Схема инвертора для сварочных работ
Уже давно начал заниматься силовой электроникой, начиная от автомобильных инверторов и заканчивая сварочными апаратами на 160 ампер! Так, как сам студент и денег не так уж много то выбрал схему с хорошей повторяемостью и немногим числом деталей!

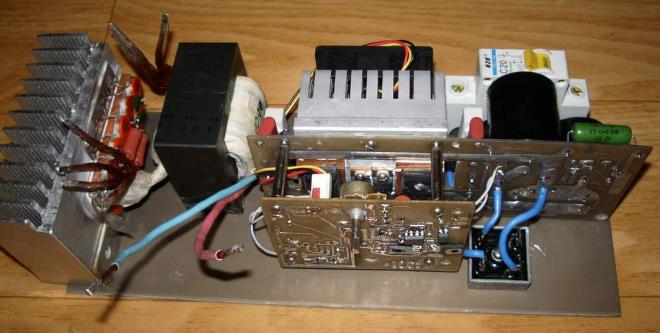
Силовые конденсаторы взял на роботе, там же взял пару вентиляторов от кулеров, они хорошо подходят так как скоростные и обеспечивают хороший поток воздуха, один вентилятор взял большой, но не такой скоростной, он стоит на выдуве тёплого воздуха.

Микросхема задающего генератора UC3842, также можна использовать UC3843...UC3845, для розкачки силового транзистора использовал комплементарную пару КТ972-КТ973, силовой ключик irg4pf50w один спалил, но ничего, на радиорынке их много:)

Силовые дорожки усилил медной проволокой. Процес намотки трансформатора не сфотографировал, скажу лиш что первичка - 32 витка проводом 1.5 мм, вторичка - петля от кинескопа, как раз хорошо подошла! О трансформаторах на ферритовых кольцах .
![]()
Апаратик получится небольшой, в общем как раз то, что нужно для дачных работ. Результатом весьма доволен. С уважением, Колонщик.
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
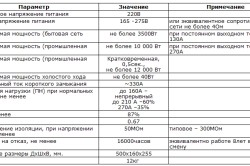
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм, и длиной 10 мм.
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы .
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм;
- Вторичная первая – 15 витков, ПЭВ 1 мм;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм.
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см, к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой . Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика . Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2 . Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм. Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм. Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см . Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм. На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
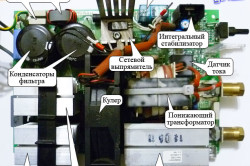
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом . Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Комментариев:
Комментариев:
- Обслуживание и ремонт сварочного аппарата: основные моменты
В настоящее время наиболее популярным, функциональным и производительным оборудованием для сварки является сварочный аппарат инвертор.
Для сварки зачастую используют инвертор. Он компактный и удобный в пользовании.
В качестве силовых переключателей в таком оборудовании применяются полевые транзисторы высокой мощности. Это позволило существенно уменьшить размеры и массу агрегата. На рынке доступен большой выбор подобного оборудования. Все доступные модели имеют практически одинаковый принцип действия. Единственным недостатком, который может избавить от желания купить такой агрегат, является его достаточно высокая стоимость. Однако вы можете приложить немного усилий и собрать инвертор своими руками.
Особенности самодельного сварочного аппарата инвертора
Рассматриваемый сварочный аппарат инвертор состоит из следующих основных элементов:
- блока питания;
- драйвера силовых ключей;
- силовой части.
Самодельный сварочный аппарат инвертор будет иметь следующие характеристики:
- максимальное значение потребляемого тока – 32 А;
- ток сварки – не более 250 А;
- сетевое напряжение – 220 В.
Такой сварочный аппарат инвертор сможет без особых проблем варить с использованием электрода диаметром 3-5 мм и длиной дуги до 10 мм. Коэффициент полезного действия самодельного агрегата ничуть не уступает готовым магазинным приборам для сварки.
Вернуться к оглавлению
Подготовка к сборке сварочного аппарата
Для сборки агрегата вам понадобится следующее:
- электротехническая сталь;
- хлопчатобумажная ткань;
- медные провода;
- стеклоткань;
- текстолит.
Для стабилизации напряжения обмотки должны быть выполнены по всей ширине каркаса. Всего в конструкции рассматриваемого сварочного аппарата инвертора будет 4 обмотки:
- первичная – состоит из 100 витков, ПЭВ 0,3 мм;
- три вторичные обмотки – одна на 15 витков (ПЭВ 1 мм), другая – тоже из 15 витков (ПЭВ 0,2 мм), третья – из 20 витков (ПЭВ 0,3 мм).
Плата с блоком питания монтируется отдельно. Между ней и силовой частью будет расположен лист металла. Его необходимо электрически прикрепить к корпусу сварочного аппарата инвертора.
Для управления затворками будут использоваться проводники. Их следует припаять на минимальном расстоянии от транзисторов. Они должны попарно скручиваться друг с другом. Сечение особого значения не имеет. Длина же проводников должна быть не более 15 см.
Перед сборкой сварочного аппарата инвертора нужно внимательно изучить и разобраться в его принципиальной схеме.
Блок питания рассматриваемого агрегата представляет собой традиционный флайбэк. Первичную обмотку блока нужно будет накрыть экранирующей обмоткой. Она делается из такого же провода. Наложенные витки должны полностью перекрыть первичные и иметь с ними одинаковое направление. Между обмотками устраивается изоляция. Ее можно сделать из лакоткани или малярного скотча.
При настройке блока питания сварочного аппарата вам нужно подобрать такое сопротивление, чтобы напряжение, подаваемое на питание реле, составляло 20-25 В. Подберите надежные и мощные радиаторные элементы для входных выпрямителей. Для этой цели отлично подходят модели, которые использовались в старых компьютерах. Их можно недорого купить на радиорынке.
Схема управления включает всего 1 термический датчик. Он будет размещен внутри корпуса радиатора. На том же радиорынке следует купить ШИМ-контроллер для блока управления. Через его канал регулирования будет осуществляться стабилизация тока в дуге. При помощи конденсатора будет определяться напряжение ШИМ. От самого же напряжения зависит сила тока сварки.
Вернуться к оглавлению
Пошаговая инструкция по сборке сварочного аппарата инвертора

