Kada električar početnik promatra rad majstora s lemilom, tada se sve radnje čine jednostavnim i razumljivim.
Međutim, čim sami uzmete alat, odmah počinju nevolje: lem se ne drži, kontakti otpadaju, izolacija izgara, ubod je prekriven čađom.
Da se to ne bi dogodilo, potrebno je pridržavati se određenih pravila.
Majstor ih zna i izvršava. Za početnike, savjetujem vam da prvo shvatite kako pravilno lemiti lemilom. Tek tada možete preuzeti ovaj posao.
Karakteristike pripreme radnog mjesta i alata
3 glavne tajne: držanje, svjetlo i zrak
Čak i kod kuće, visokokvalitetno lemljenje zahtijeva udoban položaj radnika s dobrim osvjetljenjem. Preporučujem da postavite radnu površinu blizu prozora, koja prima sunčeve zrake tokom dana, a veštački izvor sija uveče.

Lemljenje je povezano sa zagrijavanjem tvari, oslobađanjem para. Iako zagrijana kolofonija miriše na borove iglice, ovaj miris, ako se često udiše, i dalje je štetan. A drugi tokovi i kiseline su još opasniji. Kada dođu u organizam kroz respiratorni sistem, akumuliraju se i uzrokuju hronične bolesti.
Stoga je ventilacija važna. Radite s otvorenim prozorom, a još bolje - koristite prisilnu haubu.
Korisni gadgeti
Za rad sa lemom i smolom potrebna je kratka, papirom obložena limenka.

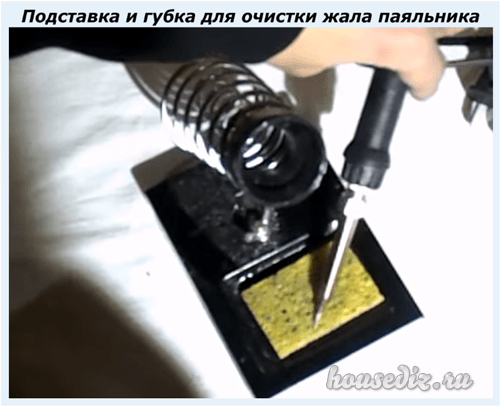
Posebno postolje pomaže u pohranjivanju zagrijanog lemilice, a spužva vam omogućava da očistite vrući vrh od oksida.
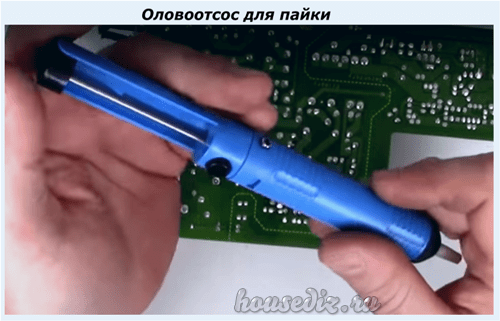
Pogodno je ukloniti višak rastopljenog lema pomoću pumpe za odlemljivanje.
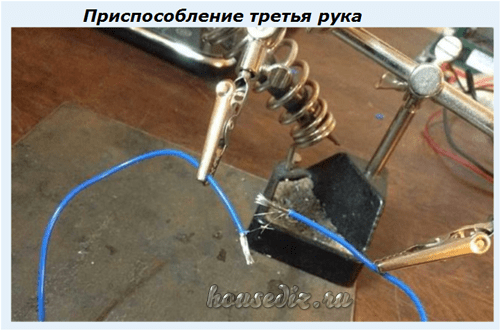
Rad sa malim predmetima olakšavaju pinceta, mali škripci, uređaji iz treće ruke. Najjednostavnija opcija: obična kliješta s elastičnom trakom.

