Pri montáži rôznych elektrických a rádiotechnických zariadení je obľúbené spájkovanie. Zabezpečuje elektricky vodivé spojenie medených drôtov a iných medených výrobkov medzi sebou, s komponentmi elektrického obvodu a inými kovovými časťami vyrobenými z čistej medi a zliatin medi, ako aj spájkovanie hliníka. Spájkovanie je jednoduché, veľmi flexibilné a umožňuje nízky prechodový odpor spájaných komponentov.
Podstatou technológie spájkovania je zahrievanie kontaktnej zóny s jej následným plnením tekutou kovovou taviteľnou spájkou. Po ochladení tavenina poskytuje elektrický kontakt. Pred spájkovaním drôtov je zvyčajne potrebná dodatočná úprava spájaných plôch (najčastejšie tzv. pocínovanie drôtov), ktorá zaručí dlhodobú stabilitu.
Pri absencii vibrácií a rázových zaťažení pre malé časti sa dosiahne dobrá pevnosť spoja. Vo všetkých ostatných prípadoch sú spájkované dodatočnou fixáciou.
Čo môže byť potrebné na spájkovanie?
Spájkovanie vyžaduje zdroj tepla. Spájkovať môžete pomocou otvoreného plameňa, elektrickej špirály, ako aj laserového lúča. Ten vám umožňuje spájkovať aj čistý kov. Domy používajú hlavne elektrickú spájkovačku. Je určený pre:
- inštalácia a opravy rôznych elektronických obvodov;
- projektovanie a opravy elektrických zariadení;
- cínovanie vrstvou spájky rôznych kovových výrobkov.
spájkovačka
Spájkujte ručnou spájkovačkou, ktorá sa používa na:
- zahrievanie pripojených komponentov;
- zahrievanie spájky, kým sa nepremení na kvapalný stav;
- nanášanie tekutej spájky na prvky, ktoré sa majú spojiť.
Spájkovačka, ktorá je znázornená na obrázku 1, obsahuje:
- špirálový ohrievač z nichrómového drôtu izolovaný sľudovým filmom alebo sklolaminátom;
- medené bodnutie, ktoré sa nachádza vo vnútri špirály;
- plastová alebo drevená rukoväť;
- puzdro na umiestnenie hrotu a špirálky spájkovačky.
Pripojenie k elektrickej sieti je realizované káblom dlhým cca 1 m, ktorý vyúsťuje zadnou časťou rukoväte cez obmedzovač polomeru ohybu.
Drevená alebo plastová rukoväť má tvar jednoduchého pera. Elektronické obvody sú spájkované nízkoenergetickými produktmi vybavenými pištoľovými rukoväťami so spúšťovým tlačidlom pre rýchle nahriatie hrotu. Jedna z možností takéhoto nástroja je znázornená na obrázku 2.
 Obrázok 2. Rádiová spájkovačka pištoľového typu
Obrázok 2. Rádiová spájkovačka pištoľového typu Spájkovačky pre domácnosť sú určené na pripojenie k sieti 12 a 220 V.
220-voltové spájkovačky musia byť z dôvodov elektrickej bezpečnosti vybavené 3-kolíkovou zástrčkou, ktorá poskytuje spoľahlivé uzemnenie. Pre 12-voltové zariadenia stačí jednoduchá 2-kolíková plochá zástrčka.
Spájka
Spájkované sú spájkou - zliatinou cínu a olova, možné sú aj prísady iných kovov. Spájka je vo forme rúrky alebo drôtu rôznych priemerov. Rúrková spájka je vo vnútri naplnená kolofóniou, spájkovanie s ňou je pohodlnejšie.
Olovo sa zavádza do zliatiny, aby sa znížili náklady. Jeho konkrétny obsah je odlišný, čo sa priamo odráža na značke. Napríklad POS-61 (veľmi populárny tretnik) znamená:
- P - spájka;
- OS - cín-olovo;
- 61 - s obsahom cínu 61%.
V bežnom živote sú spájkované zliatinami so zníženým obsahom cínu, riad je vhodné cínovať zložením POS-90.
