Keď začínajúci elektrikár sleduje prácu majstra s spájkovačkou, potom sa všetky akcie zdajú jednoduché a zrozumiteľné.
Akonáhle však nástroj zdvihnete sami, okamžite začnú problémy: spájka nedrží, kontakty spadnú, izolácia vyhorí, bodnutie je pokryté sadzami.
Aby sa tomu zabránilo, je potrebné dodržiavať určité pravidlá.
Majster ich pozná a vykonáva. Pre začiatočníkov vám odporúčam, aby ste najprv pochopili, ako správne spájkovať spájkovačkou. Až potom môžete túto prácu prijať.
Vlastnosti prípravy pracoviska a nástrojov
3 hlavné tajomstvá: držanie tela, svetlo a vzduch
Aj v domácom prostredí si kvalitné spájkovanie vyžaduje pohodlnú polohu pracovníka s dobrým osvetlením. V blízkosti okna odporúčam nainštalovať pracovnú plochu, na ktorú cez deň dopadajú slnečné lúče a večer svieti umelý zdroj.

Spájkovanie je spojené s ohrevom látok, uvoľňovaním výparov. Hoci zohriata kolofónia vonia ako ihličie, tento zápach je pri častom vdychovaní stále škodlivý. A ďalšie tavivá a kyseliny sú ešte nebezpečnejšie. Keď sa dostanú cez dýchací systém do tela, hromadia sa a spôsobujú chronické ochorenia.
Preto je dôležité vetranie. Pracujte s otvoreným oknom a ešte lepšie - použite nútenú kapotu.
Užitočné gadgety
Na prácu s spájkou a kolofóniou je potrebná krátka, papierom vystlaná plechovka.

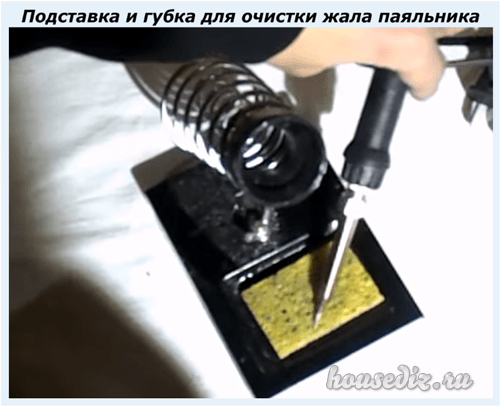
Špeciálny stojan pomáha skladovať nahriatu spájkovačku a špongia umožňuje vyčistiť horúci hrot od oxidov.
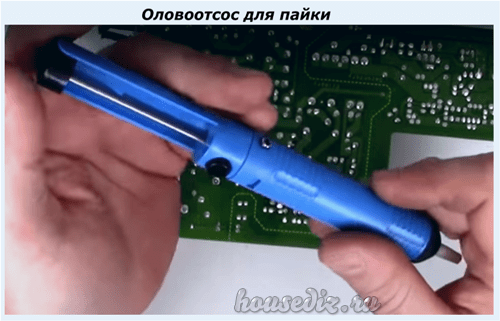
Prebytočnú roztavenú spájku je vhodné odstrániť pomocou odspájkovacieho čerpadla.
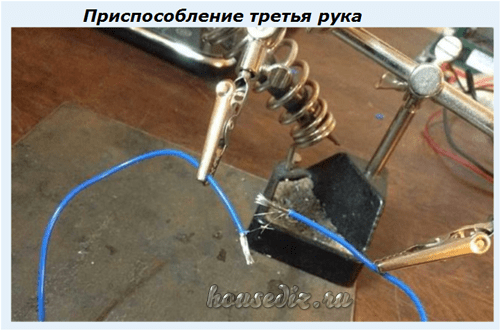
Prácu s malými predmetmi uľahčujú pinzety, malé zveráky, prístroje z tretej ruky. Najjednoduchšia možnosť: obyčajné kliešte s elastickým pásom.

Iné jednoduché vzory si môžete vyrobiť vlastnými rukami.
Výber a príprava spájkovačky
Výpredaj ponúka rôzne modely s napätím od 12 do 220 alebo 380 voltov. Každá spájkovačka je vytvorená pre konkrétnu prácu, hoci má univerzálne schopnosti.
Vyhodnocujú sa podľa spotreby elektrickej energie, ktorá sa vynakladá na ohrev hrotu hrotu.
Rádiové komponenty je vhodné spájkovať spájkovačkou s výkonom 40 ÷ 60 wattov a pre drôty zvoliť 80 ÷ 100.
Pre začínajúcich spájkovačov stačí použiť jednoduché modely dvoch dizajnov spájkovačky s:
- vykurovanie z nichrómového drôtu a medenej tyče;
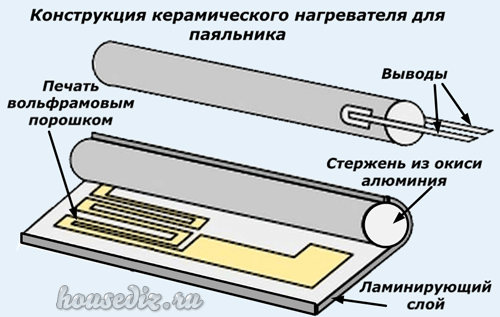
- keramická vložka a poniklovaný medený hrot.

