej kvality, trieda A (malá nádoba 20 g);
4. Flux LTI-120 (30 ml fľaša);
5. Svorky pre vodiče.

Spájkovačka, Spájka Sn62Pb36Ag2.0, Borovicová kolofónia, Flux LTI-120, Drôtové koncovky.
Naša úloha: Pocínujte medené drôty spájkou, vložte ich do svoriek, zalisujte svorky a na svorku s drôtikom nasaďte spájku.
Príprava.
Spájkovačku zahrievame dovtedy, kým nedokáže spoľahlivo roztaviť kolofóniu. Bude sa dymiť a ocitnete sa v borovicovom lese. Nemali by ste dýchať výpary. Práce vykonávajte v dobre vetraných priestoroch. Umiestnite handričku do kufra a kúsok železa na handričku pre pohodlie.

Kolofónia, spájka. Kmeň.
Odmasťovanie
Na pocínovanie je potrebné drôty odmastiť. Vystavujeme, krútime. Vezmeme vatový tampón, ponoríme ho do LTI-120 a pretrieme cez drôty. LTI-120 odmasťuje a poskytuje dobrú priľnavosť, takže kolofónia a spájka sa dajú lepšie pocínovať.
Cínovanie
Ponorte zahriatu spájkovačku do kolofónie a naneste ju na drôty. Dajme si na čas. Opatrne. Drôty získajú zlatohnedý odtieň. Pre následné nanášanie spájky je dôležité takto odkrytý drôt pocínovať.