Okrem toho spájkujú mäkkými a tvrdými spájkami. Mäkké kompozície majú bod topenia menej ako 450, ostatné sú klasifikované ako tuhé. Teplota tavenia spájky POS-61 je 190 - 192 °C. Kvôli ťažkostiam s ohrevom sa vysokoteplotné spájkovanie pomocou tvrdých spájok s elektrickým nástrojom nevykonáva.
Kompozície s prídavkom kovov s nízkou teplotou topenia: hliník a kadmium - hliník je spájkovaný. Kvôli zvýšenej toxicite je spájkovanie s nimi možné len vtedy, ak neexistuje žiadna alternatíva.
Flux
Musia byť spájkované pod - pomocný komponent, ktorý poskytuje:
- rozpustenie oxidových filmov na povrchu častí, ktoré sa majú spojiť;
- dobrá priľnavosť spájkovacej zliatiny k nim;
- zlepšenie podmienok na nanášanie zliatiny po povrchu s najtenšou vrstvou.
Zvyčajne sa v tejto kapacite používa kolofónia, ako aj kompozície založené na jej zmesi s alkoholom, glycerínom a zinkom. Kolofónia má bod mäknutia mierne nad 50 °C a vrie pri 200 °C. Chemicky je kolofónia dosť agresívna voči kovom a hygroskopická, keď je nasýtená vlhkosťou, rýchlo zvyšuje vodivosť. V závislosti od prísad a ich koncentrácie vykazuje vlastnosti neutrálnych alebo aktívnych tavív.

Kolofónne tavidlo sa predáva ako prášok, v hrudkách alebo ako roztok kolofónie.
Striebro, nehrdzavejúcu oceľ a niektoré ďalšie kovy je možné spájkovať iba špeciálnymi tavidlami (známymi ako kyslé tavivá alebo spájkovacie kyseliny).
Niektorí inštalatéri, ktorí spájkujú drôty, aby zlepšili kvalitu pocínovania, predhrievajú na tablete aspirínu, ktorej para pôsobí ako tavivo.
Spájkovacie pasty
Spájkovacia pasta je kombináciou spájky a taviva. Spájkuje sa na ťažko dostupných miestach, ako aj pri inštalácii bezolovnatých elektronických prvkov. Kompozícia sa aplikuje na komponent, ktorý sa potom jednoducho zahreje žihadlom.
Môžete si pripraviť vlastné cestoviny. Na tento účel sa cínové piliny zmiešajú s tekutým tavivom na gélovitú konzistenciu. Pastu skladujte v uzavretých obaloch, trvanlivosť v dôsledku oxidácie cínu nepresiahne šesť mesiacov.
Stojan na spájkovačku
Spájkujú žihadlom nahriatym na vysokú teplotu, takže počas prestávky je nástroj ponechaný na stojane. Pre výkonné spájkovačky sa vykonáva s dvoma podperami: zadná pre rukoväť, predná pre telo. Podpery sú namontované na preglejkovej základni, ktorá sa používa na:
- inštalácia krabice s kolofóniou;
- skladovanie spájkovacieho drôtu (príklad je znázornený na obrázku 3);
- čistenie žihadla.
Obrázok 3 ukazuje, že stojan nevyžaduje vzácne materiály a dá sa vyrobiť ručne.
 Obrázok 3. Podomácky vyrobený stojan na výkonnú spájkovačku
Obrázok 3. Podomácky vyrobený stojan na výkonnú spájkovačku Pre zariadenia s nízkym výkonom sa často používa držiak v tvare kužeľa (normálny alebo špirálový, ktorý je znázornený aj na obrázku 3), do ktorého sa nástroj vkladá bodnutím.
Staršie modely stojanov sú vybavené regulátorom pracovnej teploty, LCD displejom pre indikáciu teploty hrotu, obrázok 4. Takýto spájkovací nástroj sa často nazýva spájkovacia stanica.