Для обмотки дросселя используйте обмоточный провод.
Прежде всего подготовьте все детали, указанные на принципиальной схеме. Для сборки такого сварочного инвертора можно использовать доступные материалы, которые продаются в любом магазине радиотехники и электроники. Перед тем как использовать детали, удостоверьтесь в их работоспособности.
Подберите готовый дроссель или сделайте его на стальном магнитопроводе. Для изготовления обмотки дросселя используйте провод ПЭВ-2. Нужно сделать 175 витков.
Самые доступные конденсаторы, которые можно использовать для сборки такого сварочного аппарата инвертора, – это конденсаторы К78.
Они широко использовались в старых телеприемниках, поэтому найти их не составит труда. Рабочее напряжение конденсаторов должно быть не меньше 1000 В. Если не удается найти конденсатор с нужным напряжением, используйте несколько элементов, чтобы их общая емкость соответствовала требуемому номиналу.

Для сборки инвертора понадобятся несколько транзисторов.
Купите несколько транзисторов КУ221А небольшой мощности. Не стоит использовать вместо них один мощный транзистор, т.к. из-за этого снизится рабочая частота, а во время проведения сварочных работ будет появляться неприятный громкий звук. Да и неправильно подобранная мощность может привести к тому, что уже очень скоро придется выполнять ремонт оборудования.
При сборке сварочного инвертора выдерживайте требуемые зазоры между обмотками и магнитопроводами. В обмотки заложите пластины из текстолита. Благодаря этому повысится электробезопасность сварочного аппарата и будет обеспечиваться его достаточное охлаждение.
Далее вам нужно прикрепить трансформатор к основанию самодельного сварочного инвертора. Используйте для этого 2-3 скобы. Скобы можно сделать из медной проволоки диаметром от 3 мм. Платы изготавливаются из фольгированного текстолита. Для этого подойдет материал толщиной порядка 0,5-1 мм. В каждой плате следует подготовить 4 узких прорези, благодаря которым будет снижаться нагрузка на выводы диодов.

После того, как Вы вывели ручку тумблера и светодиоды на лицевую сторону, Вы практически получите готовый справочный аппарат.
Все собранные узлы агрегата установите на основание. Его можно сделать из пластины гетинакса. Будет достаточно пластины толщиной 0,5 см. В ее центре нужно сделать круглое окно под вентилятор. Последний обязательно защитите решеткой. Между магнитопроводами должен оставаться воздушный зазор.
Выведите на лицевую сторону основания светодиоды и ручку тумблера, а также зажимы для кабелей и ручку переменного резистора. В результате вы получите практически готовый сварочный аппарат. Эту конструкцию необходимо поместить в кожух из текстолита или винипласта. Стенки кожуха должны иметь толщину от 4 мм. Установите на держатель для электрода кнопку. Ее и подключаемый к ней кабель необходимо надежно изолировать.
Вернуться к оглавлению
Подключение самодельного сварочного аппарата

