さまざまな電気および無線工学装置を組み立てる場合、はんだ付けが一般的です。 銅線やその他の銅製品を、電気回路部品や純銅や銅合金で作られたその他の金属部品、およびアルミニウムはんだ付けを使用して、互いに導電性の接続を提供します。 はんだ付けは簡単で非常に柔軟性があり、接続されたコンポーネントの接触抵抗を低くすることができます。
はんだ付け技術の本質は、接触ゾーンを加熱し、続いて液体金属可溶はんだを充填することです。 冷却後、溶融物は電気的接触を提供します。 ワイヤーをはんだ付けする前に、通常、接合する表面の追加処理が必要です(ほとんどの場合、ワイヤーのいわゆる錫メッキ)。これにより、長期的な安定性が保証されます。
小さな部品に振動や衝撃荷重がない場合、良好な接着強度が得られます。 他のすべての場合、それらは追加の固定ではんだ付けされます。
はんだ付けには何が必要ですか?
はんだ付けには熱源が必要です。 裸火、電気スパイラル、およびレーザービームを使用してはんだ付けできます。 後者では、純金属でもはんだ付けできます。 住宅は主に電気はんだごてを使用しています。 それは以下のために設計されています:
- さまざまな電子回路の設置と修理。
- 電気機器の設計と修理。
- さまざまな金属製品のはんだの層で錫メッキします。
はんだごて
手はんだごてではんだ付けします。これは次の目的で使用されます。
- 接続されたコンポーネントをウォーミングアップします。
- はんだが液体状態になるまで加熱します。
- 接合する要素に液体はんだを塗布します。
図1に示すはんだごてには、次のものが含まれています。
- マイカフィルムまたはグラスファイバーで絶縁されたニクロム線スパイラルヒーター。
- らせんの内側にある銅の刺し傷。
- プラスチックまたは木製のハンドル。
- はんだごての先端とスパイラルを配置するためのハウジング。
電気ネットワークへの接続は、曲げ半径リミッターを通ってハンドルの後ろから出る長さ約1mのケーブルで行われます。
木製またはプラスチックのハンドルは、単純なペンのような形をしています。 電子回路は、先端を素早く加熱するためのトリガーボタン付きのピストルグリップを備えた低電力製品ではんだ付けされています。 このようなツールのオプションの1つを図2に示します。
 図2.ピストルタイプの無線はんだごて
図2.ピストルタイプの無線はんだごて 家庭用はんだごては、12Vと220Vの主電源に接続するように設計されています。
220ボルトのはんだごては、電気的な安全上の理由から、信頼性の高い接地を提供する3ピンプラグを装備する必要があります。 12ボルトの機器の場合、単純な2ピンフラットプラグで十分です。
半田
それらははんだではんだ付けされています-スズと鉛の合金、他の金属の追加が可能です。 はんだは、さまざまな直径のチューブまたはワイヤーの形をしています。 管状はんだは内部にロジンが充填されているので、はんだ付けがより便利です。
鉛は、コストを削減するために合金に導入されています。 その具体的な内容は異なり、ブランドに直接反映されています。 たとえば、POS-61(非常に人気のあるtretnik)は次のことを意味します。
- P-はんだ;
- OS-スズ-鉛;
- 61-スズ含有量が61%。
日常生活では、スズ含有量を減らした合金ではんだ付けされているため、POS-90組成で皿を錫メッキすることをお勧めします。
さらに、それらは柔らかいはんだと硬いはんだではんだ付けします。 軟質組成物の融点は450未満であり、残りは固体として分類されます。 POS-61はんだの溶融温度は190〜192°Cです。 加熱が難しいため、電動工具で硬はんだを使用した高温はんだ付けは行いません。
低融点金属を添加した組成物:アルミニウムとカドミウム-アルミニウムがはんだ付けされています。 毒性が高まるため、代替手段がない場合にのみ、はんだ付けが可能です。