 Ryža. 4. Príklad spájkovacej stanice s indikátorom
Ryža. 4. Príklad spájkovacej stanice s indikátorom Braid na odstránenie spájky
Spájkované sú opletením v prípadoch, keď je potrebné pri demontáži dielov odstrániť spájku z dosky plošných spojov. Je to hustá sieť z tenkých medených drôtov potiahnutých tavivom.
Princíp činnosti je založený na povrchovom efekte: mriežka "absorbuje" spájku roztavenú na doske s plošnými spojmi v dôsledku kapilárnych síl.
Väčšinou je šírka opletu cca 5 mm, dodávka je zrolovaná v púzdre s priemerom cca 5 cm.
Funkcie odstraňovania spájky môžu byť vykonávané vonkajším opletením starého flexibilného koaxiálneho kábla.
Bezpečnostné opatrenia
Dodržiavanie bezpečnostných opatrení:
- podporuje ochranu pred tepelnými popáleninami;
- zabraňuje vzniku požiaru;
- chráni pred úrazom elektrickým prúdom.
Pred začatím spájkovania by ste sa mali uistiť, že napájací kábel funguje. Žihadlo by sa nemalo dotýkať príležitosti, ako aj iných predmetov. Spájkovačka musí byť vždy umiestnená na stojane. Je zakázané dotýkať sa jeho tela, nástroj môžete vziať len za rukoväť.
Školenie
pracovisko
Vždy spájkujú pri bežnom všeobecnom osvetlení (nie horšie ako 500 luxov), v prípade potreby vytvárajú pohodlnejšie podmienky, využívajú zdroj miestneho osvetlenia.
Treba dbať na dobré vetranie. Najlepšie výsledky dosiahne digestor, v jeho neprítomnosti sa prerušovane spájkujú, aby sa miestnosť vetrala z kolofónnych výparov (každú hodinu pri intenzívnej práci).
Výber spájkovačky podľa sily
Spájkujte spájkovačkami rôznych kapacít. Zvyčajne sa predpokladá, že:
- spájkovačky s nízkym výkonom (20 - 50 W) sú vhodné na prácu s elektronikou, umožňujú spájkovanie tenkých drôtov;
- 100-wattový nástroj s hrúbkou nepresahujúcou 1 mm;
- 200 W alebo viac vám umožňuje spájkovať také masívne diely, ktoré spočiatku vyžadujú použitie výkonných spájkovačiek.
Výkon zariadenia je ľahké posúdiť vizuálne: 50-wattová spájkovačka je o niečo väčšia ako plniace pero, zatiaľ čo spájkovačka s výkonom 200-wattov má celkovú dĺžku asi 35-40 cm.
Spájkovačka do práce
Pred prvým použitím je potrebné z karosérie odstrániť zvyšky výrobného tuku. Vyhorenie vedie k vzniku dymu a nepríjemného zápachu. Preto je spájkovačka zapnutá cez predlžovací kábel a vystavuje ju na ulicu cez okno na štvrťhodinu.
Potom je hrot spájkovačky kovaný kladivom: medené tesnenie zvyšuje životnosť. Hrot žihadla má tvar:
- pod uhlom alebo na reze - pre bodovú prácu (príklad je znázornený na obrázku 5);
- v tvare noža - s takýmto bodnutím sa súčasne spája niekoľko kontaktov (typické pre mikroobvody);
- špeciálne - spájkujú niektoré typy rádiových komponentov.
 Obrázok 5. Príklad univerzálneho ostrenia hrotu spájkovačky a správneho pocínovania jej pracovnej plochy
Obrázok 5. Príklad univerzálneho ostrenia hrotu spájkovačky a správneho pocínovania jej pracovnej plochy Pred začatím spájkovania by ste mali vyčistiť hrot od oxidového filmu. Tento postup sa vykonáva jemnozrnným brúsnym papierom alebo zamatovým pilníkom, ako aj chemicky: ponorením do kolofónie. Očistené žihadlo sa pocínuje spájkou.
V prípade potreby môžete na mieste spájkovať pomocou výkonnej spájkovačky. Na tento účel sa na jeho hrot navinie medený drôt s priemerom 0,5 - 1 mm, pomocou ktorého voľný koniec zohreje spájku.