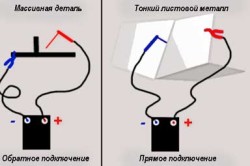
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на”-”, а красный – на “+”. В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
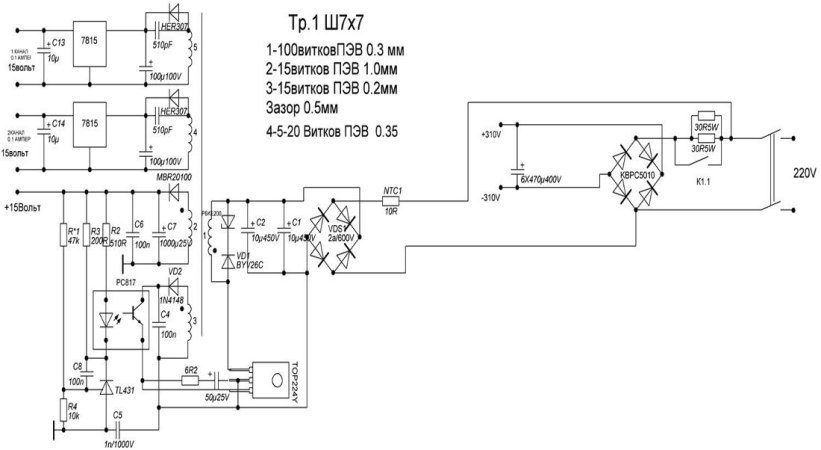
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
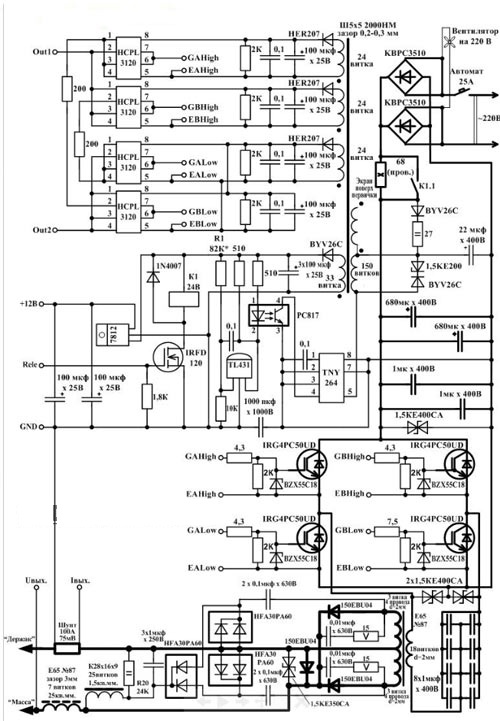
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус . В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.

Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.

Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок . Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.

Выпрямительный мост на радиаторе охлаждения
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.

Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы . После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
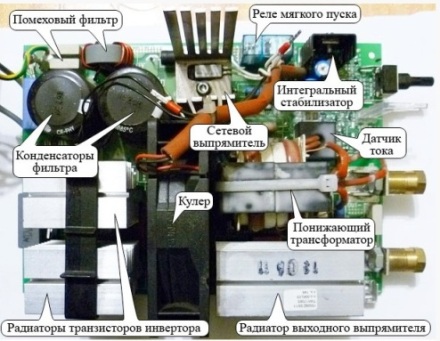
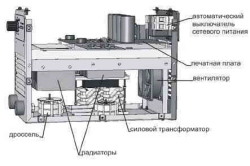
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.

Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.

Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Самой важной частью приобретенного или самодельного сварочного инвертора является схема. Провод в сварочном инверторе не обматывается материалом для термоизоляции. За основу можно взять плиту из дюралюминия. К ней понадобится присоединить несколько проводов и проводников, которые будут отдавать тепло. Для обдува понадобится использовать вентилятор большой мощности (в данном случае может использоваться радиатор от автомобиля). Также будут необходимы радиаторы диодов выпрямления и дроссель. Последний элемент прижимается к конструкции через прокладочный материал для уплотнения.
Самодельный сварочный аппарат не сможет работать без дроссельного устройства. Его можно изготовить из медных сердечников. Подобные элементы чаще всего установлены в строчных трансформаторах. Если таких приспособлений нет, можно их изготовить своими руками из деталей телевизоров или приобрести на строительном рынке. Диоды прижимаются к основанию инверторной схемы, после чего к ним подсоединяются уплотнители для изоляции и стабилизаторы напряжения.
Пример изготовления сварочного инвертора
В подобной конструкции будет использоваться нестандартный трансформатор, так как магнитный провод в нем имеет сечение 2 мм. Подобный провод не покрывается изоляционными материалами, однако можно использовать и защищенный кабель.
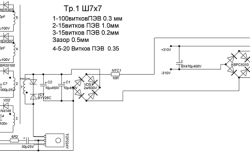
Пучок проводника собирается из нескольких проводков, их тоже нужно будет изолировать изолентой или полосой из фторопласта. Схему изготавливаемой конструкции для сварки можно увидеть на рис 1. Благодаря подобной вторичной обмотке лента из фторопласта будет расходоваться очень экономно, так как щель между изоляциями уже присутствует. Благодаря данному зазору можно производить охлаждение трансформатора тока. Если будет использована данная схема, то не понадобится дополнительно устанавливать какие-либо тиристоры или транзисторы.

