初心者の電気技師がはんだごてでマスターの仕事を見るとき、すべての行動は単純で理解しやすいように見えます。
しかし、自分で工具を手に取るとすぐにトラブルが始まります。はんだが保持されず、接点が脱落し、絶縁体が焼け、刺し傷がすすで覆われます。
これを防ぐには、特定のルールに従う必要があります。
マスターはそれらを知って実行します。 初心者の方は、まずはんだごてで正しくはんだ付けする方法を理解することをお勧めします。 そうして初めて、あなたはこの仕事を引き受けることができます。
職場と道具の準備の特徴
3つの主な秘密:姿勢、光、空気
自宅でも、高品質のはんだ付けには、快適な作業者の姿勢と適切な照明が必要です。 窓の近くにデスクトップを設置することをお勧めします。これは、日中は太陽光線を受け取り、夕方には人工光源が光ります。

はんだ付けは、物質の加熱、煙の放出に関連しています。 加熱されたロジンは松葉のようなにおいがしますが、このにおいは頻繁に吸入された場合でも有害です。 そして、他のフラックスや酸はさらに危険です。 呼吸器系を介して体内に入ると、それらは蓄積し、慢性疾患を引き起こします。
したがって、換気が重要です。 開いているウィンドウで作業し、さらに良い方法として、強制フードを使用します。
便利なガジェット
はんだとロジンを扱うには、短い紙で裏打ちされたブリキ缶が必要です。

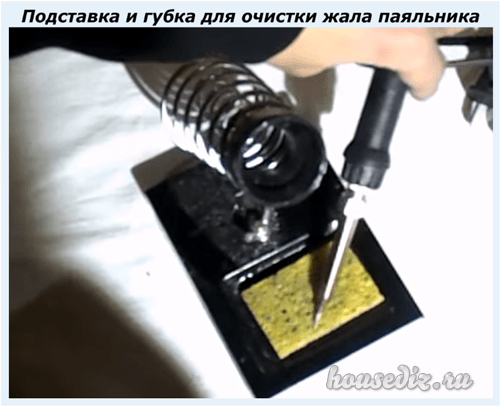
特別なスタンドは、加熱されたはんだごてを保管するのに役立ち、スポンジを使用すると、酸化物からホットチップをきれいにすることができます。
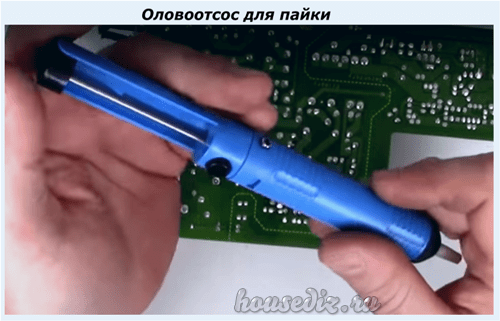
はんだ除去ポンプで余分な溶融はんだを取り除くのに便利です。
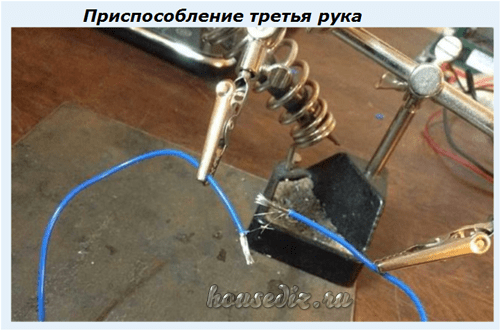
小さな物体での作業は、ピンセット、小さなバイス、サードハンドデバイスによって容易になります。 最も簡単なオプション:ゴムバンド付きの通常のペンチ。

自分の手で他のシンプルなデザインを作ることができます。
はんだごての選択と準備
この販売では、電圧が12〜220または380ボルトのさまざまなモデルが提供されます。 それぞれのはんだごては、普遍的な機能を備えていますが、特定の仕事のために作成されています。
それらは、先端の加熱に費やされる電気エネルギーの消費電力によって評価されます。
ラジオ部品を40÷60ワットの電力のはんだごてではんだ付けすると便利です。ワイヤーの場合は80÷100を選択します。
初心者のはんだ付け業者の場合、次の2つのはんだごて設計の単純なモデルを使用するだけで十分です。
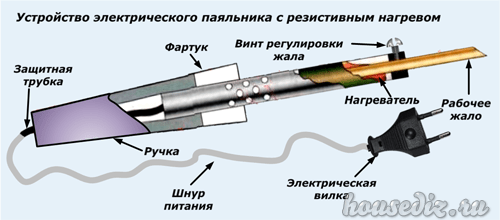
- ニクロム線と銅棒からの加熱;
- セラミックインサートとニッケルメッキ銅チップ。


