В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
- Ручная.
- Машинная.
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.

Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Различные заготовки и изделия имеют выпучины, волнистость, искривления и другие неровности. Рихтовка и правка исправляет обнаруженные дефекты.
Правка — это выравнивание незакаленных деталей, заготовок и листов. Относительно простой процесс, возможно выполнение в домашних условиях.
Перед началом правки проверяется кривизна заготовок и деталей. Делается это, прикладывая к детали металлическую линейку (на ребро) или на глаз. Края выгнутых мест отмечаются мелом.
Правка ведется на ровных надежных подкладках или на правильной плите. Нужно правильно выбрать места для нанесения ударов. Удары наносят с силой, соразмерной с величиной кривизны. Постепенно уменьшают силу удара при переходе от большего изгиба к меньшему.
Правка прутков и полосового металла выполняется в следующем порядке:
- отмечаются границы изгибов с выпуклой стороны;
- в правую руку берется молоток, на левую надевается суконная рукавица ();
- прут или полоса кладется на наковальню или на правильную плиту вверх выпуклостью. Удары наносятся по выпуклости к средней части от краев изгиба. По мере исправления изгиба сила ударов уменьшается, при необходимости прут или полоса переворачивается. Если у них имеется несколько изгибов, то сначала выправляют изгибы, расположенные ближе к краям, а потом те, что в середине;
- проверяются результаты правки — прикладыванием линейки или на глаз.
Правка металлических заготовок или листов
Правка металлических заготовок или листов нужна, когда на них имеется выпуклость или волнистость.
Порядок правки заготовок и листов с волнистостью следующий:
- мелом обводятся границы участков волнистости;
- заготовка или лист кладется на наковальню или на правильную плиту таким образом, чтобы не было свисания краев;
- заготовка или лист прижимаются к наковальне или к правильной плите, и начинается правка;
- удары наносят с помощью молотка к краю от середины. Силу ударов уменьшают при приближении к краю. Запрещается нанесение повторных ударов в одно и то же место.
Правка выпучин на металлических листах производится в следующей последовательности.
- Мелом обводятся границы выпучин.
- Заготовка или лист кладется на наковальню или плиту выпуклостью наружу, не допуская свешивания краев.
- Правка начинается от ближайшей к краю выпучине.
- После этого наносятся удары со второго края. Наносятся частые, но не сильные удары. Силу ударов под конец правки уменьшают. Запрещается нанесение нескольких ударов по одному месту.
Когда на металлическом листе рядом располагаются несколько выпучин, то выпучины с помощью молотка соединяются в одну, а после она правится по вышеописанной технологии.
Выпучины и волнистость тонких металлических листов и заготовок правятся киянками, свинцовыми, латунными или медными молотками. Очень тонкие листы кладутся на ровную плиту и выглаживаются деревянными или металлическими брусками.
Во время правки деталей, заготовок и металлических листов нужно соблюдать требования техники безопасности. Надевают рукавицы, чтобы избежать травм от ударов. Обрабатываемые детали, заготовки и листы нужно крепко удерживать на наковальне или правильной плите, чтобы избежать их соскакивания.
Кривизну деталей проверяют на глаз (рис. 82,а) или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а: в правую руку берут молоток и принимают рабочее положение (рис. 82,6).
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу.
Правка металла круглого сечения. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 83) пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.
Правка листового металла более сложная, чем предыдущие операции. Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. На заготовках, имеющих волнистость по краям (рис. 84, а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки. После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а лежали полностью на опорной поверхности, и, прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины заготовки к краю так, как указано на рис. 84, в кружками. Кружки меньших диаметров соответствуют меньшим ударам, и наоборот.
Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к ее краю. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки.
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку или вызвать вытяжку металла.
При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл (рис. 84,6). Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку на плиту выпуклыми участками вверх, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности (рис. 84,г). Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпучине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию нового выпуклого участка.


Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпучин, ударами молотка у краев отдельных выпучин заставляют соединиться эти вы пучины в одну, которую потом правят ударами вокруг ее границ, как указано выше.
Тонкие листы правят легкими деревянными молотками (киянками - рис. 85,а), медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками (рис. 85,б).
Правка (рихтовка) металла
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01 - 0,05 мм.




В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке (рис. 86,а). Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правка закаленного угольника, у которого после закалки изменился угол между полками, показана на рис. 86,6-г. Если угол стал меньше 90°, то удары молотком наносят у вершины внутреннего угла (рис. 86,6 и г слева), если угол стал больше 90°, удары наносят у вершины наружного угла (рис. 86,в и г справа).
В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно - сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах (рис. 87,а), правильных плитах (рис. 87,6) или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.


Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
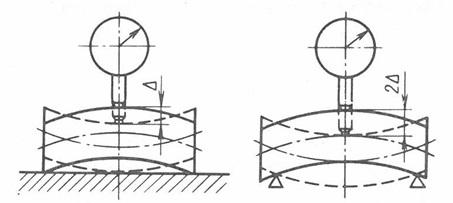
Правку валов (диаметром до 30 мм) на ручных прессах (рис. 88,а) выполняют так. Вал 2 укладывают на призмы 4 и 5, а нажим осуществляют винтом 3. Величину прогиба определяют здесь же в центрах 7 при помощи индикатора 6 (рис. 88,6).
Для устранения остаточных напряжений в местах правки ответственные валы медленно нагревают в течение 30 - 60 мин до температуры 400 - 500°С и потом медленно охлаждают.
Правка наклепом производится укладкой изогнутого вала на ровную плиту выпуклостью вниз и нанесением небольшим молотком частых и легких ударов по поверхности вала (рис. 89,а). После возникновения на поверхности наклепанного слоя (рис. 89,6) просвет между валом и плитой исчезает, правку прекращают.
Правка методом подогрева (безударная). Профильный металл (уголки, швеллеры, тавры, двутавры), пустотелые валы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишневокрасного цвета; окружающие выпуклость слои металла охлаждают сырым асбестом или мокрыми концами (ветошью) (рис. 90).
Поскольку нагретый металл более пластичный, то при охлаждении струей сжатого воздуха нагретое место сжимается и металл выпрямляется.
Правка металла
К атегория:
Гибка и правка металла
Правка металла
Кривизну деталей проверяют на глаз или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Для предупреждения рук от ударов, вибраций при правке металла необходимо надевать рукавицы, прочно держать детали, заготовки на плите или наковальне.
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а в правую руку берут молоток и принимают рабочее положение.
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще переворачивают полосу с одной стороны на другую до полного-выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу.
Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 1) пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.

Рис. 1. Правка металла круглого сечения

Рис. 2. Схема правки листового материала: а, б - погнутые заготовки, в. г - распределение ударов
Правка листового металла более сложная, чем предыдущие операции. Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. На заготовках, имеющих волнистость по краям (рис. 2, а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки. После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а лежали полностью на опорной поверхности, и прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины заготовки к~краю так, как указано на рис. 2, в кружками. Кружки меньших диаметров соответствуют меньшим ударам, и наоборот.
Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к ее краю. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки.
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку, или вызвать вытяжку металла.

Рис. 3. Правка тонких листов: а - деревянным молотком (киянкой), б - деревянным или металлическим бруском
При правке заготовок с вы пучина ми выявляют покоробленные участки, устанавливают, где больше выпучен металл (рис. 2). Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности (рис. 2, г). Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпучине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него. Не допускают нескольких ударов по одному и тому же месту, так как это может привести к образованию нового выпуклого участка.
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпучин, ударами молотка у краев отдельных выпучин заставляют соединиться эти выпучины в одну, которую потом правят ударами вокруг ее границ, как указано выше.
Тонкие листы правят легкими деревянными молотками (киянками - рис. 3, а), медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками (рис. 3, б).
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01-0,05 мм.
В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закруг-

Рис. 4. Рихтовка закаленных деталей: а - на рихтовальной бабке, б - угольника по внутреннему углу, в - по наружному углу, г - места нанесения ударов
ленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке (рис. 4, а). Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правка закаленного угольника, у которого после закалки, изменился угол между полками, показана на рис. 4, 6-г. Если угол стал меньше 90°, то удары молотком наносят у верщины внутреннего угла (рис. 84 б и г, слева), если угол стал больше 90°, удары наносят у вершины наружного угла (рис. 4, в и г, справа).
В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно - сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах (рис. 5, а), правильных плитах (рис. 5, б) или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.