Cínovanie kolofóniou.
Kolofónia slúži na to, aby spájka vytvárala kvapôčky a neroztekala sa po hrote spájkovačky. Po „rosinizácii“ všetkých drôtov vezmeme do rúk spájku.
Uistite sa, že hrot spájkovačky je potiahnutý živicou. Ak na nej nie je kolofónia, znova ju ponorte.
Špičkou spájkovačky sa dotkneme spájky a dostaneme kvapôčku, ktorá visí na spájkovačke a je na spadnutie. Spájku preto naberieme spájkovačkou potichu, len trochu. Dotkneme sa drôtu a podržíme ho niekoľko sekúnd, aby sa drôt zahrial. To je dôležité. Ak sa ponáhľate, spájka sa neprilepí. Drôt pocínujeme, hore a dole, tam a späť, pomaly, až kým nedostaneme tento obrázok.
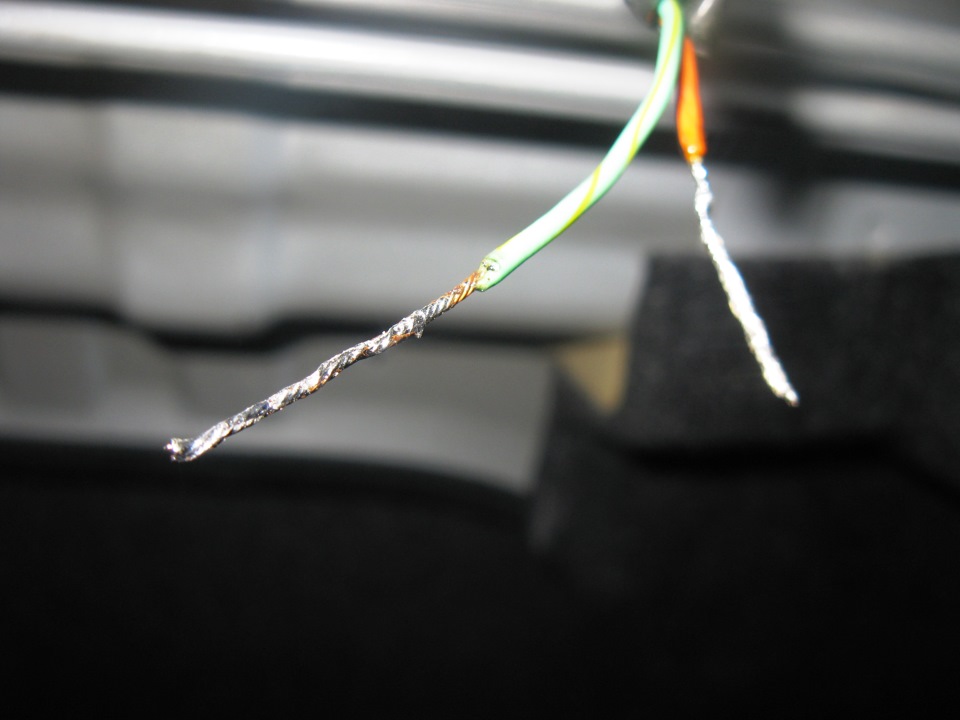
Proces cínovania spájkovaním.
Pocínujeme všetky drôty a pozeráme sa na túto nádheru. Odpočívame, pretože je dosť nepohodlné spájkovať na vrchlíku.
Terminály
Svorky nasadíme na drôt a zľahka ho upneme nástrojom. A na vrchu, kvôli pevnosti, urobíme kvapku spájky tak, aby „spojila“ terminál a samotný drôt. Niečo také.
Každý vie, čo je spájkovačka a na čo je potrebná, ale nie každý vie, ako ju používať. A tento nástroj je veľmi užitočný nielen v televíznej dielni, ale aj v domácnosti. S jeho pomocou môžete kvalitatívne obnoviť zlomený kábel, opraviť elektrické náradie, domáce prístroje a oveľa viac. Musíte však vedieť obsluhovať spájkovačku a tiež si musíte vedieť vybrať správny spotrebný materiál.
Ak nehovoríme o spájkovacích mikroobvodoch a vysokonapäťových zariadeniach, potom samotný proces nepredstavuje žiadne ťažkosti. Väčšinu domácich úloh je možné vykonávať nezávisle, bez toho, aby ste sa obrátili na špecialistu.
Zariadenie na spájkovanie
Elektrická spájkovačka musí mať ohrievač. Ohrievač môže byť nichrómový alebo keramický. Keramické ohrievače sú dobré svojim spôsobom, ale sú dosť náročné z hľadiska prevádzkových podmienok. Preto pre domácnosti Najvhodnejšie sú elektrické spájkovačky so špirálovým ohrievačom (EPSN). Sú to celkom nenáročné a čo je dôležité, lacné zariadenia.
Pracovnou časťou spájkovačky je hrot. Ohrievač to prináša vysoká teplota, ktorý umožňuje roztaviť cínovú spájku používanú na spájkovanie. Telo spájkovačky má väčšinou skrutku, ktorá zaisťuje hrot a pomocou ktorej si nastavíte jej výstupok. Rukoväť spájkovačky má predĺženie alebo samostatnú zásteru, ktorá zabráni čo i len náhodnému skĺznutiu ruky na vyhrievanú časť.