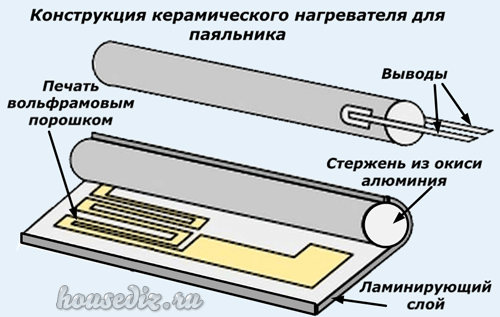
最初のタイプのはんだごては安価ですが、チップを常に手入れする必要があり、目的の温度まで加熱するのに時間がかかり、摩耗が早くなります。
セラミックインサート付きのはんだごてはより効果的ですが、より高価です。 さらに、セラミックは慎重な取り扱いが必要です。 機械的衝撃により破損する可能性があります。
個人的な好み
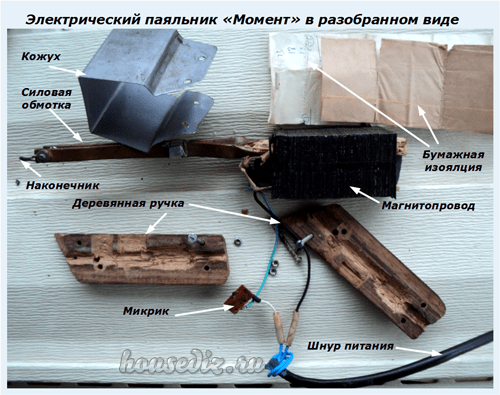
モーメント式トランスはんだごてを30年以上使用しています。

余分な体重のためにそれを嫌う人もいます。 しかし、私にとってこの指標は重要ではありません。 65の工業規格の電力は、アマチュア無線のはんだ付けには適していますが、電線を接続するには十分ではありません。
そこで、自分の手でよりパワフルなデザインを組み立てました。
偽造ブランドについて
なぜ変圧器はんだごてが好きなのか、長い間理解できず、インターネットで大いに批判されてきました。 上記の記事でも、読者は私に彼らについて否定的な意見を表明し、脆弱性と質の悪さを叱りました。
私のサイトの訪問者が実験のために中国の会社Licotaから燃え尽きたはんだごてを送ってくれた後で初めてこれに気づきました。