Možete napraviti i druge jednostavne dizajne vlastitim rukama.
Odabir i priprema lemilice
U prodaji su razni modeli sa naponom od 12 do 220 ili 380 volti. Svako lemilo je stvoreno za određeni posao, iako ima univerzalne mogućnosti.
Procjenjuju se po potrošnji električne energije koja se troši na zagrijavanje vrha vrha.
Prikladno je lemiti radio komponente s lemilom snage 40 ÷ 60 vati, a za žice odaberite 80 ÷ 100.
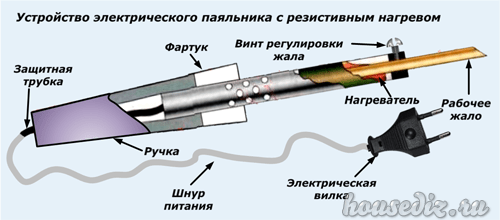
Za lemilice početnike dovoljno je koristiti jednostavne modele dva dizajna lemilice sa:
- grijanje od nihrom žice i bakrene šipke;
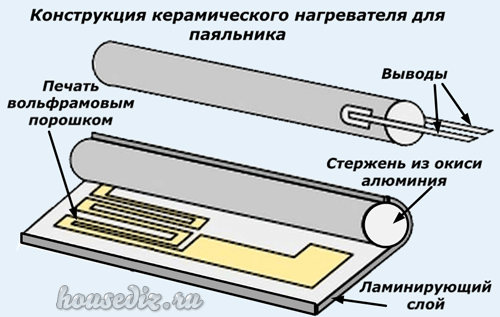
- keramički umetak i niklovani bakarni vrh.


Prvi tip lemilice je jeftiniji, ali zahtijeva stalnu brigu o vrhu, duže se zagrijava do željene temperature i brže se troši.
Lemilo sa keramičkim umetkom radi bolje, ali je skuplje. Osim toga, keramika zahtijeva pažljivo rukovanje. Može se slomiti od mehaničkog udara.
Lične preferencije
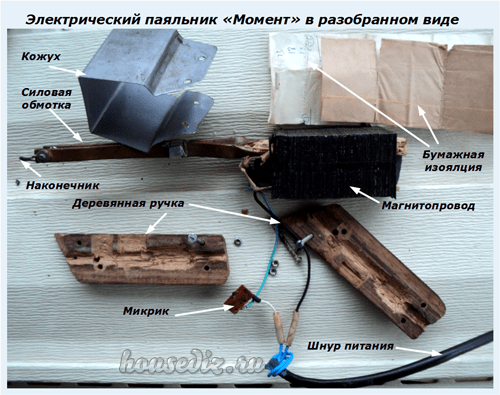
Koristim transformatorske lemilice tipa Moment više od 30 godina.

Neki ljudi to ne vole zbog viška kilograma. Ali za mene ovaj pokazatelj nije kritičan. Snaga industrijskog standarda 65 dobra je za amatersko radio lemljenje, ali nije dovoljna za povezivanje električnih žica.
Stoga sam vlastitim rukama sastavio snažniji dizajn.
O krivotvorenim markama
Dugo nisam mogao razumjeti zašto volim transformatorske lemilice, a oni su masovno kritizirani na internetu. Čak iu gore spomenutom članku čitatelji su mi izrazili negativno mišljenje o njima, prekorivši krhkost i loš kvalitet.
To sam shvatio tek nakon što mi je posjetilac moje stranice poslao izgorjelo lemilo kineske kompanije Licota na eksperimente.