Рис. 5. Правка коротких валов и прутков: а - на призмах, б - на плите
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
Правка (рихтовка)-операция, посредством которой устраняются неровности, кривизна или другие недостатки формы заготовок. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правка - это выправление металла действием давления на ту или иную его часть независимо от того, производится ли это давление прессом или ударами молотка. „
Правка представляет собой, как правило, подготовительную операцию, предшествующую основным операциям обработки металлов.
Правке подвергают стальные листы и листы из цветных металлов и их сплавов, полосы, прутковый материал, трубы, проволоку, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. и.) править нельзя.
Различают два метода правки металлов: правка ручная, выполняемая с помощью молотка на стальных чугунных правильных плитах, наковальнях и др., и правка машинная, производимая на правильных машинах. При ручной правке слесарь отыскивает на поверхности заготовки или детали такие места, при ударе по которым заготовка выправлялась бы, т. е. лежала бы на плите, не имея выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и в нагретом состоянии. В последнем случае нужно иметь в виду, что правку стальных заготовок и деталей можно производить в интервале температур 1100-850 °С. Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т. е. к неисправимому браку.
Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки - волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится легче, впрочем, это справедливо и в отношении других видов его пластического деформирования, например гибки.
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Для того чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнивать плиту, чтобы она находилась в горизонтальном положении.
Для правки необходим специальный слесарный инструмент. Нельзя производить ее любым молотком, который есть под рукой, металл может не только не выправиться, но получить еще большие дефекты. Молоток должен быть изготовлен из мягкого материала - свинца, меди, дерева или резины. Кроме того, нельзя править металл молотками с квадратным бойком - он будет оставлять на поверхности металла следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Кроме молотков применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах, независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, которую нужно устранить. Изогнутые места необходимо отметить мелом, так гораздо легче наносить удары молотком, чем ориентируясь только на заметную глазом кривизну.
Правка полосового металла, изогнутого в плоскости - это наиболее простая операция. Изогнутую заготовку нужно расположить таким образом, чтобы она имела две точки соприкосновения с наковальней. Удары молотком или кувалдой нужно наносить по наиболее выпуклым местам и уменьшать силу ударов по мере того, как выпуклости становятся меньше. Не следует наносить удары только с одной стороны заготовки, металл может выгнуться в обратную сторону. Чтобы этого не случилось, заготовку нужно время от времени переворачивать. По той же причине не стоит наносить несколько ударов подряд по одному и тому же месту.
Если имеется несколько выпуклостей, сначала необходимо выправить края заготовки, а затем, ее середину.
Правка круглого металла - этот вид работы в основном похож на правку полосового металла -- нужно отметить неровные места мелом и расположить заготовку выпуклостью вверх, удары должны наноситься по выпуклой части от краев изгиба к середине выпуклости. Когда основное искривление окажется выправленным, силу ударов нужно уменьшить и периодически поворачивать металлический прут вокруг его оси, чтобы не допустить искривления в обратную сторону.
Металлические пруты квадратного сечения нужно править в такой же последовательности.
Правка металла, скрученного по спирали производится методом раскручивания. Для того чтобы выпрямить кривизну, нужно один конец скрученного металла зажать в большие тиски на слесарном столе, другой - в ручные тисочки. Раскрутив металл до той степени, которую можно проконтролировать на глаз, нужно продолжить правку на гладкой выверенной плите обычном методом, контролируя кривизну на просвет.
Правильные гидравлические пресса для правки - рихтовки валов, осей, трубы
Очень часто у любого типа производства встает вопрос: Как можно выправить вал, трубу? Как восстановить и отремонтировать изогнутый и деформированный прокат? Мы знаем ответы на все эти вопросы.
УРАЛСТАНКОСЕРВИС поставляет новые современные импортные правильные пресса пр-во Германия, Италия, а также предлагает российские правильные пресса собственного производства (пр-во Россия) .
НАЗНАЧЕНИЕ, ПРИМЕНЕНИЕ И ИСПОЛЬЗОВАНИЕ ПРАВИЛЬНЫХ ГИДРОПРЕССОВ
Вертикальные промышленные гидропресса предназначены для устранения в холодном состоянии дефектов деталей: деформации, кривизны, изгибов, изогнутости деталей и заготовок после неправильного хранения, перевозки, после термообработки, закалки,наплавки, напыления.
Пресса могут использоваться для ремонта и восстановления деталей.
Прессованием устраняются такие дефекты заготовок как: выпуклость, вогнутость, осевая нелинейность и неплоскостность, коробление, деформирование, несосность опорных и вспомогательных поверхностей.
Применяются для правки длинных и длинномерных изделий и различных тел вращения - ось, вал, труба, заготовки валов и трубчатые заготовки, силовые цилиндры, гидроцилиндры, пневмоцилиндры, штока, прокатные валки, карданы и карданные валы, ступенчатые валы, поковки гладкие, длинные винты, роторы, гребные и судовые валы, буровые трубы и трубы НКТ.
ПРЕСС ГИДРАВЛИЧЕСКИЙ ДЛЯ ПРАВКИ ДЕТАЛЕЙ ТИПА ОСЬ-ВАЛ, ТРУБА с подвижным изделием