IN posledné roky sa objavili kompaktné plynové spájkovačky, ktoré okamžite konkurovali elektrickým spájkovačkám. Dopĺňajú sa čisteným butánom, presne tým istým, aký sa používa pri dopĺňaní zapaľovačov. Spájkovanie plynová spájkovačka dochádza v dôsledku vystavenia otvorenému plameňu miniatúrnej trysky. Teplotu plameňa je možné nastaviť v rozsahu 750-1200°C. Na jednu náplň môže spájkovačka pracovať 60-90 minút v závislosti od nastavenia. Tento nástroj môže úplne nahradiť 150 W elektrickú spájkovačku. Pre potreby domácnosti je to viac než dosť, pokiaľ, samozrejme, nehovoríme o spájkovaní rúr alebo hrncov.
Výber spájkovačky
Najprv musíte určiť, na aký účel je spájkovačka zakúpená. Pre domácnosť zvyčajne berú zariadenie, ktoré možno použiť na spájkovanie káblov, drôtov, opravy zástrčiek zariadení atď. Na tieto účely je vhodný 25 W prístroj. Viac výkonné zariadenia sa používajú pri spájkovaní masívnych častí, a to už je priemyselná aplikácia. Zároveň by ste si nemali kupovať spájkovačky s príliš nízkym výkonom 5-15 W. Sú určené na spájkovanie mikroobvodov a tenkých zariadení, napríklad na opravu mobilných telefónov.
Pri kúpe spájkovačky pre váš domov dávajte pozor na jej vstupné napätie. Je potrebné, aby sa jednalo o zariadenie pracujúce od 220 V, a nie od 12 alebo 24.... Je vhodné, aby spájkovačka mala európsku zástrčku. Moderné domyČoraz častejšie sú vybavené uzemnením, ktoré v tomto prípade zabráni úrazu elektrickým prúdom v prípade poruchy na kryte.
Ak je hrot v spájkovačke odstránený, znamená to, že v prípade potreby môže byť vymenený. Je to veľmi ľahké zistiť - spájkovačky s vymeniteľným hrotom majú na tele fixačnú skrutku (skrutky). Skrutka umožňuje nastaviť dĺžku predĺženia, čo následne ovplyvňuje teplotu otvorenej časti.
Hroty sú medené a poniklované. Tie posledné nehoria, takže nevyžadujú prakticky žiadnu údržbu. Sú však o niečo drahšie. Červené medené hroty je potrebné z času na čas očistiť od spájky a zapilovať pilníkom. Pri týchto operáciách nie sú žiadne ťažkosti - vezmete pilník a s jeho pomocou získa hrot požadovaný tvar. Odporúča sa to urobiť s odstráneným hrotom a upnutým vo zveráku.
Čo sa týka tvaru spájkovačiek, okrem klasického „ručného“ tvaru nájdete v predaji aj takzvané „pištole“. Jediný rozdiel medzi nimi je tvar rukoväte. Existujú aj spájkovačky pištoľového typu s transformátorom, ktoré sa rýchlo zahrejú, ale už patria k prístrojom profesionálnej triedy. Verí tomu veľa odborníkov klasický tvar Je vhodnejšie použiť spájkovačku.

Spotrebný materiál na spájkovanie
Spájka. Spájanie častí spájkovaním zahŕňa použitie spájky - zliatiny cínu a olova. Proces spájkovania možno prirovnať k lepeniu za tepla. Lepidlom je v tomto prípade spájka.
Pomery cínu a olova v spájkach sa môžu líšiť. Výrobcovia používajú označenia, kde číslo označuje percento cínu, napríklad POS-61 - cínovo-olovnatá spájka, v ktorej je obsah cínu 61%. Spájka vyrobená z takejto zliatiny sa roztaví pri teplote 180 °C. To je oveľa nižšie ako teplota topenia medi alebo hliníka, ktoré sa najčastejšie spájkujú.
Zmeny v pomere olova a cínu sa prejavia aj na teplote tavenia spájky. Napríklad, ak je cín v spájke 40%, potom teplota topenia takejto zliatiny bude 240 ° C, a ak je cín 90 %, potom sa zliatina začne topiť až pri 310 °C.
Označenie dovážaných spájok sa líši od domácich. Aby ste pochopili, aký druh zliatiny je pred vami, musíte sa pozrieť na sprievodné dokumenty alebo vyhľadať dekódovanie označení na internete. Avšak pre domáce spájkovanie nie je spájkovacia zliatina obzvlášť dôležitá. Najviac žiaruvzdorná spájka sa topí pri 300 °C, čo je tiež menej ako t(pl.) medi alebo hliníka. Najjednoduchšie je však pracovať s spájkami s nízkou teplotou topenia, preto by sa mali uprednostňovať vyvážené spájky, kde sú cín a olovo približne rovnaké.