Časti na spájkovanie
Spájkujte vždy v niekoľkých etapách. Najprv pripravte povrch kovového vodiča:
- odstránenie oxidového filmu s následným odmasťovaním;
- cínovanie (nanášanie vrstvy cínu na povrchy, ktoré sú v kontakte).
Potom môžete diely spojiť.
Uistite sa, že ste vyčistili drôty, ktoré sa používali.
Oxidový film sa odstráni pilníkom, brúsnym papierom, čepeľou noža. V prípade flexibilných drôtov je každý drôt spracovaný.
Izolácia smaltovaného drôtu sa odstráni pretiahnutím po povrchu PVC trubice, ku ktorej sa pritlačí nahriatym žihadlom.
Znakom pripravenosti je rovnomerne lesklý povrch bez zvyškov oxidového filmu.
Vždy sú spájkované s odmasťovaním, t.j. utrite povrch handričkou, ktorá nepúšťa vlákna, alebo handričkou navlhčenou acetónom alebo lakovým benzínom.
Nové vodiče nemajú oxidový film. Servis sa vykonáva ihneď po odstránení izolácie.
Medený vodič je potrebné pocínovať pod tavivom, po zahriatí by mala spájka pokryť povrch kovu tenkou vrstvou. V prítomnosti priehybu sa spájkovanie neodporúča, drôt je umiestnený vertikálne a prechádza spájkovačkou zhora nadol. Prebytočná roztavená spájka potom steká na bodnutie.
V prípade potreby sa kombinujú postupy čistenia a cínovania. Za týmto účelom vložte drôt pokrytý kolofóniou do brúsneho papiera, zahrejte ho súčasným otáčaním.
Kvalita taviva niektorých typov klesá pri dlhodobom skladovaní, ako aj pod vplyvom atmosférickej vlhkosti. Preto sú takéto tavivá spájkované s dodatočnou kontrolou dátumu expirácie.
Technika na spájkovanie drôtov krok za krokom
Spájkovacie drôty sa vykonávajú v nasledujúcom poradí:
- Odstráňte izoláciu po dĺžke 3-5 cm (na drôtoch s väčším priemerom je dĺžka odstránenej časti dlhšia).
- V prípade potreby očistite a odmastite spojené žily.
- Vytvorte tesný zákrut drôtov.
- Výsledný spoj sa ošetrí tavidlom.
- Spájka sa zhromažďuje na hrote a skrútenie sa spájkuje, zahrievanie pokračuje, kým sa úplne neroztiahne; v prípade potreby opakujte niekoľkokrát. Spájka by mala vyplniť všetky dutiny spoja, ako je znázornené na obrázku 6.
- Výsledný spoj sa izoluje.
 Obrázok 6. Spájkované plné drôty
Obrázok 6. Spájkované plné drôty Spájkovanie hliníkových drôtov medzi sebou, ako aj s medenými drôtmi, nemá zásadné rozdiely, s výnimkou zložitejšieho postupu cínovania.
Metóda krok za krokom na spájkovanie rádiových komponentov na dosku
Rádiové komponenty a továrenské dosky plošných spojov majú zvyčajne vodiče a prúdové dráhy, ktoré sú pocínované. Môžu byť spájkované bez predchádzajúceho pocínovania. Dosky sa pocínujú až pri vlastnej výrobe.
Proces spájkovania zahŕňa kroky ako:
- Pomocou pinzety sa vodiče ohnú v požadovanom uhle, potom sa vložia do otvorov dosky.
- Fixujte časť pomocou pinzety.
- Naberú spájku na hrot, ponoria ho do kolofónie, pripevnia na miesto spojenia výstupu s doskou, ako je znázornené na obrázku 7. Po zahriatí povrchov tečie spájka na dráhy dosky, výstup prvok a kontakty mikroobvodov, ktoré sú na nich rovnomerne rozložené pôsobením síl povrchového napätia.
- Diel je držaný v požadovanej polohe pomocou pinzety, kým spájka nestuhne.