форма деталей - цилиндрические,квадратные, многоугольные, винты.
ГИДР.ПРЕСС С ПОДВИЖНОЙ КОЛОННОЙ ДЛЯ выпрямления и исправления кривизны деталей - ручной и с ЧПУ


Вдоль неподвижного изделия перемещается пресс, который производит правку в нужном месте.
занимает минимум места в цехе.
ГИДРАВЛИЧЕСКИЙ ПРАВИЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ ТРУБ ИЛИ ВАЛОВ с неподвижным изделием и подвижным прессом



Портальный пресс - вдоль неподвижной трубы перемещается портал с цилиндром с помощью которого и производится правка. Занимает минимум места в цехе.
По специальному заказу изготовим автоматический правильный комплекс с ЧПУ.
Технология правки валов
изделие или деталь, подлежащее правке, закрепляется в специальном правильном приспособлении, в котором изделие может свободно вращаться вокруг своей оси, изделие вращают и размечают места, подлежащие правке.
При сильном изгибе вала - производят правку с обратным прогибом.
вал после правки должен иметь минимальные биения и отклонения.
ПРАВКАДЕТАЛЕЙ
Правка- процесс устранениядефектов,искажающих форму заготовки,путем пластическогодеформирования.Подлежащие правки заготовки называются дефектными. Прошедшая технологический процессправки называется выпрямленной.
Машинная правка изделий из металлов и сплавовпозволяет исключить искажения формы изделия,а такжевнешниегеометрическиедефекты- нарушениеправильностигеометрической формыпоперечного сечения - профиля.
Кривизнаможет быть общей по длине илиместной.
Типы искривления:
1. серповидное(серповидность)
2. дугообразное
3. скручивание
4. волнистость
5. коробоватость - это волнистостьв продольном и поперечном направлениях - впадины и выпуклостиимеют большуюпротяжённость
6. изогнутость - отклонение оси цилиндрического изделия.
7. отклонениеот плоскостности
8. отклонениеотпрямолинейности(выпуклостьивогнутость)
Правка улучшает качество поверхности и точностьгеометрической формысортовогои листовогопроката,изделий типа вал (гладкие, ступенчатые,коленвалыи др)а такжетаких заготовок как:квадратная заготовка, сталь горячекатаная круглая, калиброванные стальные прутки,полосовые заготовки.
Такжеправкеподлежат трубыбесшовные горячекатаные, толстостенныеи тонкостенные, холоднокатаные, холоднотянутые , бурильныетрубы (допустимая кривизна 1мм на 1 метр).
Правкуприменяют для исправленияискривлений,коробленийи поводок,появляющиеся при:
· термической обработкепроката, поковок и деталей. При охлажденииметаллавозникаютнапряжения, которыеи деформируютдеталь.
· нагреве в процессеизготовления и сборки
· нарушение технологиипогрузочно-разгрузочных работ
· неправильнаяперевозкаи хранение
Правкаобеспечиваетполучениезаготовокболеевысокойточности.Технологические процессымашинной правкиосуществляютсяспособами пластическогоизгибаи растяженияилисжатия.
длянепрерывной правки используютсявалковые машины,для прерывистой правки,когда изогнутые участкивыпрямляются поочередно,используютсягидравлическиепресса.
Заготовкиправятся вгорячем ив холодном состоянии (холодная правка).
Горячую правку используют для сниженияусилия.
Правильныйработы производитрабочий правильщик.
Для получения прямых инеискривленныхдеталейприменяются правильные пресса с малой скоростью перемещения плунжера.
Инструментдля правкисостоит из верхнегобойка инакладки,а также двух передвижных призм (правочные призмы) .
Для правки используют обычно С-образный вертикальный правильный пресс. Открытое пространствооблегчает доступ при манипуляциях с длинными деталями.Пресссостоит из станины,насосной установки и удлиненногоправильногостола.
Выпрямляемое изделиезакрепляют вконусных центрах(неподвижных илираздвижных)илироликах - прогибы изделия контролируют индикатором часового типа. Ролики необходимыдля облегчения поворачивания деталейв процессе правки.
Центры и ролики подпружинены и могут качаться напальцах, вставленных в левую и правую тележки, которые свободноперемещаютсяпо направляющим правильного стола,что позволяетпроизводить правку вбольшом числе точек.
Управляется прессотраспределителя связанного срычагом.Также правильщик может управлять перестановкой упоров(расстояниемежду опорными призмами), движениероликовогоконвейера,поворот роликов. Послеправки,при ходе плунжера вверх, пружины автоматическиустанавливают заготовкув контрольное положение.
Правильщикво время правкидолжен не допускать излишнегоперегиба детали.
Качествоправки правильщикпроверяет с помощьюиндикаторнойголовки на биениена контролируемых поверхностях.
правильные приспособления,правильныйинструмент.
подачазаготовокпод пресспроизводитсяпо роликовому конвейеру с приводными илинеприводными роликами.
вслучае правки с подогревомрядом с прессомустанавливаютпечь,т.к.с повышением температуры пластичностьувеличивается, а прочность и сопротивлениедеформированию уменьшаются .
Во время процесса правкидавлением(пластическое деформирование)меняетсямикроструктура и макроструктуразаготовки.
Усилиеправкизависит отсечения заготовки,расстояниямеждуопорами.
Принедостаточном усилии правки -Изгибможет быть упругим- в этом случае заготовкапосле снятия нагрузкивосстановит свою первоначальную формуиразмеры-это явление называю пружинением.
Чем тверже металл и выше его предел текучести,тембольшепружинение.
Поэтому необходимо чтобы усилиеправильного прессы было выше чемпредел текучестидеформируемого металла- на0.25-1%.
При правке возникают упругие и пластическиедеформации- упругая деформация появляется в виде обратнойупругой деформации.
Для тогочтобы выправитькривой участок, егонеобходимо не толькоразогнуть,но и несколько выгнутьв обратную сторону - дать ему обратную кривизну, учитывая чтопослеснятия нагрузкипроизойдет пружинениеи участокстанет почти ровным.При горячей правке - пружинениеотсутствует.