Jako lijepo izgleda, ima malu težinu, udobno leži u ruci i originalno je zapakiran. Nakon bližeg upoznavanja s njim, otkrio sam mnoge nedostatke u instalaciji i dizajnu. Naslikao ih je u odvojenim člancima:
- i potrebu za modifikacijom njegovih unutrašnjih površina;
- stari sovjetski i moderni iz Kine.
Kada kupujete jeftine lemilice od sumnjivih prodavača, možete naići na proizvode niske kvalitete, izgubiti novac i vrijeme. Obratite pažnju na električne performanse i garancije.
Postoje razni drugi. Ali bolje je početi učiti lemljenje na gore opisanim modelima.
O oštrenju vrhova
Čistoća nije samo garancija našeg zdravlja, već i garancija visokog kvaliteta lemljenja. Mora se poštovati tokom rada.
Bakarni vrh lemilice se zagrijava do takvog stanja da se na njemu formiraju oksidi i naslage. Kada prodru u lem, možete zaboraviti na kvalitetu lemljenja. Stoga kraj uboda uvijek treba biti čist i dobro naoštren.
Njegov oblik je kreiran za određenu vrstu dijelova za lemljenje:
- "plosnati odvijač" dobro prenosi toplotu. Koristi se za zagrijavanje masivnih dijelova;
- "piramida" ili "oštar konus" olakšava kontrolu količine toplote. Koristi se za spajanje malih radio elemenata ili tankih žica;
- "tupi konus" naoštrena za lemljenje žica srednjeg presjeka.
Prva vrsta oštrenja je popularnija. Može se oblikovati udarcima čekića. Tada se metal bolje zbija i duže zadržava svojstva.
Postavljanjem ovog vrha na dio koji se lemi ravnim ili oštrim uglom, možete kontrolirati stupanj njegovog zagrijavanja.
Moderne lemilice s keramikom imaju set uklonjivih mlaznica najpotrebnijih oblika. Odozgo su prekriveni slojem nikla, ne zahtijevaju oštrenje i pripremnu obradu.
Kako kalajisati bakreni žalac
Vrh novog lemilice bez zaštitnog premaza od nikla potrebno je prekriti tankim slojem lema, koji će ga zaštititi od naslaga ugljika i preranog trošenja. Za ovo:
- lemilo se uključuje pod naponom, zagrijavajući vrh do radnog stanja;
- uronite u komad kolofonija;
- otopite lem, raspoređujući ga po površini vrha uboda. Pogodno je koristiti drveni predmet.
Koje su faze lemljenja
Osnovni cilj ove tehnologije je da se dva metalna dijela, najčešće vodiča, spoje sa niskotopljivom legurom tako da čvrsto drže i propuštaju električnu struju sa najmanjim mogućim otporom.
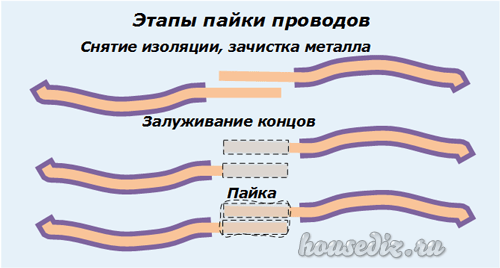
Da biste to učinili, morate slijediti niz koraka u nizu. Analizirajmo ih na primjeru žica za lemljenje. To:
- uklanjanje izolacije sa spojenih krajeva žice;
- mehaničko čišćenje metala dovedenog u idealno stanje od oksida;
- toplinska obrada fluksom - kalajisanje krajeva tankim slojem;
- zagrijavanje lema sa njegovim nanošenjem na mjesto lemljenja.
Skidanje
Dielektrični sloj žice može biti izrađen od polietilena, tkanine, laka ili sličnog. Treba ga ukloniti.
Najbolje je ovaj posao raditi oštrim nožem, postavljajući njegovu oštricu gotovo paralelno s osi metalnog jezgra. To će spriječiti posjekotine i duboke ogrebotine. Oni slabe mehaničku čvrstoću i povećavaju električni otpor. Ovo se ne može dozvoliti.
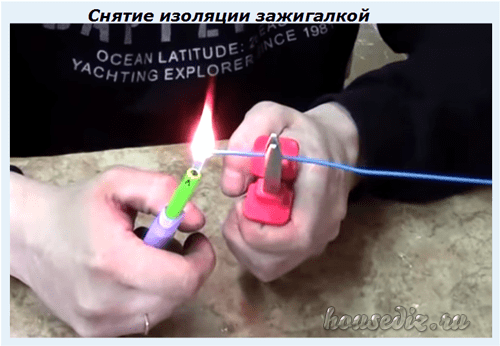
Tanke žice premazane lakom mogu se tretirati otvorenim plamenom šibice ili upaljača. Ista metoda je prikladna za upletene parice i još deblje jezgre.
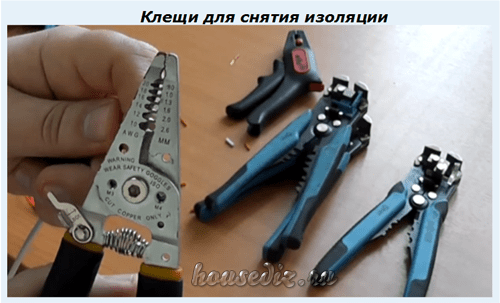
U prodaji postoje specijalna kliješta različitih dizajna za skidanje izolacije s kraja žice bilo kojeg promjera. Oni vam omogućavaju da profesionalno obavljate ovaj posao bez oštećenja jezgra.
Nakon uklanjanja izolacije, procjenjuje se stanje metalne površine. Obratite pažnju na čistoću, odsustvo udubljenja i posekotina.
Uklanjanje kontaminanata i oksidnog filma
Samo čisti metal može osigurati visokokvalitetno spajanje dijelova prilikom lemljenja. Nastaje mehaničkim čišćenjem površina i hemijskim rastvorima.
Prvo, rade sa oštricom noža, lagano je pritiskajući na kontaminirani metal pod tupim uglom. Jezgra se povlači od izolacijskog sloja do golog kraja, lagano rotirajući u jednom smjeru. Metal će odmah izgubiti tupost, počeće da sija.
Hemijsko čišćenje uključuje tretman rastvaračima, alkoholom, FES fluksom.
Jastučići za kalajisanje
Završno čišćenje metalne površine vodiča provodi se toplinskom obradom fluksom pomoću kalajisane vrhove lemilice. Najpopularniji i najsvestraniji lijek je kolofonij. Koristi se u čvrstom stanju, rastvorenom u alkoholu ili želeu.
Rasprodaja vam omogućava kupovinu kolofonija u bilo kojem obliku i nudi širok spektar drugih fluksa.