フラックス
それらは下にはんだ付けする必要があります-以下を提供する補助コンポーネント:
- 接合される部品の表面の酸化膜の溶解;
- それらへのはんだ合金の良好な接着;
- 最も薄い層で表面全体に合金を広げるための条件を改善します。
通常、ロジンは、アルコール、グリセリン、亜鉛との混合物に基づく組成物と同様に、この能力で使用されます。 ロジンは50°Cをわずかに超える軟化点を持ち、200°Cで沸騰します。 化学的には、ロジンは金属や吸湿性に対して非常に攻撃的です。湿気で飽和すると、導電率が急速に増加します。 添加剤とその濃度に応じて、中性または活性フラックスの特性を示します。

ロジンフラックスは、粉末、塊、またはロジンの溶液として販売されています。
銀、ステンレス鋼、およびその他のいくつかの金属は、特殊なフラックス(酸フラックスまたははんだ付け酸として知られている)を使用してのみはんだ付けできます。
錫メッキの品質を向上させるためにワイヤーをはんだ付けする一部の設置業者は、蒸気がフラックスとして機能するアスピリン錠で予熱します。
はんだペースト
はんだペーストは、はんだとフラックスの組み合わせです。 手の届きにくい場所や、リードレス電子部品の取り付け時にはんだ付けされます。 組成物は成分に適用され、次にそれは刺し傷で単に加熱される。
あなたはあなた自身のパスタを作ることができます。 これを行うために、スズのファイリングは液体フラックスと混合されてゲルのような粘稠度になります。 ペーストは密封包装で保管してください。スズの酸化による貯蔵寿命は6か月を超えません。
はんだごてスタンド
それらは高温に加熱された刺し傷ではんだ付けされるので、休憩の間、ツールはスタンドに残されます。 強力なはんだごての場合、ハンドル用の背面と本体用の前面の2つのサポートで実行されます。 サポートは合板ベースに取り付けられており、次の目的で使用されます。
- ロジンの入った箱の設置;
- はんだワイヤーの保管(例を図3に示します)。
- 刺し傷を掃除します。
図3は、スタンドが希少な材料を必要とせず、手作業で作成できることを示しています。
 図3.強力なはんだごて用の自家製スタンド
図3.強力なはんだごて用の自家製スタンド 低電力デバイスの場合、円錐形のホルダーがよく使用され(通常またはスパイラル、これも図3に示されています)、ツールが刺し傷で挿入されます。
古いモデルのスタンドには、作動温度レギュレーター、チップの温度を示すLCDディスプレイが装備されています(図4)。このようなはんだ付けツールは、はんだ付けステーションと呼ばれることがよくあります。
 米。 4.インジケータ付きのはんだ付けステーションの例
米。 4.インジケータ付きのはんだ付けステーションの例 はんだ除去ブレード
部品を分解する際にプリント基板からはんだを取り除く必要がある場合は、編組ではんだ付けします。 これは、フラックスでコーティングされた細い銅線の密なメッシュです。
動作原理は表面効果に基づいています。グリッドは、毛細管力によってプリント回路基板上で溶融したはんだを「吸収」します。
通常、編組の幅は約5mmで、直径が約5cmのケースに入れて巻きます。
はんだ除去機能は、古いフレキシブル同軸ケーブルの外側の編組によって実行できます。
セキュリティ対策
安全上の注意事項の順守:
- 熱傷に対する保護を促進します。
- 火災の発生を防ぎます。
- 感電から保護します。
はんだ付けを開始する前に、電源ケーブルが機能していることを確認する必要があります。 刺し傷は、他の物体と同様に、機会に触れてはなりません。 はんだごては常にスタンドに置く必要があります。 本体に触れることは禁止されており、ハンドルだけで工具を取り出すことができます。
トレーニング
職場
それらは常に通常の一般照明(500ルクス以上)ではんだ付けされ、必要に応じて、より快適な条件を作成し、ローカル照明の光源を使用します。