КОНТРОЛЬ КАЧЕСТВАПРАВКИ
Впроцессе этой операциипроверяютгеометрическиеформы изделия.годными считают те изделия,у которых отклонение размеровнаходятся в пределах допусков, заданных технологами для последующей механической обработки.
Длякруглых валов ицилиндрических деталей - вращениемизделияи индикаторной головкойпроверяют биенияповерхности - вогнутостьравна половинеамплитудыпоказанийиндикатора.
Правильностьформы готовых заготовокможноопределитьвизуальнонаглаз илис помощью шаблонови измерительных инструментов.
При оснащении пресса электронными измерительными системами и датчиками - информация с них может передаваться в систему ЧПУ для последующей обработки.
ПРАВКА ПЛОСКИХ И ЛИСТОВЫХ ЗАГОТОВОК, ЛИСТОВОГО ПРОКАТА И ЛИСТА
Длинные листы, листвой прокат выпрямляют на многовалковых листоправильных машинах (вальцы для правки) . Выпрямляемая деталь пропускается через валки несколько раз.
Для правки мелких заготовок применяется правка на гидравлических прессах в правочном (рихтовочном) штампе. Штамп состоит из 2- х массивных плит - одна плита крепится на столе, другая- на ползуне. Рабочие поверхности плит штампов делают трех типов: гладкие (применяются при невысоких требованиях к качеству правки) , точечные (для толстых заготовок) , вафельные (для деталей малой толщины) .
Для правки коротких цилиндрических деталей возможно применение двухвалковой правки - между двумя вращающимися в одну сторону роликами, ролики друг относительно друа вращаются с разной скоростью.
Услуги нашей компании: ремонт гидравлических прессов, модернизация гидропрессов, такелажные работы по прессам, демонтаж, монтаж нового оборудования, изготовление новых специальных прессов, разработка под требования заказчика, проектирование нестандартных прессов.
.jpg) |
|
| Екатеринбург, Первоуральск, Каменск-Уральский, Нижний тагил, Челябинск, Миасс, Златоуст, Магнитогорск, Орск, Курган, Оренбург, Тюмень, Уфа, Казань, Ижевск, Киров | бесплатная доставка |
| Нижний новгород, Владимир, Чебоксары, Пенза, Тамбов, Самара, Саратов | стоимость доставки 70.000 рублей |
| Волгоград, Астрахань,Воронеж, Курск, Орел, Липецк, Белгород | |
| Москва, Калуга, Рязань, Тверь, Смоленск, Брянск | стоимось доставки 95.000 рублей |
| Казахстан | стоимость доставки 100.000 рублей |
| Краснодар, Ростов на дону, Ставрополь, Таганрог | стоимость доставки 120.000 рублей |
| Санкт-петербург, Петрозаводск, Архангельск, Псков,Сыктывкар, Салехард | стоимость доставки 110.000 рублей |
| Омск, Томск, Новосибирск, Сургут, Нижневартовск, Барнаул | стоимость доставки 85.000 рублей |
| Красноярск, Кемерово, Иркутск, Улан-Удэ, Хабаровск, Комсомольск-на Амуре, Владивосток | стоимость перевозки уточняйте |