Redoslijed kalajisanja žičane jezgre čvrstom smolom:
- Zagrijte lemilicu na željenu temperaturu. Može varirati od 180 do 240 stepeni i zavisi od lema i metalnih delova koji se spajaju. Za kontrolu zagrijavanja, vrhovi se dodiruju vrhom čvrste smole. Ako počne brzo stvarati paru, onda je grijanje normalno.
- Očišćeni provodnik se stavlja na kolofonij i dodiruje vrhom lemilice. Žica se rotira kako bi se ravnomjerno obložila rastopljeni fluks.
- Vrh lemilice topi lem i nanosi ga na žicu tretiranu kolofonijom, ravnomjerno ga raspoređujući po površini.
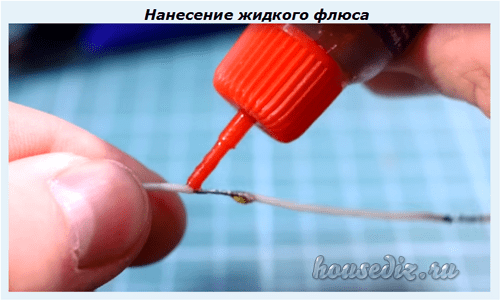
Otopina kolofonija u alkoholu se nanosi četkom na površinu koja se konzervira ili jednostavno kapa kroz cijev kapaljke.
Kolofonij nalik želeu se istiskuje iz posebne šprice, što je vrlo zgodno za napraviti.
Provodnik tretiran tekućim ili želeastim kolofonijom zagrijava se zagrijanim vrhom lemilice s kapljicom lema, raspršujući ga po cijeloj kontaktnoj površini.
Direktno lemljenje
Pokreće se nakon što su obje kontaktne pločice pripremljene za spajanje: očišćene od prljavštine i oksida, kalajisane.
Zalemljeni krajevi su međusobno povezani. Na njih se nanosi komad lemljenja zagrijanim lemilom, osiguravajući njegovo širenje na oba mjesta. Nakon toga, ubod se oštro povlači u stranu, a dijelovi ostaju nepomični dok se lim potpuno ne stvrdne. To se prosuđuje po blagom zatamnjenju njegove boje.
Pravilno izvedeno lemljenje karakterizira čvrst spoj kontakata i glatka površina očvrslog lema, koja je blago sjajna. Provjerite njegovu kvalitetu malom mehaničkom silom da se slomi.
Ako površina lema ima zatamnjenje i neravnine, tada lemljenje nije pouzdano, potrebno ga je ispraviti.
To uključuje:
- Zagrijavanje dijelova koji se spajaju ne treba vršiti vrhom vrha, već njegovom bočnom površinom. Ovo obezbeđuje veći kontakt i bolji prenos temperature. Međutim, kada radite s tupim vrhom ili transformatorskim lemilom, ovaj savjet neće puno pomoći.
- Da bi se stvorena veza povećala, stvara se dodatni zavoj žica.
- Mehanički uređaj treće ruke olakšava fiksiranje fiksnog položaja dijelova koji se spajaju.
- Nove elektronske komponente se proizvode sa kalajisanim kontaktnim površinama. Ako nisu ničim kontaminirani, tada se fluks i lem mogu odmah nanijeti na njih bez prethodnog kalajisanja. Ovo ubrzava proces lemljenja.
- Prodaja nudi majstorima cijevni lem, unutar kojeg se nalazi fluks. Obično je to kolofonij. Sa ovom kombinacijom je lakše raditi: broj međuoperacija je smanjen zbog istovremenog napajanja obje komponente.
4 znaka kvalitetnog lemljenja
Pouzdanost veze ocjenjuje se:
- sjaj stvorenog površinskog sloja;
- nema viška lema na dijelovima;
- zatezna čvrstoća kontrolne mehaničke sile;
- integritet izolacionog sloja, odsustvo tragova topljenja.
Ako i dalje imate pitanja o ovoj temi, postavite ih u komentarima. Svakako ću odgovoriti.