Najvýhodnejšie je použiť spájku vo forme drôtu s priemerom 1-3 mm. V predaji sú spájky vo forme trubice naplnenej tavivom. Tento druh spájky nie je pre každého; Mnohí odborníci uprednostňujú jednoduchú drôtovú spájku, ktorá ponecháva príležitosť presnejšie dávkovať spájku a tavidlo.
Flux potrebné na ochranu kovových častí pred tepelnou oxidáciou. Medený hrot spájkovačky rýchlo oxiduje, v dôsledku čoho sa na ňom vytvorí nekovový film, na ktorý zle priľne spájka. Tavidlo odstraňuje oxidový film a podporuje rovnomernú distribúciu spájky. Spracovanie častí a kontaktov s tavivom sa nazýva cínovanie.

Existujú dva typy tokov - kyslé a nekyslé. Kyslé tavivá sa najčastejšie používajú pri spájkovaní zliatin železa (liatina, oceľ). Po práci s kyslým tavivom je potrebné odstrániť jeho zvyšky, aby kyselina nekorodovala kov. S kyslými tavidlami musíte pracovať veľmi opatrne, pretože... kyselina ľahko leptá pokožku.
Najbežnejším nekyslým tavivom je kolofónia - purifikovaná borovicová síra. Na väčšinu domácich úloh postačuje kolofónia. Vysokokvalitná kolofónia je priehľadná a má jantárovú farbu; tak rýchlo nezafarbí hrot a ani moc nedymí. Možno budete chcieť mať po ruke aj kyselinu fosforečnú pre prípady, keď je oxidácia významná.
Technológia spájkovania

Keď potrebujeme prispájkovať jednu časť k druhej, prispájkovať kontakt alebo konce drôtov, našou úlohou je zaistiť spájku spájkou.
- Dobrý kontakt a pevnosť spájkovania závisia od kvality práce. Časti, ktoré sa majú spájkovať, musia byť dobre vyčistené, odmastené a zahriate.
- Ak spájkovanie Elektrický drôt alebo iných elektrických častí, musíte sa uistiť, že nie sú pod napätím.
- Najlepšie je vykonávať spájkovanie pod kuchynský digestor aby sa dym z kolofónie okamžite odstránil z miestnosti.
- Je veľmi dôležité, aby sa spájkované časti neprehrievali. Je nepravdepodobné, že by sa sami roztavili zo spájkovačky, ale plast (napríklad izolácia drôtu) môže trpieť vysokou teplotou. Preto by čas vystavenia dielov vysokej teplote mal byť minimálny. Spájkovanie je vhodné vykonať jedným ťahom.
- Časti spájané spájkovaním musia byť pocínované - ošetrené tavivom a spájkou. Pocínované drôty sa prestávajú ohýbať, preto sa skrúcajú bez pocínovania a až potom sa spájkujú.
- Pri spájaní káblov alebo vodičov sa konce odizolujú, samotný vodič sa mechanicky odizoluje a ošetrí tavivom pomocou spájkovačky. Aby sa spájkované vodiče správne izolovali, je potrebné na ne najskôr nasadiť cambriky vyrobené z teplom zmrštiteľného polyméru. Potom sú konce drôtu skrútené dohromady a pripevnené spájkou, ktorá by mala nakoniec pokrývať celú kontaktnú časť.
- Spoj je pokrytý teplom zmrštiteľným plášťom, ktorý po zahriatí spoj obalí a spoľahlivo izoluje od kontaktu s ostatnými drôtmi.
- Je vhodné privádzať spájkovací drôt na miesto spájkovania, a nie naberať cín špičkou. Ale keďže človek má iba dve ruky, spájku je možné aplikovať iba vtedy, ak sú diely bezpečne upevnené. Nepokúšajte sa spájkovať nad hlavou - len stratíte čas a nervy. Časti, ktoré sa majú spájkovať, je lepšie najskôr zaistiť svorkou a až potom ich spájkovať.
To je vlastne celá technológia. Ako vidíte, je to jednoduché. Hlavná vec je dodržiavať niekoľko jednoduchých pravidiel a pochopiť, čo sa robí pre čo a v akom poradí.