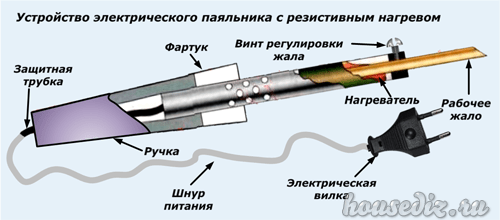

Prvý typ spájkovačky je lacnejší, ale vyžaduje neustálu starostlivosť o hrot, dlhšie trvá, kým sa nahreje na požadovanú teplotu a rýchlejšie sa opotrebuje.
Lepšie funguje spájkovačka s keramickou vložkou, ktorá je však drahšia. Okrem toho si keramika vyžaduje starostlivé zaobchádzanie. Môže sa zlomiť mechanickým nárazom.
Osobné preferencie
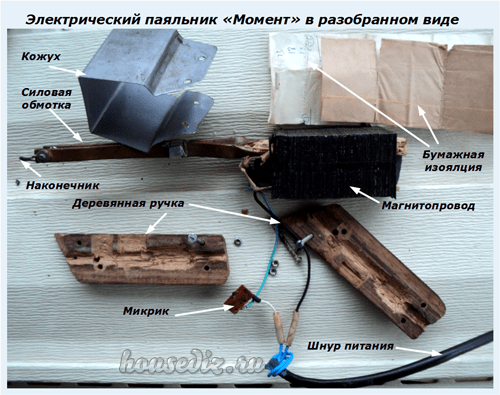
Už viac ako 30 rokov používam transformátorové spájkovačky typu Moment.

Niektorí ľudia to nemajú radi kvôli kilám navyše. Ale pre mňa tento ukazovateľ nie je kritický. Výkon priemyselného štandardu 65 je dobrý na amatérske rádiové spájkovanie, ale nestačí na pripojenie elektrických vodičov.
Preto som vlastnými rukami zostavil výkonnejší dizajn.
O falošných značkách
Dlho som nemohol pochopiť, prečo mám rád transformátorové spájkovačky a na internete sú masívne kritizované. Aj vo vyššie uvedenom článku sa mi o nich čitatelia vyjadrili negatívne, karhali ich krehkosť a nekvalitu.
Uvedomil som si to až po tom, čo mi návštevník mojej stránky poslal na pokusy vyhorenú spájkovačku od čínskej firmy Licota.