- Po dokončení spájkovania nezabudnite dosku opláchnuť alkoholom a / alebo acetónom.
- Okrem toho je kontrolovaná absencia skratu komponentov dosky spôsobeného kvapkami spájky.
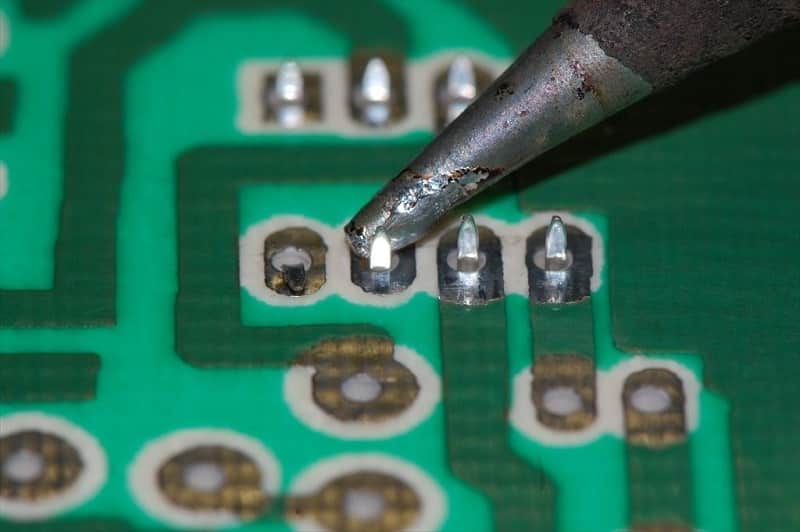 Obrázok 7. Spájkovanie vodičov rádiových komponentov na doske s plošnými spojmi
Obrázok 7. Spájkovanie vodičov rádiových komponentov na doske s plošnými spojmi Pre lepšiu fixáciu je vhodné nabrúsiť čeľuste pinzety alebo použiť špeciálny nástroj typu znázorneného na obrázku 8.
Prebytočné vodiče sa odstránia pomocou bočných fréz.
 Ryža. 8. Verzia spájkovacej pinzety
Ryža. 8. Verzia spájkovacej pinzety Na opakovane použiteľných doskách sú montážne otvory očistené od zvyškov spájky dreveným špáradlom.
Pri práci sa odporúča dodržiavať nasledujúce pravidlá:
- hrot je orientovaný rovnobežne s rovinou dosky;
- z dôvodu nebezpečenstva prehriatia rádiových komponentov, ako aj odlupovania prúdových dráh v dôsledku prehriatia, dosky sú spájkované najviac 2 sekundy;
- pred spájkovaním by mal byť hrot očistený od oxidov.
Možné problémy pri spájkovaní
S určitou zručnosťou rýchleho učenia poskytuje spájkovanie dobrý kontakt. Niekoľko problémov sa dá ľahko identifikovať vizuálne. Tie obsahujú:
- slabé zahrievanie pripojených komponentov alebo tzv. studené spájkovanie - spájka získava charakteristickú matnú farbu, mechanická pevnosť kontaktu klesá, rýchlo sa zrúti;
- prehrievanie súčiastok - spájka vôbec nepokrýva povrch, t.j. spojenie prakticky neexistuje;
- pohyb spájaných súčiastok až do úplného stuhnutia spájky - viditeľný ostrý zlom vo filme vytvrdnutej spájky, nie je spojenie.
Odstránenie týchto chýb sa vykonáva opätovným spájkovaním.
Záver
Spájkované spojenie poskytuje vysokú kvalitu kombinovanú s vyrobiteľnosťou. Postup je ľahko implementovateľný (za pár hodín sa naučíte spájkovať), ale musíte starostlivo vykonať niekoľko po sebe idúcich operácií a pozorne sledovať technológiu práce.
Správne spájkovanie je možné len pomocou servisného nástroja.
Možné problémy pri spájkovaní Spájkujte vždy s prísnym dodržiavaním bezpečnostných predpisov.