Рисунок 1. Пучок проводника из различных проводков необходимо изолировать изолентой.
Проводники надо будет развести в разные стороны, чтобы они не контачили и не вызывали сбоев в процессе работы. После этого на транзисторе нужно произвести монтаж силового моста. Он выполняется навесом. В данном случае понадобится использовать медный шнур сечением 2 мм без изоляции. Его следует залудить и обмотать обыкновенными нитками в несколько слоев. Подобный проводник имеет защиту от повреждений в процессе пайки или сварки. Для фиксации можно использовать пятки для изоляции, на которые будет переноситься нагрузка с транзисторов. Таким образом можно продлить работоспособность.
Транзисторы нужно дополнительно прижать к радиатору. Их можно закрепить при помощи использования пластинок из дюралюминия. Подобные прокладки следует привинтить с помощью винтов небольших размеров. Данные крепежные элементы удобно использовать при изготовлении маленького самодельного аппарата для сварки.
Вентилятор будет охлаждать несколько мостов, но каждый из мостов следует ограждать изоляционным слоем.
Вентиляция вторичной обмотки имеет большое значение. Если есть необходимость, то можно вывести вторичную обмотку на ферритовые цилиндры. В данном случае можно использовать и приемник питания со средними волнами, из которого энергия сможет поступать к сердечникам.
Как сделать импульсный инверторный сварочный аппарат своими руками?
Принципиальная схема инверторного устройства сварочного аппарата.
Импульсный инвертор можно сделать своими руками в домашних условиях. Следует помнить, что обмотки могут наматываться лишь на полную ширину каркаса. В таком случае трансформатор станет более устойчив к перепадам напряжения и воздействиям окружающей среды. Для того чтобы изготовить сварочный аппарат подобного типа, понадобится подготовить следующие элементы:
- преобразователь трансформатора на 41 Гц;
- элементы для уплотнения
- жестянка из меди;
- изолента;
- чертежи инверторов.
В данном случае будет рассмотрен пример изготовления одноконтактного инвертора, который функционирует с помощью углекислого газа или аргона.
Вторичная обмотка в данном варианте наматывается в несколько слоев. На ферритный сердечник надо будет намотать дроссель. Через трансформаторное устройство нужно закрепить специальные кольца к первичной или вторичной обмотке.
Рисунок 2. Схема работы импульсного инверторного сварочного аппарата.
Чтобы производить охлаждение самодельного инвертора для сварки, понадобится использовать специальный компьютерный радиатор, который отлично подходит и по мощности, и по потреблению энергии. Импульсное трансформаторное приспособление наматывается полосой из меди, так как алюминиевые провода не смогут выдержать перепадов непостоянного тока.
Бесперебойная работа конструкции будет напрямую зависеть не только от величины тока, но и от толщины провода. Если будет намотана обмотка толстым слоем, то получится обратный скин-эффект, который может негативно сказаться на работе остальных бытовых конструкциях.
Вес подобного приспособления составляет приблизительно 5-10 кг, его пропускная способность составляет 30-150 А. Схему подобной конструкции можно увидеть на рис. 2.
Как настроить работу самодельного инвертора?
Изготовить подобную конструкцию можно с легкостью своими руками, при этом понадобится незначительное количество материалов. Однако правильно настроить данное приспособление самостоятельно сможет далеко не каждый, потому может потребоваться помощь высококвалифицированных специалистов с опытом работы.
Если все же есть желание произвести настройку инвертора самостоятельно, то следует знать последовательность действий. Настройка конструкции состоит из следующих этапов:
Рисунок 3. Схема источника питания инвертора.
- Прежде всего понадобится подключить сварочный аппарат к электросети. После этого блок должен начать издавать громкие звуки. Это означает, что приспособление передает ток. Электричество должно подаваться на емкостный вентилятор. Только в таком случае будет возможность уменьшить нагреваемость аппарата и громкость его работы.
- Для того чтобы замкнуть резистор, понадобится подключить реле. Данный элемент следует подключать исключительно после зарядки конденсаторов. Подобные действия способны существенно уменьшить перепады тока в процессе включения аппарата для сварки в сеть 220 В.