Vyzerá veľmi pekne, má nízku hmotnosť, pohodlne padne do ruky a je originálne zabalený. Pri bližšom zoznámení s ním som zistil veľa nedostatkov v inštalácii a dizajne. Namaľoval ich v samostatných článkoch:
- a potrebu upraviť jeho vnútorné povrchy;
- starý sovietsky a moderný z Číny.
Pri kúpe lacných spájkovačiek od pochybných predajcov môžete naraziť na nekvalitné výrobky, stratiť peniaze a čas. Venujte pozornosť elektrickému výkonu a zárukám.
Existujú rôzne iné. Ale je lepšie začať sa učiť spájkovanie na modeloch opísaných vyššie.
O ostrení hrotu
Čistota nie je len zárukou nášho zdravia, ale aj zárukou kvalitného spájkovania. Pri práci sa musí dodržiavať.
Medený hrot spájkovačky sa zahreje do takého stavu, že sa na ňom tvoria oxidy a usadeniny. Keď preniknú do spájky, môžete zabudnúť na kvalitu spájkovania. Preto by mal byť koniec žihadla vždy čistý a dobre nabrúsený.
Jeho tvar je vytvorený pre určitý typ častí, ktoré sa majú spájkovať:
- "plochý skrutkovač" dobre prenáša teplo. Používa sa na zahrievanie masívnych častí;
- "pyramída" alebo "ostrý kužeľ" uľahčuje kontrolu množstva tepla. Používa sa na pripojenie malých rádiových prvkov alebo tenkých drôtov;
- "tupý kužeľ" naostrené na spájkovanie drôtov stredného prierezu.
Prvý typ ostrenia je populárnejší. Dá sa tvarovať údermi kladiva. Potom je kov lepšie zhutnený a dlhšie si zachováva svoje vlastnosti.
Umiestnením tohto hrotu na časť, ktorá sa má spájkovať rovinou alebo ostrým uhlom, môžete ovládať stupeň jeho ohrevu.
Moderné spájkovačky s keramikou majú sadu odnímateľných trysiek najpotrebnejších tvarov. Zhora sú pokryté vrstvou niklu, nevyžadujú ostrenie a prípravné spracovanie.
Ako pocínovať medené žihadlo
Hrot novej spájkovačky bez ochranného niklového povlaku je potrebné pokryť tenkou vrstvou spájky, ktorá ho ochráni pred usadeninami uhlíka a predčasným opotrebovaním. Pre to:
- spájkovačka je zapnutá pod napätím a hrot sa zahrieva do pracovného stavu;
- ponorte ho do kúska kolofónie;
- roztavte spájku a rozdeľte ju po povrchu hrotu žihadla. Je vhodné použiť drevený predmet.
Aké sú fázy spájkovania
Hlavným cieľom tejto technológie je spojiť dve kovové časti, najčastejšie vodiče, nízkotaviteľnou zliatinou tak, aby pevne držali a prepúšťali elektrický prúd s čo najmenším odporom.
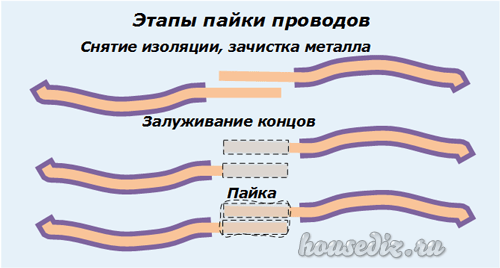
Ak to chcete urobiť, musíte postupovať podľa série krokov v poradí. Poďme ich analyzovať na príklade spájkovacích drôtov. Toto je:
- odstránenie izolácie z pripojených koncov drôtu;
- mechanické čistenie kovu dožitého do ideálneho stavu od oxidov;
- tepelné spracovanie tavidlom - pocínovanie koncov tenkou vrstvou;
- zahrievanie spájky s jej aplikáciou na miesto spájkovania.
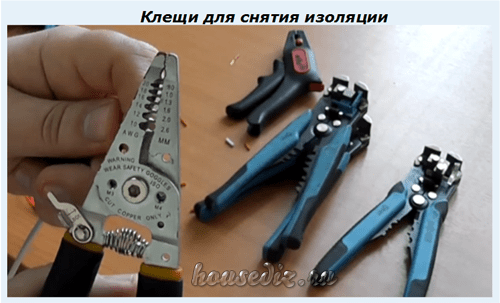
Odizolovanie
Dielektrická vrstva drôtu môže byť vyrobená z polyetylénu, látky, laku alebo podobne. Je potrebné ho odstrániť.
Najlepšie je robiť túto prácu ostrým nožom, pričom jeho čepeľ je takmer rovnobežná s osou kovového jadra. Predídete tak porezaniu a hlbokým škrabancom. Oslabujú mechanickú pevnosť a zvyšujú elektrický odpor. Toto sa nesmie.
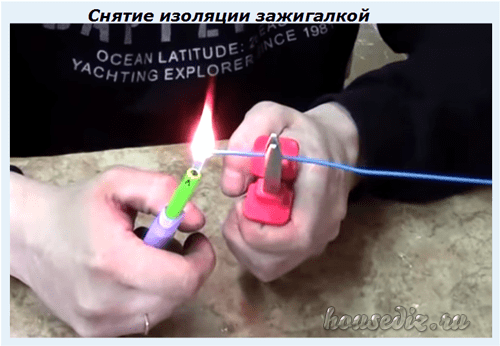
Tenké drôty potiahnuté lakom môžu byť ošetrené otvoreným plameňom zápalky alebo zapaľovača. Rovnaká metóda je vhodná pre krútenú dvojlinku a ešte hrubšie jadrá.
V predaji sú špeciálne kliešte rôznych vzorov na sťahovanie izolácie z konca drôtu akéhokoľvek priemeru. Umožňujú vám profesionálne vykonávať túto prácu bez poškodenia jadra.
Po odstránení izolácie sa posúdi stav kovového povrchu. Venujte pozornosť čistote, absencii priehlbín a rezov.
Odstránenie nečistôt a oxidového filmu
Iba čistý kov môže poskytnúť vysokokvalitné spojenie dielov pri spájkovaní. Vzniká mechanickým čistením povrchu a chemickými roztokmi.
Najprv pracujú s čepeľou noža a mierne ju pritláčajú na kontaminovaný kov pod tupým uhlom. Jadro sa ťahá z izolačnej vrstvy na holý koniec, pričom sa mierne otáča v jednom smere. Kov okamžite stratí svoju matnosť, začne sa lesknúť.
Chemické čistenie zahŕňa ošetrenie rozpúšťadlami, alkoholom, tavivom FES.
Pocínovacie podložky
Konečné čistenie kovového povrchu vodiča sa vykonáva tepelným spracovaním taviva pomocou pocínovaného hrotu spájkovačky. Najpopulárnejším a najuniverzálnejším prostriedkom je kolofónia. Používa sa v pevnom stave, rozpustený v liehu alebo želé.
Predaj umožňuje nákup kolofónie v akejkoľvek forme a poskytuje širokú škálu ďalších tavív.