十分な換気に注意する必要があります。 フードは最良の結果をもたらします。フードがない場合は、断続的にはんだ付けして、ロジンの蒸気から部屋を換気します(集中的な作業で1時間ごと)。
電力によるはんだごての選択
さまざまな容量のはんだごてではんだ付けします。 通常、次のように想定されます。
- 低電力はんだごて(20〜50 W)は、電子機器での作業に便利で、細いワイヤーをはんだ付けできます。
- 厚さが1mmを超えない100ワットの工具。
- 200 W以上の場合、最初は強力なはんだごてを使用する必要があるような巨大な部品をはんだ付けできます。
デバイスの電力を視覚的に判断するのは簡単です。50ワットのはんだごては万年筆よりもわずかに大きいことがわかりますが、200ワットのはんだごての全長は約35〜40cmです。
はんだごてが機能する
初めて使用する前に、工場のグリースの残りを本体から取り除く必要があります。 燃え尽きると、煙や不快な臭いがします。 したがって、はんだごては延長コードを介してオンになり、窓から通りに15分ほどさらされます。
次に、はんだごての先端をハンマーで鍛造します。銅製のシールにより、耐用年数が長くなります。 刺し傷の先端は形作られています:
- 斜めまたはカット上-スポット作業用(例を図5に示します)。
- ナイフの形-そのような刺し傷で、いくつかの接点が同時にはんだ付けされます(マイクロ回路では一般的)。
- 特別-彼らはいくつかのタイプの無線部品をはんだ付けします。
 図5.はんだごての先端の普遍的な研ぎとその作業領域の適切な錫メッキの例
図5.はんだごての先端の普遍的な研ぎとその作業領域の適切な錫メッキの例 はんだ付けを開始する前に、酸化皮膜からチップを除去する必要があります。 この手順は、きめの細かいサンドペーパーまたはベルベットのやすりを使用して、化学的にロジンに浸して実行されます。 きれいにされた刺し傷ははんだで錫メッキされます。
必要に応じて、強力なはんだごてでその点をはんだ付けできます。 これを行うには、直径0.5〜1 mmの銅線をその先端に巻き、その自由端を使用してはんだを加熱します。
はんだ付け用部品
常にいくつかの段階ではんだ付けします。 まず、金属導体の表面を準備します。
- 酸化膜の除去とそれに続く脱脂;
- 錫メッキ(接触する表面へのスズの層の堆積)。
次に、パーツを接続できます。
使用していたワイヤーは必ず清掃してください。
酸化皮膜は、ヤスリ、サンドペーパー、ナイフの刃で取り除きます。 フレキシブルワイヤーの場合、各ワイヤーが処理されます。
エナメル線の絶縁は、PVCチューブの表面上にドラッグして取り除き、加熱された刺し傷で押し付けます。
準備の兆候は、酸化膜の残留物のない均一に光沢のある表面です。
それらは常に脱脂剤ではんだ付けされています。 表面を糸くずの出ない布、またはアセトンまたはホワイトスピリットで湿らせた布で拭きます。
新しいワイヤーには酸化膜がありません。 それらは、断熱材を取り除いた直後に整備されます。
フラックスの下で銅導体を錫メッキする必要があります。加熱後、はんだは金属表面を薄い層で覆う必要があります。 たるみがある場合、はんだ付けはお勧めしません。ワイヤーは垂直に配置され、はんだごてを上から下に通します。 次に、余分な溶融はんだがスティングに流れます。
必要に応じて、洗浄と錫メッキの手順を組み合わせます。 これを行うには、ロジンで覆われたワイヤーをサンドペーパーに入れ、同時に回転させて加熱します。
一部のタイプのフラックスの品質は、長期保管中、および大気中の湿気の影響下で低下します。 したがって、このようなフラックスは、有効期限をさらに制御してはんだ付けされます。
ワイヤーをはんだ付けするための段階的な技術
はんだ付けは、次の順序で実行されます。
- 3〜5 cmの長さで絶縁体を取り外します(より大きな直径のワイヤでは、取り外したセクションの長さが長くなります)。