- Следует помнить, что если подсоединить трансформатор без резистора, то может произойти взрыв. Все изготавливаемые инверторы будут пропускать по 100 А и более, точный уровень определяется исходя из того, какая плата использовалась в процессе разработки. Для определения уровня следует использовать мультиметр. Понадобится выполнить следующие действия: первым делом устройство включается в режиме амперметра, после чего выполняется замер периодичности поступающих импульсов.
- Сварку понадобится проверить на усилителе, который будет проводить сигнал к блоку. Средняя амплитуда составляет 15 В (если изготавливается сварочный аппарат небольшой мощности). Далее, нужно будет проверить правильность сборки моста. Для этого на инвертор нужно подать питание 16 В. Следует помнить, что холостой ход сможет преобразовывать только 100 мА. Чтобы произвести правильные контрольные замеры, понадобится учитывать данный показатель.
- Проверить работу инвертора для сварки можно с помощью осциллографа. Импульсы, которые исходят от обмоток, должны быть одинаковыми.
- Понадобится проконтролировать трансформатор для сварки под управлением силовых конденсаторных приспособлений. Необходимо изменить пропускной уровень на больший, после чего подключить осциллограф. Важно следить за формой сигнала, который исходит от коллектора.
Схема источника питания инвертора изображена на рис. 3.
Как правильно использовать инвертор для сварки?
При включении инвертора в электросеть контроллер автоматически выставит величину задания тока сварки на 120 А. Если после включения напряжение в проводах конструкции не превысит 100 В, то на индикаторе можно будет увидеть много восьмерок. Подобные цифры указывают на неисправность устройства. При нормальном запуске данные цифры должны смениться значением тока 120 А. Величина задания тока может изменяться с помощью кнопок.
Чтобы контролировать температуру конструкции в процессе работы, нужно нажать все кнопки одновременно. При нажатии индикатор должен показывать заданную температуру радиаторной конструкции.
Если температура радиаторного устройства в процессе работы превысит 75 °С, то индикатор начнет отображать температуру конструкции, после чего включится звуковой сигнал. Работа инверторной конструкции не заблокируется, но ток автоматически снизится до 20 А.
Как только температура будет составлять менее 65 °С, звуковой сигнал выключится. Ток в данном случае будет составлять 20 А. Индикация будет такой, как до превышения температуры.
Если оборвется температурный датчик, то индикатор должен выдать код ошибки Ert1. После этого включится звуковой сигнал. Работа инверторного приспособления заблокирована не будет, но величина тока автоматически изменится до 20 А. Если температурный датчик замкнется, то индикатор должен выдать код ошибки Ert0. После этого включится звуковой сигнал, а ток снизится до 20 А.
Нюансы, которые следует учитывать в процессе изготовления сварочного инвертора
- При намотке в качестве термопрослойки можно использовать обыкновенную бумагу с кассового аппарата. Подойдет и бумага для ксерокса, однако она имеет плохие механические характеристики. Материал должен быть прочным.
- Нельзя наматывать толстый провод. Приспособление работает на высоких токах, которые не смогут задействовать сердцевину в проводнике большой толщины. В результате произойдет сильный перегрев трансформаторной конструкции. Лучше всего использовать медную ленту небольшой толщины.
- Вторичная обмотка компонуется из нескольких полос меди, которые отделяются друг от друга. В данном случае также понадобится произвести обмотку бумагой из кассового аппарата. Альтернативным вариантом является использование провода ПЭВ сечением до 0,7 мм. Данный элемент имеет большое количество жил, что является дополнительным преимуществом. Однако провода имеют большие зазоры воздуха, следовательно, площадь сечения будет приблизительно на 30% меньше, чем в случае применения медного провода.
- В конструкции понадобится обязательно предусмотреть вентилятор для охлаждения, так как обмотка сильно нагревается в процессе работы. В данном случае можно использовать обыкновенный кулер от системного блока компьютера.
Инвертор для сварки является популярной и необходимой конструкцией, которая достаточно часто используется как в условиях промышленности, так и дома.