Poradie pocínovania drôteného jadra pevnou kolofóniou:
- Zahrejte spájkovačku na požadovanú teplotu. Môže sa meniť od 180 do 240 stupňov a závisí od spájky a kovových častí, ktoré sa spájajú. Na ovládanie ohrevu sa hroty dotýkajú hrotom pevnej kolofónie. Ak začne rýchlo vytvárať paru, zahrievanie je normálne.
- Vyčistený vodič sa položí na kolofóniu a dotkne sa hrotom spájkovačky. Drôt sa otáča, aby rovnomerne pokrýval roztavené tavidlo.
- Hrot spájkovačky roztaví spájku a nanesie ju na živicou ošetrený drôt, pričom ju rovnomerne rozloží po povrchu.
Roztok kolofónie v alkohole sa nanáša štetcom na povrch, ktorý sa má pocínovať, alebo sa jednoducho nakvapká cez kvapkaciu trubicu.
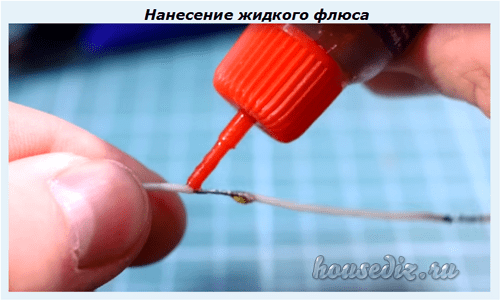
Rôsolovitá kolofónia sa vytláča zo špeciálnej striekačky, čo je veľmi pohodlné.
Vodič ošetrený tekutou alebo rôsolovitou kolofóniou sa zahrieva nahriatym hrotom spájkovačky s kvapkou spájky, ktorá sa rozptýli po celej kontaktnej ploche.
Priame spájkovanie
Spúšťa sa po príprave oboch kontaktných plôšok na spojenie: očistené od nečistôt a oxidov, pocínované.
Spájkované konce sú navzájom spojené. Nahriatou spájkovačkou sa na ne nanesie kúsok spájky, čím sa zabezpečí jej rozliatie po oboch miestach. Potom sa žihadlo prudko stiahne na stranu a časti zostanú nehybné, kým cín úplne nestuhne. To sa posudzuje podľa mierneho stmavnutia jeho farby.
Správne prevedené spájkovanie sa vyznačuje pevným spojením kontaktov a hladkým povrchom stuhnutej spájky, ktorý je jemne lesklý. Skontrolujte jeho kvalitu malou mechanickou silou na zlomenie.
Ak má povrch spájky stmavnutie a nerovnosti, potom spájkovanie nie je spoľahlivé, je potrebné ho opraviť.
Tie obsahujú:
- Zahrievanie častí, ktoré sa majú spojiť, by sa nemalo vykonávať špičkou hrotu, ale jeho bočným povrchom. To poskytuje väčší kontakt a lepší prenos teploty. Pri práci s tupým hrotom alebo transformátorovou spájkovačkou však táto rada veľmi nepomôže.
- Na zvýšenie pevnosti vytvoreného spojenia sa vytvorí dodatočné skrútenie drôtov.
- Mechanické zariadenie tretej ruky uľahčuje fixáciu pevnej polohy spájaných dielov.
- Nové elektronické súčiastky sa vyrábajú s pocínovanými kontaktnými plochami. Ak nie sú ničím kontaminované, je možné na ne ihneď naniesť tavidlo a spájku bez predchádzajúceho cínovania. Tým sa urýchli proces spájkovania.
- Predaj ponúka remeselníkom rúrkovú spájku, vo vnútri ktorej sa nachádza tavidlo. Zvyčajne je to kolofónia. S touto kombináciou sa ľahšie pracuje: počet medzioperácií je znížený vďaka súčasnému zásobovaniu oboch komponentov.
4 znaky kvalitného spájkovania
Spoľahlivosť spojenia sa hodnotí:
- lesk vytvorenej povrchovej vrstvy;
- žiadna prebytočná spájka na častiach;
- pevnosť v ťahu riadiacej mechanickej sily;
- celistvosť izolačnej vrstvy, absencia stôp tavenia.
Ak máte stále otázky k tejto téme, opýtajte sa ich v komentároch. určite odpoviem.