見た目もとても良く、軽量で、手に快適にフィットし、元々パッケージされています。 彼とよく知り合ったとき、私は設置と設計に多くの欠陥を見つけました。 彼はそれらを別々の記事に描いた:
- そして、その内部表面を変更する必要があります。
- 古いソビエトと中国からの現代。
疑わしい売り手から安いはんだごてを買うとき、あなたは低品質の製品に出くわし、お金と時間を失う可能性があります。 電気的性能と保証に注意してください。
他にも色々あります。 ただし、上記のモデルではんだ付けの学習を開始することをお勧めします。
先端研ぎについて
清潔さは私たちの健康を保証するだけでなく、高品質のはんだ付けを保証します。 作業中は観察する必要があります。
はんだごての銅の先端は、酸化物や堆積物が形成されるような状態に加熱されます。 それらがはんだに浸透すると、はんだ付けの品質を忘れることができます。 したがって、刺し傷の端は常に清潔でよく研ぐ必要があります。
その形状は、はんだ付けされる特定のタイプの部品用に作成されます。
- 「マイナスドライバー」熱をよく伝達します。 大量のパーツをウォームアップするために使用されます。
- "ピラミッド"また 「シャープコーン」熱量の制御が容易になります。 小さな無線要素や細いワイヤーを接続するために使用されます。
- 「鈍い円錐」中断面のワイヤーをはんだ付けするために鋭利にされています。
最初のタイプの研ぎはより人気があります。 それはハンマーの打撃によって形作ることができます。 その後、金属はよりよく圧縮され、その特性をより長く保持します。
このチップを平面または鋭角ではんだ付けする部品に配置することにより、その加熱の程度を制御できます。
セラミックを使用した最新のはんだごてには、最も必要な形状の取り外し可能なノズルのセットがあります。 それらは上部にニッケルの層で覆われており、研ぎや準備処理を必要としません。
銅の刺し傷を錫メッキする方法
保護ニッケルコーティングのない新しいはんだごての先端は、炭素の堆積や早期摩耗から保護するために、はんだの薄層で覆う必要があります。 このため:
- はんだごては電圧下でオンになり、チップを動作状態にウォームアップします。
- ロジンに浸します。
- はんだを溶かし、刺し傷の先端の表面に分散させます。 木の物を使うと便利です。
はんだ付けの段階は何ですか
この技術の主な目的は、2つの金属部品(ほとんどの場合導体)を低融点合金で接続して、それらがしっかりと保持され、可能な限り低い抵抗で電流を流すことです。
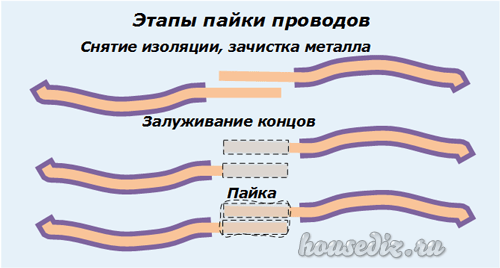
これを行うには、一連の手順を順番に実行する必要があります。 はんだ付けワイヤーの例を使って分析してみましょう。 これ:
- ワイヤーの接続された端からの絶縁体の除去;
- 金属の機械的洗浄は、酸化物から理想的な状態になりました。
- フラックスによる熱処理-端を薄層で錫メッキします。
- はんだ付けの場所にそのアプリケーションではんだを加熱します。
ストリッピング
ワイヤの誘電体層は、ポリエチレン、布、ラッカーなどでできていてもよい。 削除する必要があります。
この作業は鋭利なナイフで行い、その刃を金属コアの軸とほぼ平行に配置するのが最善です。 これにより、切り傷や深い引っかき傷を防ぐことができます。 それらは機械的強度を弱め、電気抵抗を増加させます。 これは許可できません。
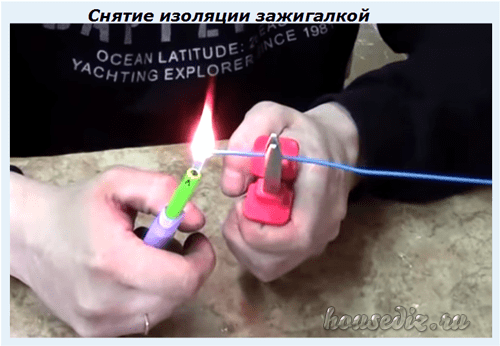
ワニスでコーティングされた細いワイヤーは、マッチまたはライターの直火で処理できます。 同じ方法は、ツイストペアケーブルやさらに厚いコアにも適しています。
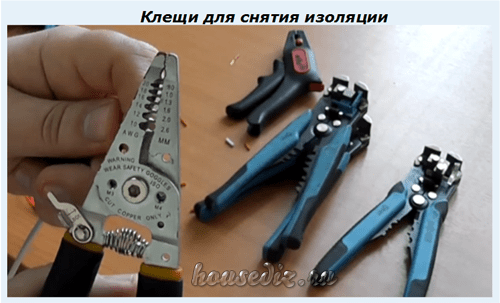
あらゆる直径のワイヤーの端から絶縁体を剥がすためのさまざまなデザインの特別なペンチが販売されています。 コアに損傷を与えることなく、この作業を専門的に実行できます。
絶縁体を取り除いた後、金属表面の状態を評価します。 清潔さ、へこみや切り傷がないことに注意してください。
汚染物質と酸化膜の除去
はんだ付け時に高品質の部品接続を提供できるのは、純金属だけです。 それは、機械的な表面洗浄と化学溶液によって作成されます。
最初に、彼らはナイフの刃を使って、それを汚染された金属に鈍角でわずかに押し付けます。 コアは絶縁層から裸の端まで引っ張られ、一方向にわずかに回転します。 金属はすぐにそのくすみを失い、輝き始めます。
化学洗浄には、溶剤、アルコール、FESフラックスによる処理が含まれます。
錫メッキパッド
導体の金属表面の最終洗浄は、錫メッキされたはんだごての先端を使用した磁束熱処理によって実行されます。 最も人気があり用途の広い治療法はロジンです。 それは固体状態で使用され、アルコールまたはゼリーに溶解されます。
セールでは、あらゆる形態のロジンを購入でき、その他のさまざまなフラックスを提供します。