- 必要に応じて、接続されているコアを洗浄および脱脂します。
- ワイヤーをきつくねじります。
- 得られたスプライスはフラックスで処理されます。
- はんだを先端に集め、ツイストをはんだ付けし、完全に広がるまで加熱を続けます。 必要に応じて、数回繰り返します。 図6に示すように、はんだはスプライスのすべての空洞を埋める必要があります。
- 結果のスプライスが分離されます。
 図6.はんだ付けされた単線
図6.はんだ付けされた単線 アルミニウム線を互いにはんだ付けすること、および銅線をはんだ付けすることは、より複雑な錫メッキ手順を除いて、基本的な違いはありません。
無線コンポーネントをボードにはんだ付けするための段階的な方法
通常、無線コンポーネントと工場のプリント回路基板には、錫メッキされたリード線と通電トラックがあります。 それらは事前の錫メッキなしではんだ付けすることができます。 ボードは、自作の場合にのみ缶詰になります。
はんだ付け手順には、次のような手順が含まれます。
- ピンセットを使用すると、リード線を必要な角度で曲げてから、ボードの穴に挿入します。
- ピンセットでパーツを固定します。
- 彼らは先端のはんだを拾い上げ、ロジンに浸し、図7に示すように、ボードとの出力の接続ポイントに取り付けます。表面を加熱した後、はんだはボードのトラックに流れ、出力は要素、およびマイクロ回路の接点は、表面張力の作用下でそれらの上に均等に分散されます。
- はんだが固化するまで、ピンセットで部品を目的の位置に保持します。
- はんだ付けが完了したら、必ずボードをアルコールやアセトンですすいでください。
- さらに、はんだの落下による基板部品の短絡がないことを制御します。
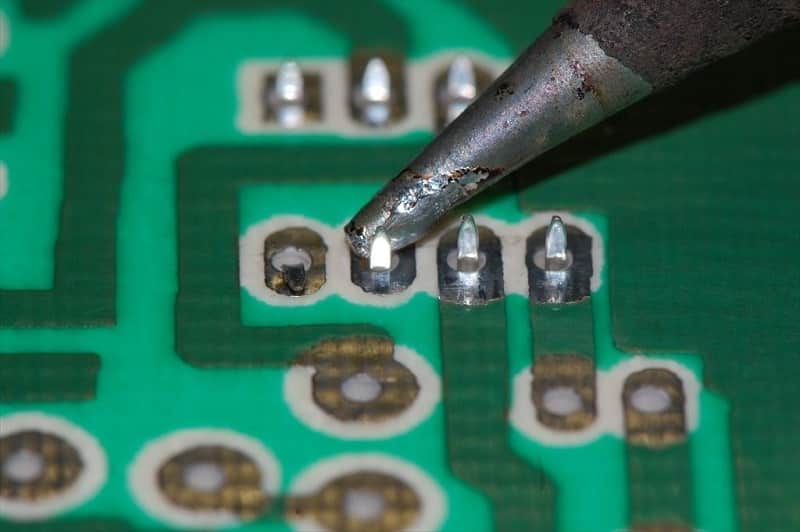 図7.プリント回路基板上の無線コンポーネントのリードのはんだ付け
図7.プリント回路基板上の無線コンポーネントのリードのはんだ付け より良い固定のために、ピンセットのあごを鋭くするか、図8に示すタイプの特別なツールを使用することをお勧めします。
余分なリード線はサイドカッターで取り除きます。
 米。 8.はんだ付けピンセットのバージョン
米。 8.はんだ付けピンセットのバージョン 再利用可能なボードでは、取り付け穴から木製のつまようじではんだの残留物を取り除きます。
作業するときは、次の規則に従うことをお勧めします。
- 先端はボードの平面に平行に向けられています。
- 無線コンポーネントの過熱の危険性、および過熱による通電トラックの剥離の危険性のため、ボードは2秒以内にはんだ付けされます。
- はんだ付けする前に、チップから酸化物を除去する必要があります。
考えられるはんだ付けの問題
ある種の迅速な学習スキルにより、はんだ付けは良好な接触を提供します。 いくつかの問題は視覚的に簡単に識別できます。 これらには以下が含まれます:
- 接続されたコンポーネントの弱い加熱またはいわゆる。 コールドはんだ付け-はんだは特徴的なくすんだ色になり、接触の機械的強度が低下し、すぐに崩壊します。
- コンポーネントの過熱-はんだは表面をまったく覆っていません。 接続は事実上存在しません。
- はんだが完全に固化するまで接続されたコンポーネントの動き-硬化したはんだのフィルムの目に見える鋭い破損、接続がありません。
これらの欠陥の除去は、再はんだ付けによって実行されます。
結論
はんだ接続は、製造可能性と組み合わせた高品質を提供します。 手順は簡単に実装できますが(数時間ではんだ付けの方法を学ぶことができます)、作業技術を注意深く観察しながら、いくつかの連続した操作を注意深く実行する必要があります。
正しいはんだ付けは、修理可能な工具でのみ可能です。
はんだ付けの問題の可能性常に安全規制を厳守してはんだ付けしてください。