ワイヤーコアを固体ロジンで錫メッキするシーケンス:
- はんだごてを希望の温度に温めます。 それは180度から240度まで変化する可能性があり、はんだと接合される金属部品によって異なります。 加熱を制御するために、先端は固体ロジンの先端で触れられます。 それが急速に蒸気を形成し始めた場合、加熱は正常です。
- 洗浄した導体をロジンの上に置き、はんだごての先端に触れます。 ワイヤーを回転させて、溶融フラックスを均一にコーティングします。
- はんだごての先端がはんだを溶かし、ロジン処理したワイヤーに塗布し、表面に均一に分散させます。
アルコール中のロジンの溶液をブラシで表面に塗布して、錫メッキするか、スポイトチューブに滴下します。
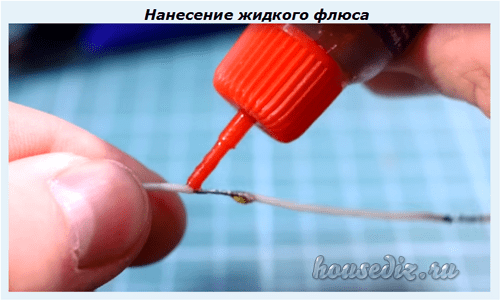
ゼリー状のロジンを専用の注射器から絞り出すのでとても便利です。
液体またはゼリー状のロジンで処理された導体は、はんだごての加熱された先端で一滴のはんだで加熱され、接触領域全体に分散されます。
直接はんだ付け
両方の接触パッドが接続の準備ができた後に開始されます:汚れや酸化物を取り除き、錫メッキします。
はんだ付けされた端は互いに接続されています。 はんだごてを加熱してはんだごてをかけ、両方の場所に確実に広げます。 その後、刺し傷は横に鋭く引っ込められ、スズが完全に固化するまで部品は静止したままになります。 これは、その色がわずかに暗くなることによって判断されます。
適切に行われたはんだ付けは、接点の強力な接続と、わずかに光沢のある固化したはんだの滑らかな表面によって特徴付けられます。 小さな機械的な力でその品質を確認してください。
はんだの表面に黒ずみや凹凸がある場合は、はんだ付けの信頼性が低いため、修正する必要があります。
これらには以下が含まれます:
- 接合する部品の加熱は、先端の先端ではなく、側面を使用して行う必要があります。 これにより、より多くの接触とより良い温度伝達が提供されます。 ただし、先端が鈍い先端や変圧器のはんだごてを使用する場合、このアドバイスはあまり役に立ちません。
- 作成された接続の強度を高めるために、ワイヤーの追加のねじれが作成されます。
- サードハンドの機械装置により、接合する部品の固定位置を簡単に固定できます。
- 新しい電子部品は、錫メッキされた接触面で製造されています。 それらが何も汚染されていない場合は、事前に錫メッキすることなく、フラックスとはんだをすぐに適用できます。 これにより、はんだ付けプロセスがスピードアップします。
- このセールでは、職人に管状のはんだが提供され、その中にフラックスが配置されています。 通常はロジンです。 この組み合わせは操作が簡単です。両方のコンポーネントが同時に供給されるため、中間操作の数が減ります。
品質はんだ付けの4つの兆候
接続の信頼性は、次の方法で評価されます。
- 作成された表面層の輝き。
- 部品に余分なはんだがない。
- 制御機械力の引張強度;
- 絶縁層の完全性、溶融の痕跡がないこと。
このトピックについてまだ質問がある場合は、コメントで質問してください。 絶対にお答えします。



